53极坐标图
- 格式:ppt
- 大小:1.05 MB
- 文档页数:21
车削中心编程与操作1.项目目标:1.1 能制定典型车削中心加工零件的加工工艺。
1.2 能编制车削中心数控加工程序。
2.项目内容:2.1典型车铣复合加工的编制方法;2.2程序输入与零件加工。
3.项目要求:3.1能进行零件的程序编制;3.2能操作DT310车削中心。
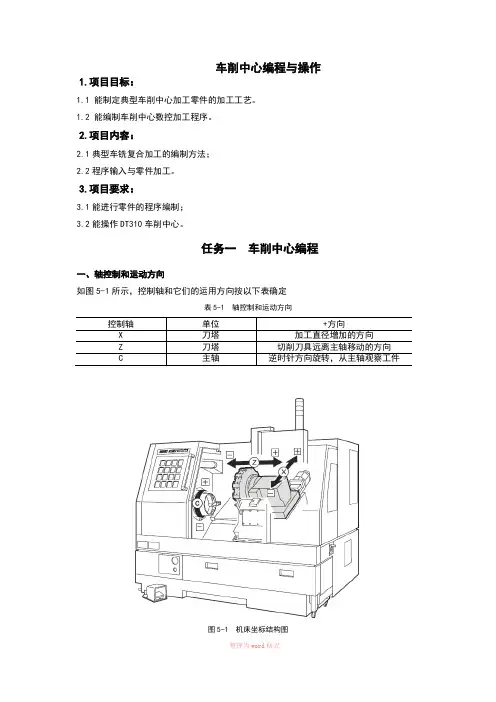
任务一车削中心编程一、轴控制和运动方向如图5-1所示,控制轴和它们的运用方向按以下表确定表5-1 轴控制和运动方向控制轴单位+方向X刀塔加工直径增加的方向Z刀塔切削刀具远离主轴移动的方向C主轴逆时针方向旋转,从主轴观察工件图5-1 机床坐标结构图二、G功能1.G00——快速定位2.G01——直线插补3.G02/G03——圆弧插补4.G04——延时5.G07.1(G107)——圆柱插补使用圆柱插补功能,通过将圆柱圆周展开成平面,圆柱圆周上的开槽编程可假定在一个平面上进行。
即圆柱插补功能允许将圆柱圆周上的轮廓编程为平面上的轮廓。
(1)指令格式G19 W0 H0(指定加工用的ZC平面)G07.1 (G107)C (调用圆柱插补模式,指定凹槽底部工件的半径)…G07.1(G107) C0(取消)说明:1)在圆柱插补模式中,不能使用I 和K 定义圆弧。
必须使用R 指定圆弧半径。
R 指令的单位为“mm”。
如G02 Z_ C_ R4.0; (半径为4 mm)2)在圆柱插补模式中,不能指定孔加工封闭循环(G83 - G85、G87 -G89)。
3)若在圆柱插补模式中指定圆弧插补或刀具半径偏移,则需指定加工用的ZC 平面。
4)若要在圆柱插补模式中执行刀具半径偏移功能,则在调用圆柱插补模式前取消刀具半径偏移功能,且在调用圆柱插补模式后指定刀具半径偏移功能。
5)在圆柱插补模式中,不能以快速进给速度执行定位。
若要以快速进给速度执行定位,必须取消圆柱插补模式。
6)在圆柱插补模式中不能指定工件坐标系(G50、G54 - G59)、本地坐标系(G52)和机床坐标系(G53)。