五金类检验标准(中英文) (1)
- 格式:pdf
- 大小:187.45 KB
- 文档页数:7
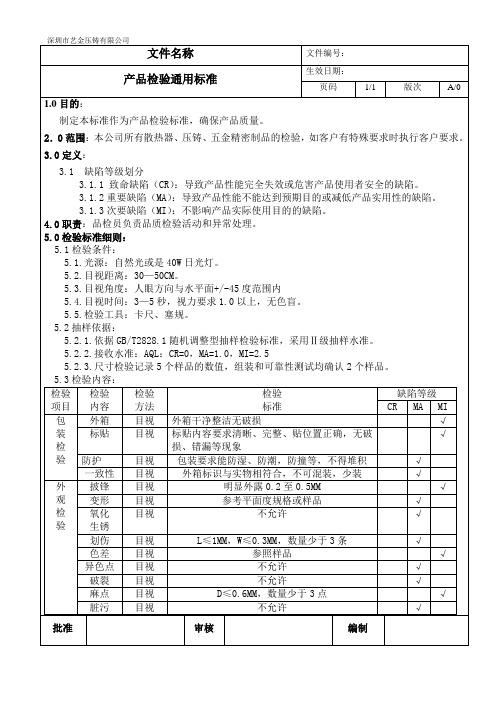
文件名称文件编号:产品检验通用标准生效日期:页码1/1 版次A/01.0目的:制定本标准作为产品检验标准,确保产品质量。
2.0范围:本公司所有散热器、压铸、五金精密制品的检验,如客户有特殊要求时执行客户要求。
3.0定义:3.1 缺陷等级划分3.1.1 致命缺陷(CR):导致产品性能完全失效或危害产品使用者安全的缺陷。
3.1.2重要缺陷(MA):导致产品性能不能达到预期目的或减低产品实用性的缺陷。
3.1.3次要缺陷(MI):不影响产品实际使用目的的缺陷。
4.0职责:品检员负责品质检验活动和异常处理。
5.0检验标准细则:5.1检验条件:5.1.光源:自然光或是40W日光灯。
5.2.目视距离:30—50CM。
5.3.目视角度:人眼方向与水平面+/-45度范围内5.4.目视时间:3—5秒,视力要求1.0以上,无色盲。
5.5.检验工具:卡尺、塞规。
5.2抽样依据:5.2.1.依据GB/T2828.1随机调整型抽样检验标准,采用Ⅱ级抽样水准。
5.2.2.接收水准:AQL:CR=0,MA=1.0,MI=2.55.2.3.尺寸检验记录5个样品的数值,组装和可靠性测试均确认2个样品。
5.3检验内容:检验项目检验内容检验方法检验标准缺陷等级CR MA MI包装检验外箱目视外箱干净整洁无破损√标贴目视标贴内容要求清晰、完整、贴位置正确,无破损、错漏等现象√防护目视包装要求能防湿、防潮,防撞等,不得堆积√一致性目视外箱标识与实物相符合,不可混装,少装√外观检验披锋目视明显外露0.2至0.5MM √变形目视参考平面度规格或样品√氧化生锈目视不允许√划伤目视L≤1MM,W≤0.3MM,数量少于3条√色差目视参照样品√异色点目视不允许√破裂目视不允许√麻点目视D≤0.6MM,数量少于3点√脏污目视不允许√批准审核编制文件名称文件编号:产品检验通用标准生效日期:页码1/1 版次A/0尺寸尺寸测量卡尺高度尺参考工程图纸公差尺寸要求√装配间隙塞规参考技术要求,间隙应≤1MM √断差塞规参考技术要求,断差应≤1MM √可靠性试验喷涂层百格测试百格刀3M胶纸用百格刀或刀片在样品表面划出100个面积为1平方毫米的小方格(到底材),用3M胶纸(型号600#)贴于表面并按紧,使胶带均匀沾于样品表面,然后提起胶带一边沿45度迅速拉起,要求无明显脱层现象。

五金件外观检验标准◆1、目的本标准为IQC对五金来料检验、测试提供作业方法指导。
2、适用范围本标准适用于所有须经IQC检验、测试五金来料的检验过程。
3、职责IQC检验员负责按照本标准对相关来料进行检验、测试。
4、工具卡尺(精度不低于0.2mm)。
5、外观缺陷检查条件5.1距离:肉眼与被测物距离30CM。
5.2时间:10秒钟内确认缺陷。
5.3角度:15-90度范围旋转。
5.4照明:600-800LUX之间(有客户要求按照客户要求执行)。
5.5视力:1.0以上(含矫正后)。
6、检验项目及要求6.1外壳a.所有外观面光滑过渡、无冲压不良。
b.外观面无划伤、拖花痕迹。
c.非喷涂面不能有喷涂印。
d.烤灯会面均匀完整、不粗糙、无暗纹,不能有局部堆积、少油、纤维丝。
烤漆是否牢固,硬度是否符合要求。
e.烤漆层色差光泽均匀、光亮。
测量下列尺寸,所有尺寸均须同图纸吻合或与样板一致。
a.外型轮廓。
b.定位孔位置。
c.特殊点位置及规格(如美观线)。
a.原材料是符合相关设计要求。
b.供应商应提供材质证明资料。
将零件与相应的组件试装应配合良好。
7、检验方法7.1外观使用目测法检查被检品的外观。
检测过程中,产品应被倾斜、摇动、移动,以使待测平面能获得不同的光线,而非在灯光下以常规方式检验。
当缺陷在某一特定的光线下被观察到时,应翻转产品至少5度,以确保能在此时的下能观察到该缺陷。
缺陷至少能在两种光线下能被检查得到。
7.2尺寸使用卡尺测量被检品的尺寸。
8、塑壳表面分类I级面:正面及上表面;II级面:侧面及背面;III级面:底部(不作特殊要求)。
9、等级分类A级:面对公司重要客户;B级:面对公司主要客户;C级:面对公司一般客户;D级:面对公司次要客户。
10、质量评定10.1检验办法五金来料按GB/T2828-87正常检查一次抽样方案I或II级检查水平进行抽样检查。
注:有客户要求按照客户要求执行。
10.2缺陷分类A级来料参照附件一执行;B级来料参照附件二执行;C级来料参照附件三执行;D级来料参照附件四执行。

五金检验标准
一.电器类
1.外观要求:不能有损坏或变形状况.
2.试装、测试通电后功能是否正常.
二.门铰类
1.检验门铰收缩性能是否良好
2.外表不能氧化,损坏变形.
三.金属管状类
1.尺寸规格是否符合要求.
2.无生锈损坏或变形状况.
四.路轨类
1.测试其滑动性能是否良好.
2.尺寸规格需符合要求.
3.外表无生锈、破损情况.
五.抽手类.
1.外表面平滑无变形缺损.
2.抽手内螺丝需完整.
六.饰物类.
1.外表面需光滑,且无大面积痕迹和异色状况.
2.尺寸规格需符合要求.
七.螺丝类.
1.尺寸规格需符合要求.
2.无氧化生锈状况.
3.螺纹要完整.
注意:(1).以上五金验收需对照五金样板.
(2).五金数量在100粒以内抽检20%,在100~1000之间抽检30粒,在1000以上抽检50粒;抽检合格的,认定整批合格;若其中一批,抽检数在10%以上不合格,则需再抽查同样数量的另一批,若再发现不合格超过10%,即全部退货;若抽检数在10%以内不合格可交QC负责人,另行决定是否使用;(公差范围,全部±0.5mm)。
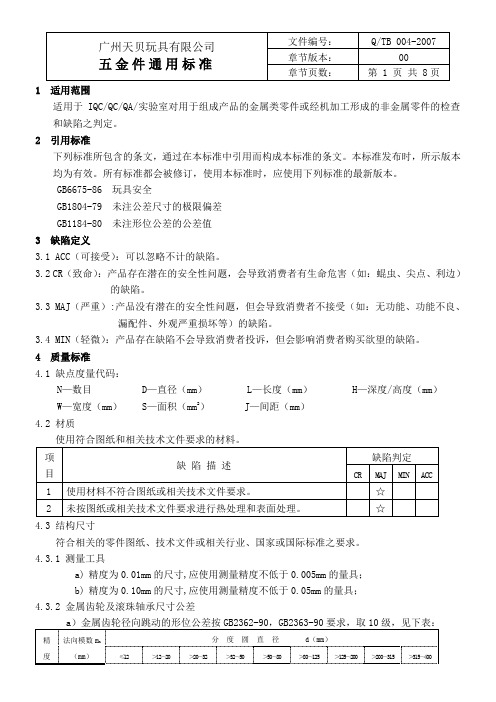
1适用范围适用于IQC/QC/QA/实验室对用于组成产品的金属类零件或经机加工形成的非金属零件的检查和缺陷之判定。
2引用标准下列标准所包含的条文,通过在本标准中引用而构成本标准的条文。
本标准发布时,所示版本均为有效。
所有标准都会被修订,使用本标准时,应使用下列标准的最新版本。
GB6675-86 玩具安全GB1804-79 未注公差尺寸的极限偏差GB1184-80 未注形位公差的公差值3缺陷定义3.1 ACC(可接受):可以忽略不计的缺陷。
3.2 CR(致命):产品存在潜在的安全性问题,会导致消费者有生命危害(如:蜫虫、尖点、利边)的缺陷。
3.3 MAJ(严重):产品没有潜在的安全性问题,但会导致消费者不接受(如:无功能、功能不良、漏配件、外观严重损坏等)的缺陷。
3.4 MIN(轻微):产品存在缺陷不会导致消费者投诉,但会影响消费者购买欲望的缺陷。
4质量标准4.1 缺点度量代码:N—数目 D—直径(mm) L—长度(mm) H—深度/高度(mm)W—宽度(mm) S—面积(mm2) J—间距(mm)4.2 材质4.3 结构尺寸符合相关的零件图纸、技术文件或相关行业、国家或国际标准之要求。
4.3.1 测量工具a)精度为0.01mm的尺寸,应使用测量精度不低于0.005mm的量具;b)精度为0.10mm的尺寸,应使用测量精度不低于0.05mm的量具;4.3.2 金属齿轮及滚珠轴承尺寸公差b)滚珠轴承尺寸公差见附录1。
(有图纸的按图纸要求)4.3.3 冲压件未注公差尺寸的极限偏差按国家标准GB1804-79中的规定:4.3.4 冲压件未注形位公差的规定:a)对于标有E的平行要素,其平行度应遵守包容原则的规定。
b)对于没有标E的平行要素,由平面度或直线度的未注公差值和平行要素间的尺寸公差分别控制。
4.3.5 轴类零件a)轴外径取h12;b)长度取JS14。
a)未注直线度公差,未注同轴度公差的C级确定。
b)未注圆度公差应小于尺寸公差。

五金来料产品质量检验标准
1、检验目的:为公司来料五金件质量提供检验标准,做到五金件检验有标准
有依据,保证产品质量满足客户要求。
2、适用范围:我司所采购五金件的质量检验依据和判定标准均适用。
(客户有
特殊要求时以客户要求为准)
3、产品检验类别
4、产品检验过程中主要通过以下几个方面来判断:
1 / 2
质检人员严格按照以上检验标准检验作业,标识隔离不良品,并如实记录于相关检验报表,发现问题及时通知相关人员,出现重大质量问题必须及时上报,必要时发行书面
编制\日期:审核\日期:批准\日期:
2 / 2。
五金质量检验标准在制造业中,五金制品的质量检验标准是确保生产出优质产品的重要环节。
五金制品的质量不仅影响到产品的使用寿命和性能,还关系到用户的安全和满意度。
因此,制定一套科学、合理的五金质量检验标准至关重要。
一、材料检验1、五金制品的材料应符合相关国家和行业标准,如不锈钢、铝合金等。
检验人员应检查材料的质量证书、材质证明等文件,确保材料来源合法、质量合格。
2、材料表面应无裂纹、气泡、起皮等缺陷,色泽均匀,无明显划痕和压痕。
3、材料厚度应符合设计要求,厚薄均匀,不能有明显的薄厚不均现象。
二、尺寸检验1、五金制品的尺寸应符合设计图纸的要求,误差应在允许范围内。
检验人员应使用测量工具对制品的尺寸进行精确测量。
2、制品的各部分尺寸应符合相关标准和行业规范,如螺丝孔的大小和深度、铆钉的直径和长度等。
三、表面处理检验1、五金制品的表面处理应均匀、光滑,不能有明显的色差、气泡、划痕等缺陷。
2、电镀、喷涂等表面处理应符合相关工艺要求,如膜厚、附着力等。
四、力学性能检验1、五金制品的力学性能应符合相关国家和行业标准,如拉伸强度、屈服强度、硬度等。
检验人员应按照标准规定的试验方法进行检测。
2、对于需要进行疲劳试验的制品,应按照规定进行疲劳试验,以确定其使用寿命。
五、安全性能检验1、五金制品的安全性能应符合相关国家和行业标准,如防火性能、防腐蚀性能等。
检验人员应按照标准规定的试验方法进行检测。
2、对于涉及到使用者安全的制品,如门窗五金件、卫浴五金件等,应进行安全性评估,确保不会对使用者造成伤害。
六、环境适应性检验1、五金制品的环境适应性应符合相关国家和行业标准,如耐候性、耐腐蚀性等。
检验人员应按照标准规定的试验方法进行检测。
2、对于在特殊环境下使用的制品,如高温环境、低温环境、强腐蚀环境等,应进行环境适应性评估,确保制品能够在相应环境下正常工作。
五金质量检验标准涵盖了材料、尺寸、表面处理、力学性能、安全性能和环境适应性等多个方面。
家具五⾦配件质量检验标准H o u s e w e l l五⾦产品质量检验标准1 检验⽬的为公司五⾦制品在⽣产过程中的质量检验提供标准,为五⾦产品的质量状况提供⽣产和检验依据,做到⼯作有标准有依据,保证产品质量满⾜客户要求。
2 适⽤范围:我司所采购的五⾦产品的质量检验依据和判定标准均适⽤。
(客户有特殊要求时则以客户要求为准)3 产品检验类别不合格现象根据缺陷程度分为 A、B、C 三类:产品的检验⽅式分为感官检查、器具检查和测试性检查三类,我司产品试验性检查为盐雾测试、吊重测试、环境有害物质测试、等检验项⽬,除此之外的检验项⽬则属于感官检查和器具检查。
抽样标准:严格按照客户AQL 标准进⾏抽检4 我司产品的检验过程中主要通过⼀下⼏个⽅⾯来判断:外观、结构、装配、测试、包装1 外观:主要通过⽬测来判定成品是不是有以上所提到的21点瑕疵。
当产品⽬测出现以上所提到的缺陷时,如果这些缺陷能通过后⼯序正常加⼯消除掉时,则可判为合格品。
在抽检过程中如果发现⼯⼚产品有类似这些表⾯的缺陷,⼀定要挑出来安排⼯⼚进⾏产品的⼆次加⼯。
2 产品结构抽检过程中对于涉及到的产品的尺⼨等⽅⾯都必须在允许的范围之内。
检查类别产品类别检验细则和判定标准不合格分类检测⽅法检测⼯具结构产品外部长度长(L)、宽(B)、⾼(H)等外部轮廓尺⼨公差±0.5 mmB测量卡尺孔距螺丝孔与螺丝孔直接的中⼼点的距离,公差±0.25 mmB测量孔深产品厚度—孔深必须≥2mm,(产品厚度必须≥孔深尺⼨的 2mm,特殊双孔产品厚度必须≥孔深尺⼨的 1.5mm)A测量⽛深孔深,⽛深必须≥1mm(⽛深必须⼩于孔深A测1mm )根据客户要求选⽤不同的⽛制量孔径螺丝孔的直径公差为±0.1 mm A 测量3 装配检验类别产品类别判定标准不合格分类检测⽅法检测⼯具装配压铸初胚与配套的产品进⾏试组装,是否有装不进、装配脱落、错位、卡死、装配变形等缺陷A组装螺丝⼑功⽛,震磨,抛光,电镀,喷油与配套的产品进⾏组装,与相应的⽛规进⾏试配装,是否有滑⽛、缺⽛、装不进、装配脱落、错位等缺陷A组装螺丝⼑主要包括产品的吊重测试,扭⼒测试,盐雾测试,附着⼒测试和摔箱测试,其中涉及到的检测⼯具包括吊重机,盐雾测试机,⼑具。
Dongguan EN kang metal products co., LTD
质量管理系统程序
QUALITY SYSTEM PROCEDURE
主题:五金类检验标准Theme: hardware testing standard
检验标准Inspection 1. 依GB/2828.1-2003正常检验方式,一般检验水平
In accordance with the GB / 2828.1 normal inspection way, general insp level II grade
2. AQL水准:严重缺点(CRI)0,主要缺点(MAJ)1.5,次
standard(MIN)2.5。
2. The AQL level: se
shortcomings (CRI) 0, main faults
1.5, secondary faults (MIN)
2.5. Issue
检验类
别Check the category 检验设备
及条件
Test
equipment
and
conditions
检验项目
Inspection
items
判 定 标
准To set th
standards
1.外观
Appearance of
1.目
视
样品
外观标准菲林visual The sample The appearance standard film 1、材质、颜色
2、外观1,
material and
color
2,
appearance
1、目视来料应无
渍、铁屑、毛
刺、氧化、明
生锈、多孔、
孔、变形、弯
曲。
appearan
material
should be
stains, i
filings, b
oxidation,
rust, poro
little ho
deformatio
bending.
Bring abo
2、目视来料材质
必须与样品一
合规格书要求visual inco material, t color mus consisten the sampl conform to requireme of the specificati Bring abo 3、对外
件外观进
严格控制
不可以有
10CM明显
痕、刮花
金属底材
象,并不
超出5处and extern leakage to strictly con the appear can not hav
CM cl scratches, metal subs leakage fro scratching shall not exceed 5. Bring abou
件外观不应有长10MM的明显划伤刮花,不应有直大于2MM的撞痕明显的变形。
visual
material leakage appearanc should not longer th 10 mm o obvious scratches, scratches, there sho be no grea than 2 m
diam percussion mark a obvious deformatio Bring abou
2.尺寸Size .塞规
卡尺
样品
图纸
Plug
gauge
caliper
The sample
drawings 1、尺寸
2、螺纹孔
和螺栓1,
size
2, threaded
holes and
bolt
应符合图纸、样
求,带有“
作为重点控制。
纹、螺栓尺寸测
螺纹和螺栓标准
行检验。
measuring t
incoming th
holes and b
size should
the requirem
of the drawi
samples, wi
"Ⓘ dimensi
control as th
key." 2, scre
bolt size
measureme
accordance
the thread a
standard te
specification
Bring about
4.包装Packing
目视visual 1、包装防
护Protective packaging
1、
2、
2、包装数量Number of packages
3、包装时,未按量而少装。
packaging, n
according to labeled amo less loading. about
3、包装标示The packing mark
4、目视包装标示
名称、型号、
批号、厂家及
期”是否正确
与清晰、应与
致,五金应无
混料现象。
visual labe
"material
name, bat
number,
manufactu
model, co
and date"
corr
complete
clear, and
shall conf
to the phy
and hardw
should be
wrong, mi
phenomen
说明:
1、规格书另有要求的依规格要求判定。
1, the specifications and requirements in accordance
specifications.
制作making: 审核audit: 核准Approved
by the:。