焊缝外观质量检查记录
- 格式:doc
- 大小:39.50 KB
- 文档页数:2
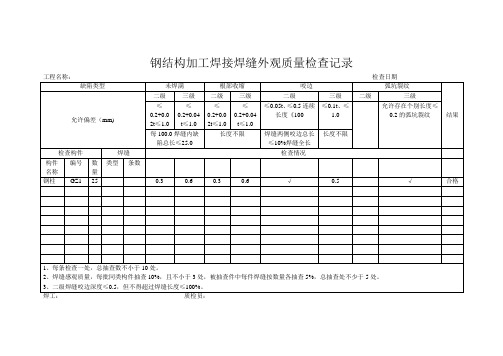
钢结构加工焊接焊缝外观质量检查记录工程名称: 检查日期缺陷类型未焊满 根部收缩 咬边弧坑裂纹结果允许偏差(mm)二级 三级 二级三级二级三级 二级 三级≤0.2+0.02t ≤1.0≤0.2+0.04t ≤1.0≤0.2+0.02t ≤1.0 ≤0.2+0.04t ≤1.0≤0.05t 、≤0.5连续长度《100 ≤0.1t 、≤1.0允许存在个别长度≤0.2的弧坑裂纹每100.0焊缝内缺陷总长≤25.0长度不限焊缝两侧咬边总长≤10%焊缝全长长度不限检查构件 焊缝 检查情况构件名称 编号 数量 类型 条数 钢柱 GZ1 25 0.3 0.6 0.3 0.6 √ 0.5 √ 合格1、每条检查一处,总抽查数不小于10处。
2、焊缝感观质量,每批同类构件抽查10%,且不小于3处,被抽查件中每件焊缝按数量各抽查5%,总抽查处不少于5处。
3、二级焊缝咬边深度≤0.5,但不得超过焊缝长度≤100%。
焊工: 质检员:钢结构零件及部件加工(矫正和成型)质量检查记录工程名称:达州化工产业区公路物流港6#标准仓库钢结构工程施工单位:四川恒沣建设有限公司检查日期:检查内容7.3.1条钢材矫正后的允许偏差(㎜)表面质量冷矫正加工环境温度碳素钢和低合钢热矫正时加热温度钢板的局部平面度(△)型钢弯曲矢高角钢的垂直度槽钢翼缘对腹板的垂直度工字钢、H型钢翼缘对腹板的垂直度不能有明显的凹面和损伤及划痕碳素钢低合金结构钢t≤14t>14允许偏差(㎜)不低于不应超过900℃1.5 1.0l∕100,≯5.0b∕100,双肢栓接不得大于90°b∕80b∕100,≯2.0划痕深度≯0.5且≯负偏差的1∕2﹣16℃﹣12℃构件号零部件抽查件检查情况(㎜)规格数量编号数量GZ2a 8 3 1.2 2.0 0.1注:1、冷矫正的加工温度全数检查制作工艺报告和施工记录; 2、钢材矫正后允许偏差,按矫正件抽查10%,不少于3件;3、t-为加工件厚度,l-为构件长度,M-为1米长度范围,b-为型钢肢宽;4、7.3.1条为主控项目。




SG—T059钢结构工程焊缝外观质量检查记录工程名称分项工程名称施工单位项目负责人专业工长班组长检查项目检查部位焊缝尺寸(㎜)焊缝外观质量检查评定结果焊工姓名或证号设计或规范规定值实测值设计或规范要求检查情况钢板对接焊缝余高c 一级B<200~3321.511.6应符合规范5.2.6条、5.2.11条要求无裂纹、气孔夹渣等缺陷,焊缝外形均匀,成型好合格钢板对接焊缝错边d 一级t=10d≤1.51.8.4.5.8.6应符合规范5.2.6条、5.2.11条要求无裂纹、气孔夹渣等缺陷,焊缝外形均匀,成型好合格局部要求焊透H型钢焊缝二级t=10焊角尺寸为t/25659.66598应符合规范5.2.6条、5.2.11及附录A表A.0.1条要求符合规范要求合格其他角焊余高c三级h f = 8C=0~311.5332应符合规范A表A.0.1要求表面无裂纹、焊瘤,咬边、夹渣、未合格注:本表也适用于幕墙钢结构框架的焊缝外观质量检查记录。
四川省建设厅制SG—T059填写说明一、本表是用于钢结构工程焊缝质量检查记录,同时也适用于建筑幕墙工程的焊缝质量检查记录。
幕墙钢框架可根据工程中出现的焊缝类型立项检查并记录。
二、本记录为钢结构焊接和建筑幕墙工程检验批质量验收记录的支撑表。
三、填写示范以钢柱为例,实际当中,工程由哪种构件,就按哪种构件出现的焊缝检查记录。
四、焊缝的外形尺寸和表面质量应按规范第5.2.6条和附表A表A.0.1、表A.0.2、表A.0.3等规定进行控制。
五、一、二级焊缝的内部质量检测,应在焊缝尺寸和外观质量检查合格后进行。
六、碳素钢应在焊缝冷却到环境温度,低合金结构应在完成焊接24h后进行探伤检验。
七、焊工姓名或证号,可填姓名,也可只填焊工合格证书的编号。
八、焊缝尺寸检查用焊缝量规。
九、一般项目其检查结果应有80%及以上的检查(值)符合规范要求,且最大值不应超过其允许差值的1.2倍,方可判定合格。
十、本表一式两份,施工单位、建设单位各存一份。
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:
检查:记录:。
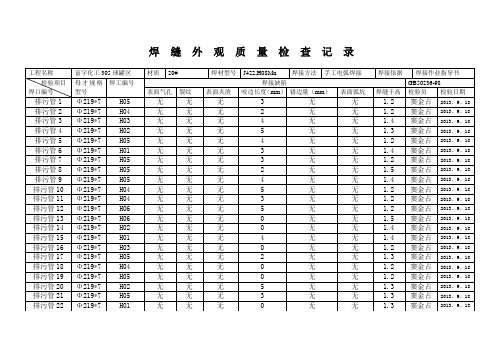
焊缝外观质量检查记录工程名称:管道安装工程施工单位:
分部分项工程名称管道安装规格Φ377*8
焊材
型号
E4316
ER49-1
焊接方法
手工电弧焊
手工氩弧焊
管段编号G0102
G0103
材质20# 规格
Φ4.0
Φ3.2
Φ2.5
标准依据GB/T8163-2008
项目焊缝编号焊工
钢印
号
裂
纹
气
孔
夹
渣
焊缝
宽窄
度
mm
咬边
深度
mm
咬边
长度
mm
错边
mm
表面凹陷弧
坑深度长度
(mm)
质量
评定
备注
B1 5214 无无无 1.0 0.3 5 0.3 ——合格B2 5214 无无无 1.5 0.2 4 0.4 ——合格B3 5214 无无无 2.0 0.2 5 0.2 ——合格B4 5214 无无无 1.5 0.3 4 0.3 ——合格B5 5214 无无无 1.5 0.2 4 0.3 ——合格B6 5214 无无无 2.0 0 3 0.4 ——合格B7 5214 无无无 1.5 0.2 4 0.3 ——合格B8 5214 无无无 2.0 0 3 0.4 ——合格B9 5214 无无无 1.0 0.3 5 0.3 ——合格C1 5214 无无无 1.5 0.2 4 -- ——合格C2 5214 无无无 2.0 0.2 5 -- ——合格C3 5214 无无无 1.5 0.2 4 -- ——合格C4 5214 无无无 1.5 0.2 4 -- ——合格C5 5214 无无无 2.0 0 3 -- ——合格C6 5214 无无无 1.0 0.3 5 -- ——合格D1 5214 无无无 1.5 0.2 4 - ——合格
建设单位代表签字:
年月日监理单位代表签字:
年月日
施工单位代表签字:
年月日。