渗碳钢的渗碳淬火指定标准hes
- 格式:doc
- 大小:53.00 KB
- 文档页数:3


9310钢可控渗碳工艺参数研究摘要:本文利用可空气氛渗碳炉对9310钢在不同技术要求下进行渗碳处理,通过分析渗碳后的金相组织,渗碳温度和渗碳时间对深层深度的影响,碳势对剥层碳浓度的影响以及残余奥氏体含量与冰冷处理的关系,最终确定了9310渗碳钢热处理渗碳淬火的最佳工艺参数。
实验结果表明:9310钢随着渗碳时间的延长,渗层深度逐渐增加,渗碳初期至6小时内时间段较显著;随着时间延长,渗层深度增加的幅度减缓得到了渗碳时间与渗层深度的关系;炉内碳势值控制在1.0%C左右时,既可以保证渗碳层中合适的碳浓度梯度分布又会使表面碳浓度不超标;9310钢渗碳淬火后及时,长时间(至少4小时)的深冷处理才可以使残余奥氏体的含量达到标准(小于10%)。
关键字:9310钢;渗碳第1章前言9310钢材料属于低合金高强度渗碳钢,是当前国外各主流机种普遍采用的渗碳钢,它具有渗碳温度高(927℃),渗碳层淬硬性好,淬火后表面硬度高的特点。
这种材料与常规渗碳材料有所不同,同时重新定义有效渗层深度(即HRC50深度)和HRC60硬度的深度,存在较多复杂的工艺难点。
一是要求零件渗碳淬火后HRC60深度至少占有效渗层深度的45%,且渗层中的碳浓度梯度不大于0.9%,残余奥氏体含量不大于10%,这些技术要求是以前其它产品所没有的[1-3]。
通过查阅和参考大量的有关理论和实际资料,逐步摸索渗碳工艺参数。
利用新引进的双室加热渗碳炉,共进行近三十炉次的工艺试验,获得大量的试验数据,最终建立该材料模拟渗碳工艺方案,确定了不同深度要求的工艺参数。
目前零件已经小批生产,各项指标都可以满足技术要求。
该攻关的完成,攻克了该材料热处理的多项工艺难点。
第2章试验材料试验所用材料为9310钢,化学成分见表2-1。
标准试样尺寸为Φ23×30,剥层试样尺寸为Φ23×100。
除此之外,为保证试样与实际零件形状相似,还采用轮齿试样。
试样经整体镀铜后,调质工序采用RJX型炉807±6℃,保温30~35分,油冷;随后,RJX型炉500±10℃,保温2~2.5小时,硬度HRC28~32,金相组织为低碳回火马氏体+少量铁素体。

渗碳淬火工艺1、钢的淬火钢的淬火与回火是热处理工艺中最重要,也是用途最广泛的工序。
淬火可以显著提高钢的强度和硬度。
为了消除淬火钢的残余应力,得到不同强度,硬度和韧性配合的性能,需要配以不同温度的回火。
所以淬火和回火又是不可分割的、紧密衔接在一起的两种热处理工艺。
淬火、回火作为各种机器零件及工、模具的最终热处理是赋予钢件最终性能的关键工序,也是钢件热处理强化的重要手段之一。
1.1 淬火的定义和目的把钢加热到奥氏体化温度,保温一定时间,然后以大于临界冷却速度进行冷却,这种热处理操作称为淬火。
钢件淬火后获得马氏体或下贝氏体组织。
图4为渗碳齿轮20CrNi2Mo材料淬火、回火工艺。
度200℃8 空冷时间h图4 渗碳齿轮20CrNi2Mo材料淬火、回火工艺淬火的目的一般有:1.1.1 提高工具、渗碳工件和其他高强度耐磨机器零件等的强度、硬度和耐磨性。
例如高速工具钢通过淬火回火后,硬度可达63HRC,且具有良好的红硬性。
渗碳工件通过淬火回火后,硬度可达58~63HRC。
1.1.2 结构钢通过淬火和高温回火(又称调质)之后获得良好综合力学性能。
例如汽车半轴经淬火和高温回火(280~320HB)及外圆中频淬火后,不仅提高了花键耐磨性,而且使汽车半轴承受扭转、弯曲和冲击载荷能力(尤其是疲劳强度和韧性)大为提高。
淬火时,最常用的冷却介质是水、盐水、碱水和油等。
通常碳素钢用水冷却,水价廉易得,合金钢用油来冷却,但对要求高硬度的轧辊采用盐水或碱水冷却,辊面经淬火后硬度高而均匀,但对操作要求非常严格,否则容易产生开裂。
1.2 钢的淬透性2.2.1 淬透性的基本概念所谓钢材的淬透性是指钢在淬火时获得淬硬层深度大小的能力(即钢材淬透能力),其大小用钢在一定条件下(顶端淬火法)淬火获得的有效淬硬层深度来表示,淬透性是每种钢材所固有的属性,淬硬层愈深,就表明钢的淬透性愈好,例如45、40Cr 、42CrMo钢三种试样,按相同条件淬火后(油冷却),经检测45钢能被淬透的最大直径(称临界直径)φ10mm;40Cr钢能被淬透的最大直径φ22mm;42CrMo钢能被淬透的最大直径φ40mm。
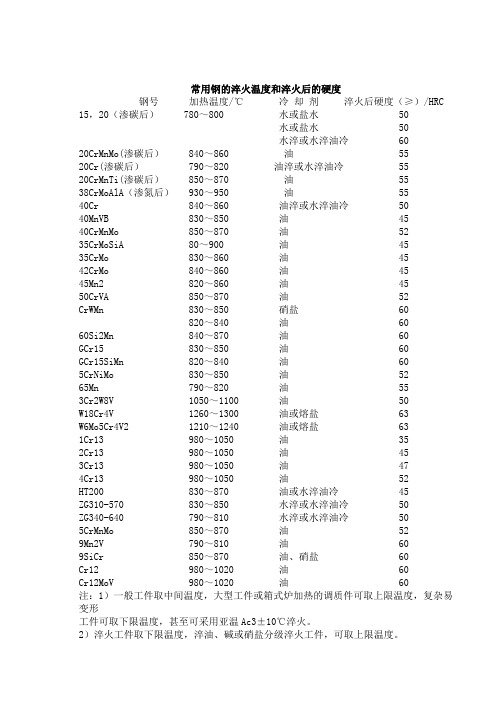
常用钢的淬火温度和淬火后的硬度钢号加热温度/℃冷却剂淬火后硬度(≥)/HRC 15,20(渗碳后) 780~800 水或盐水 50水或盐水 50水淬或水淬油冷 6020CrMnMo(渗碳后) 840~860 油 5520Cr(渗碳后) 790~820 油淬或水淬油冷 5520CrMnTi(渗碳后) 850~870 油 5538CrMoAlA(渗氮后) 930~950 油 5540Cr 840~860 油淬或水淬油冷 5040MnVB 830~850 油 4540CrMnMo 850~870 油 5235CrMoSiA 80~900 油 4535CrMo 830~860 油 4542CrMo 840~860 油 4545Mn2 820~860 油 4550CrVA 850~870 油 52CrWMn 830~850 硝盐 60820~840 油 6060Si2Mn 840~870 油 60GCr15 830~850 油 60GCr15SiMn 820~840 油 605CrNiMo 830~850 油 5265Mn 790~820 油 553Cr2W8V 1050~1100 油 50W18Cr4V 1260~1300 油或熔盐 63W6Mo5Cr4V2 1210~1240 油或熔盐 631Cr13 980~1050 油 352Cr13 980~1050 油 453Cr13 980~1050 油 474Cr13 980~1050 油 52HT200 830~870 油或水淬油冷 45ZG310-570 830~850 水淬或水淬油冷 50ZG340-640 790~810 水淬或水淬油冷 505CrMnMo 850~870 油 529Mn2V 790~810 油 609SiCr 850~870 油、硝盐 60Cr12 980~1020 油 60Cr12MoV 980~1020 油 60注:1)一般工件取中间温度,大型工件或箱式炉加热的调质件可取上限温度,复杂易变形工件可取下限温度,甚至可采用亚温Ac3±10℃淬火。

热处理渗碳标准全文共四篇示例,供读者参考第一篇示例:热处理渗碳是一种通过对金属材料进行高温处理,使得碳元素渗入金属表面从而提高其硬度和强度的工艺方法。
这种工艺在金属加工和制造行业中被广泛应用,特别是在生产汽车零部件、机械零件等领域。
为了确保热处理渗碳的效果和质量,制定了一系列的标准,下面将详细介绍关于热处理渗碳的标准。
热处理渗碳的标准主要包括工艺标准、设备标准和质量标准。
工艺标准是指在进行热处理渗碳时的操作规程、温度控制、保护气氛、处理时间等方面的规定。
设备标准是指用于进行热处理渗碳的设备的技术要求、安全要求、操作规范等方面的规定。
质量标准是指热处理渗碳后金属材料硬度、强度、表面质量等方面的检测和评定标准。
在热处理渗碳的工艺标准中,通常会规定好处理的温度范围、保护气氛的要求、处理时间、冷却方式等。
温度是影响热处理渗碳效果的重要因素,一般来说,温度越高,渗碳的速度越快,但是如果温度过高会导致金属材料的变形、变质等问题。
在进行热处理渗碳时,必须按照工艺标准规定的温度进行处理,以确保产品的质量和性能。
保护气氛也是影响热处理渗碳效果的重要因素之一。
在热处理过程中,金属材料暴露在空气中容易被氧化,影响渗碳的效果。
在进行热处理渗碳时,通常会使用一定的保护气氛,如氮气、氢气等,以减少氧气的接触,保证金属材料的表面光洁度和渗碳效果。
处理时间和冷却方式也是影响热处理渗碳效果的重要因素。
处理时间不仅与温度、保护气氛等因素相关,还与金属材料的厚度、形状等因素有关。
通常情况下,处理时间越长,渗碳的深度和均匀度越好。
而冷却方式则影响着金属材料的组织结构和性能,一般来说,快速冷却可以获得更细小的晶粒和更高的硬度,但也容易导致金属材料的应力增大和变形。
在热处理渗碳的设备标准中,主要包括炉子、加热元件、控制系统、保护气氛系统等方面的技术要求和操作规范。
炉子是进行热处理渗碳的主要设备,通常会根据工件的尺寸、数量、形状等因素选用不同规格和类型的炉子。

调质渗碳淬火以及常用钢材淬火回火温度与硬度以及调质渗碳淬火什么是调质?什么是渗碳?什么是淬火?调质:淬火加高温回火(500--650摄氏度),调质后的组织为回火索氏体其综合性能好.市场上卖的调质钢材料即为在出厂时淬火加高温回火过了,选购此材料后不需要再做什么处理就可以满足一般的机加工要求。
渗碳:是对金属表面处理的一种,采用渗碳的多为低碳钢或低合金钢,具体方法是将工件置入具有活性渗碳介质中,加热到900--950摄氏度的单相奥氏体区,保温足够时间后,使渗碳介质中分解出的活性碳原子渗入钢件表层,从而获得表层高碳,心部仍保持原有成分. 相似的还有低温渗氮处理。
淬火,首先在此解释一下书本上所称的淬火(cui 四声)在现实中,工厂师傅并不那么叫,他们称呼为zhanhuo.淬火为机械加工热处理中四把火中的一种,主要是为了提高工件的硬度。
方法是将钢件加热到相变线(Ac1或Ac3)以上某一温度,保温足够长时间获得奥氏体,然后以大于马氏体的临界冷却速度冷却,获得马氏体(或下贝氏体)组织.渗碳淬火和调质的区别渗碳是一种使碳原子渗入工件表面的过程,所以它是改变了表面的成分从而达到使表面具有更高的硬度和耐磨性。
淬火是家工件加热到一定温度后,在用一定的介质冷却的方法来改变工件内部组织成分的方法。
调质是淬火加回火的总称,因为淬火之后的工件中还有过饱和的马氏体和残余奥氏体,会产生不稳定,需要通过回火来改善。
什么是调质?什么是渗碳?什么是淬火?调质:淬火加高温回火(500--650摄氏度),调质后的组织为回火索氏体其综合性能好.市场上卖的调质钢材料即为在出厂时淬火加高温回火过了,选购此材料后不需要再做什么处理就可以满足一般的机加工要求。
渗碳:是对金属表面处理的一种,采用渗碳的多为低碳钢或低合金钢,具体方法是将工件置入具有活性渗碳介质中,加热到900--950摄氏度的单相奥氏体区,保温足够时间后,使渗碳介质中分解出的活性碳原子渗入钢件表层,从而获得表层高碳,心部仍保持原有成分. 相似的还有低温渗氮处理。
18CrNiMo7-6渗碳钢不同预备热处理的组织与性能陈丽娟;张忠和;高志强;赵永生;陈广慧;刘业超【摘要】研究了18CrNiMo7-6钢经“正火+调质”、“正火+回火”两种不同工艺预备热处理的金相组织、抗畸变和力学性能.结果表明:“正火+调质”的试样,抗畸变性能、综合力学性能优于“正火+回火”的;经“正火+调质”的试样,边缘的金相组织比心部的更均匀细小;调质热处理的金相组织更加均匀、贝氏体更少.因此,18CrNiMo7-6渗碳淬火钢,预备热处理采用“正火+调质”的组织和性能优于“正火+回火”的,对于高参数齿轮更加适用.【期刊名称】《热处理技术与装备》【年(卷),期】2018(039)002【总页数】4页(P37-40)【关键词】预备热处理;18CrNiMo7-6钢;金相组织;力学性能;抗畸变性能【作者】陈丽娟;张忠和;高志强;赵永生;陈广慧;刘业超【作者单位】沈阳鼓风机集团股份有限公司,辽宁沈阳 110869;沈阳鼓风机集团股份有限公司,辽宁沈阳 110869;沈阳鼓风机集团股份有限公司,辽宁沈阳 110869;上海众深科技股份有限公司,上海 200072;沈阳航天新光集团有限公司,辽宁沈阳110861;沈阳鼓风机集团股份有限公司,辽宁沈阳 110869【正文语种】中文【中图分类】TG156.8;TG115.5;TG115.21齿轮表面强化最主要的手段之一就是渗碳淬火工艺,其应用相当广泛,主导了硬齿面齿轮的表面强化技术。
淬火前的预备热处理过去没有引起人们的注意,随渗碳淬火技术的发展,人们逐渐认识到了预备热处理的重要性,对预备热处理工艺越来越重视。
为了研究预备热处理对畸变、对渗碳后渗层质量的影响,我们以18CrNiMo7-6渗碳淬火钢为试验材料,就正火+调质、正火+回火两种不同的预备热处理方法的组织和性能进行了试验和研究,本文就是试验和研究的总结。
1 试验材料及试验方法1.1 试验材料试验材料为18CrNiMo7-6渗碳淬火钢,冶炼方法为电炉冶炼+炉外精炼,化学成分列于表1,完全符合欧洲标准“EN10084—2008 渗碳钢交货技术条件”的要求,毛坯采用自由锻造成型,机械加工后经超声波探伤检验合格。
渗碳钢20Cr钢淬火与热加工的影响20Cr钢渗碳钢低温冲击韧性良好,回火脆性不明显。
渗碳时钢的晶粒有长大倾向,所以要求二次淬火,以提高心部韧性,不宜降温淬火。
当正火后硬度为170~217HB时,相对切削加工性约为65%,焊接性中等,焊前应预热到100~150℃,冷变形时塑性中等。
该钢具有较好的淬透性、中等的强度和韧性,油淬到半马氏体硬度的淬透性为φ20~φ23mm。
该钢经渗碳淬火表面强化处理后,在模具表面会获得细针状回火马氏体,硬度为58~62HRC;心部获得低碳马氏体组织,硬度35~40HRC,基体强韧性高,可满足冷作模具高硬度、高强度、高韧性和适当的耐腐蚀性的使用性能要求,正火可促进组织球化,细化大块状先共析铁素体,改进毛坯的切削性能。
对于使用寿命要求不很高的模具,也可以直接进行调质处理,国内也有不少应用低碳马氏体钢强烈淬火制造冷作模具的实例。
该钢模具零件工艺路线为下料→锻造模坯→退火→机械粗加工→冷挤压成型→再结晶退火→机械精加工→渗碳→淬火、回火→研磨抛光→装配。
供货状态及硬度退火态,硬度≤179HBS。
化学成分(质量分数,%)C 0.17~0.24、Si 0.17~0.37、Mn 0.50~0.80、Cr 0.80~1.10、Ni≤0.30。
参考对应钢号日本JIS标准钢号SCr22、美国AISI/ASTM标准钢号5120、德国DIN标准钢号20Cr4、英国BS标准钢号590M17、法国NF标准钢号18C3、我国GB标准钢号20Cr、国际标准化组织ISO标准钢号20Cr4。
相变点温度(近似值)A c1=765℃,A c3=863℃,A r3=799℃,A r1=702℃。
热加工规范加热温度1220℃,开始温度1200℃,终止温度≥800℃,堆冷。
冷压毛坯软化处理规范(700~720)℃×(8~15)h保温,再以50~100℃/h的冷速,降温到温度≤550~600℃,出炉空冷,处理前硬度≤179HBS,软化后硬度≤140HBS。
钢的渗碳---就是将低碳钢在具有丰富碳的介质中加热到高温(一般为900--950C),使活性碳原子渗入钢的表面,以获得高碳的渗层组织。
随后经淬火和低温回火,使表面具有高的硬度、耐磨性及疲劳抗力,而心部仍保持足够的强度和韧性。
渗碳钢的化学成分特点 :(1)渗碳钢的含碳量一般都在0.15--0.25%范围内,对于重载的渗碳体,可以提高到0.25--0.30%,以使心部在淬火及低温回火后仍具有足够的塑性和韧性。
但含碳量不能太低,否则就不能保证一定的强度。
(2)合金元素在渗碳钢中的作用是提高淬透性,细化晶粒,强化固溶体,影响渗层中的含碳量、渗层厚度及组织。
在渗碳钢中通常加入的合金元素有锰、铬、镍、钼、钨、钒、硼等。
常用渗碳钢可以分碳素渗碳钢和合金渗碳钢两大类。
(1)碳素渗碳钢中,用得最多的是15和20钢,它们经渗碳和热处理后表面硬度可达56--62HRC。
但由于淬透性较低,只适用于心部强度要求不高、受力小、承受磨损的小型零件,如轴套、链条等。
(2)低合金渗碳钢如20Cr、20Cr2MnVB、20Mn2TiB等,其渗透性和心部强度均较碳素渗碳钢高,可用于制造一般机械中的较为重要的渗碳件,如汽车、拖拉机中的齿轮、活塞销等。
(3)中合金渗碳钢如20Cr2Ni4、18Cr2N4W、15Si3MoWV等,由于具有很高的淬透性和较高的强度及韧性,主要用以制造截面较大、承载较重、受力复杂的零件,如航空发动机的齿轮、轴等。
固体渗碳;液体渗碳;气体渗碳---渗碳温度为900--950C,表面层w(碳)为0.8--1.2%,层深为0.5--2.0mm。
渗碳后的热处理---渗碳工件实际上应看作是由一种表面与中心含量相差悬殊码复合材料。
渗碳只能改变工件表面的含碳量,而其表面以及心部的最终强化则必须经过适当的热处理才能实现。
渗碳后的工件均需进行淬火和低温回火。
淬火的目的是使在表面形成高碳马氏体或高碳马氏体和细粒状碳化物组织。
低温回火温度为150--200C 。
钢的渗碳和碳氮共渗.淬火.回火工艺1.主题内容和适用范围本工艺规则了渗碳钢的气体渗碳氮共渗淬火回火处理的工序准备.工艺规范.操作规程.质量检验和安全环保等方面要求;2.引用标准JB3999—85钢的渗碳和碳氮共渗淬火回火处理GB85839—87齿轮材料及热处理质量检验一般规则ZBJ17022—88齿轮碳氮共渗工艺及质量控制ZBT04001—88汽车渗碳齿轮金相检验JB/ZQ4038—88重载齿轮渗碳质量检验GB9450—88钢件渗碳淬火有效硬化层深度的测定和校核GB15735—1995金属热处理生产过程安全卫生要求3.工艺准备3.1工件准备3.1.1对照图纸了解被处理工件的材料牌号(或化学成份),予处理情况和质量要求,磨削留量,必要时检查齿轮(轴齿轮)的加工精度;3.1.2工件表面不得有氧化皮.碰伤和裂纹,用清洗剂洗净油污后烘干;3.1.3工件表面不需要渗碳或碳氮共渗的部位,又无留余量,没安排剥碳层的加工工序,就要用防渗涂料保护,防渗涂料的厚度应大于0.3mm,涂层应致密,防渗涂料应符合ZB451—014的规则;3.2工装准备3.3开炉准备选用的工装应具有足够的热处理强度和刚度;3.3.1检查热处理设备的机械和电气部分是否正常,炉子是否漏气;检查炉子需润滑油的部位,使其不断润滑;3.3.2检查测温仪表,热电隅是否正常,要定期进行校验;3.3.3定期清理气体渗碳炉炉罐中的碳黑和灰烬;3.4工件的表卡和试样3.4.1根据工件的形状和要求,选用适当的吊具和夹具;3.4.2工件间要有5~10mm的间隙;3.4.3应随炉放臵与装炉工件材质和予处理相同和符合GB8539—87“齿轮材料及热处理质量检验的一般规则”规则的样式,并放臵在有代表性的位臵,以备炉前操作抽样检查;4.渗碳和碳氮共渗淬火回火处理的工艺规范和操作规程4.1渗碳.碳氮共渗处理4.1.1装炉4.1.1.1工件装炉前应把炉温升到渗碳或共渗温度,连续生产时可干上一炉出炉后立即装炉;4.1.1.2工件应装在炉子的有效加热区内,加热区的炉温不得超过±15℃;4.1.1.3每炉装载量不大于设备的装载量;4.1.2气体渗碳工艺规范和操作规程4.1.2.1气体渗碳工艺规范参照图1,低碳合金渗碳钢的渗碳温度取上限;4.1.2.2排气期排气期的渗剂滴入量,参照表1,炉子到温后的排气时间的长短取决于排气程度,应取气进行分析,当CO2和O2的含量低于0.5%时,即可关闭试样孔,转入强渗期;无气体分析仪时,可观察废气火苗的颜色和状态,当火苗呈杏黄色,上升无力时,排气基本结束;一般地排气时间为1~1.5小时;4.1.2.3强渗期,关闭试样孔,点燃排出的废气;检查炉盖及通风机轴处是否漏气;调整煤油.异丙醇的滴入量,滴量多少取决于设备大小,装炉工件表面积的大小及炉子密封的情况,表1的滴量供选择时参考;强渗期炉气成份应控制在表2规则的范围内;有条件应采用红外线CO2碳位自控仪或露点仪控制炉气或用奥氏体分析仪对炉气进行分析,作为调正滴量的依据;强渗期的炉压控制在100~300pa;废气燃烧的火苗高度控制在200~250㎜的长度;根据工件有效硬化层要求和渗速经验,约达到1/2~2/3渗层深度时,抽验第一根试样,根据第一个试样的渗层确定第二个试样的时间,当有效硬化层深度达到或接近工件的有效硬化深度时,即可进入扩散期;4.1.2.4扩散期:扩散期的煤油.异丙醇滴量约为强渗期的0.5倍,为了保证炉压,并同时加滴甲醇,扩散期的时间与工件要求的有效硬化层深度有关,有效硬化层深度愈深,扩散时间要求愈长一些,与工件的碳势(试样的碳势)有关,碳势高要求扩散时间长一些,还与试样渗层深度有关,为了保证工件表面0.85~1.0%的碳浓度和合理的过滤层,扩散时间约为1~3小时;4.1.2.5降温期:抽验的第三个试样,如果网状碳化物≥5级为作正火处理,920℃出炉空冷,对20CrMnMo17Cr2Ni20CrNi2Mo当工件室冷到300-400℃时要放到回火炉中炉冷,防止在表面和次层在空冷时产生马氏体,形成表面裂纹;对于17CrNi2Mo.20Cr2NiMo等Cr.Ni渗碳钢即使碳化物不超级也要出炉空冷,空冷的炉温度为860~880℃;对于碳化物不超级的20CrMnTi.20CrMnMo~840℃,保渗碳齿轮,随炉冷到830温0.5~1H后直接淬火;4.1.3气体碳氮共渗工艺规范和操作规程;4.1.3.1气体碳氮共渗操作规程;4.1.3.2采用煤油加氨氧的气体碳氮共渗工艺曲线4.1.3.3共渗过程其炉气成分应符合下表规则4.2.1工件渗碳后直接淬火;对本质细晶粒钢工件渗碳后可采用直接淬火的方法,以获得所需要的表层和心部硬度以及有效硬化层深度,如20CrMo.20CrMnMo,以及含硼和稀土的合金钢渗碳件;直接淬火一般在炉中降温到830~850℃,均温0.5~1H出炉后淬火工件渗碳后直接淬火另一个条件是渗层金相组织网状碳化物≤4级;工件要求渗层深,炉中碳势又高的情况,容易造成碳化物超级,而对于模数≤5的20CrMnTi.20CrMnMo齿轮,渗碳深度1.2~1.3㎜(含磨量)碳化物不易超级,可以直接淬火,模数大于5的齿轮视渗层的金相组织中网状碳化物的级别而定,如果网状碳化物小于4级可以直接淬火;5级以上则要高温正火,消除网状碳化物或降低网状碳化物级别;4.2.2工件渗碳后空冷后再淬火,按方法有以下几种原因:a.工件渗碳后需要进行机械加工,如制碳层;b.容易发生过热的碳钢和非细晶粒合金钢件,以及某些不宜直接淬火的工件(如需要在压床上淬的齿轮);c.渗层组织如出现网状碳化物超级对于a.b两种情况,炉冷到850~860℃空冷,但对20CrMnMo渗件要求在400℃以下缓冷,否则易再次表层出现马氏体组织形成裂纹,对于C种情况,要求在900~930℃出炉直接空冷;4.2.312CrNi3.12Cr2Ni4.17CrNi2Mo.20CrNi4.20Cr2Ni4.20Cr2Ni4MoA.20Cr2Ni4WA等高强合金渗碳件,渗碳炉冷到920℃出炉空冷(用于制作大模数齿轮),400以下缓冷,并增加一次至二次650~680℃,5~6H的高温回火;这种高温回火称为催化或促变处理,它不仅能改善机械加工性能,更主要它是获得良好淬火组织的条件和保证;必须严格执行;4.2.4碳氮共渗的工件一般都从共渗温度或低于共渗温度出炉直接淬火;4.2.5经过渗碳淬火或碳氮共渗淬的工件,通常采用180℃±10℃的低温回火;4.2.5.1碳氮共渗齿轮回火的温度为180℃±10℃,回火时间3H;4.2.5.2模数1~3的齿轴渗碳淬火后温度200~210℃,时间3H,模数1~3的齿轮渗碳淬火后的回温度220℃±10℃,时间3H4.2.5.3模数3~5的齿轴.齿轮渗碳淬火后进行二次回火;第一次回火温度230℃,时间4H;第二次齿轴的回火温度230℃,回火时间3H;4.2.5.4模数≥6的齿轮.齿轴,渗碳后直接淬火的工件,需要进行三次回火;第一次回火温度230℃,回火时间3H;第二次回火,齿轴的回火温度230℃,时间3H,齿轮的回火温度240℃,时间3H;第三次回火,齿轴的回火温度220℃,时间3H,齿轮的回火温度240℃,时间3H;4.2.5.5模数≥6的齿轮齿轴渗碳后空冷,后加热淬火;进行二次回火;第一次回火温度230℃,时间4H;第二次回火,齿轴的回火温度220℃,时间4H,齿轮的回火温度240℃,时间4H;4.2.5.6前一次回火后,工件空冷到室温或≤50℃,才能进行下一次回火;4.2.5.7工件回火必须放在回火炉的有效加热区内(渗碳淬火的齿轮部分需量出回火炉底部300㎜);4.3渗碳和碳氮共渗淬火回火件的最后处理;4.3.1清理:进行喷砂,以清除赤面的油污和氧化模;4.3.2校直和矫正:用偏摆仪检查齿轴的变形,当超过允许变形时,应对其校直和矫正;随后进行去应力回火;条件允许(淬火工件量少时)应在淬火后马上进行校直,然后再回火;5.质量检验5.1外观:不得有裂纹和碰伤5.2表面硬度5.2.1硬度检验方法,按GB23083《金属洛氏硬试验法》或其他硬度试验法进行;5.2.2表面硬度的偏差范围,表面硬度不得超过下表规则:5.3.1有效硬化层检验方法,按GB《钢的渗碳硬化层有效硬化层深度的测定和校验》中的规则执行;5.3.2有效硬化层深度偏差不得超过下表规则;根据零件的要求,按有关标准进行检定;5.5变形:零件的变形应符合技术要求;6.安全与环保6.1操作者要穿戴好必须的劳动保护用品;6.2执行所用设备的安全操作规程;6.3气体渗碳或碳氮共渗出炉淬火时,同时淬火的工件量大时,应先检查油温,当油温>100℃时,应先降油温后淬火,以防止油槽着火;着火时需用灭火器,石棉被灭火,严禁用水灭火;6.4要防止渗碳炉滴注器渗漏,以免引起炉盖着火,烧毁电机或造成渗剂失火;6.5其它方面按GB15735—1995,金属热处理生产过程安全卫生要求;。
渗碳钢的渗碳淬火指定标准
HES A 3014-99A(版本号:1)
1 范围
本标准指定了渗碳钢(*1)零件的渗碳淬火的热处理标准。
注(*1):渗碳钢是指表1所示的钢种。
注(*2)S20C钢、SCr钢及SCM钢请查阅HES C 006。
注(*3)SPCC钢请查阅JIS G 3141。
注(*4)SPHC钢请查阅JIS G 3131。
备注:使用表1以外的钢种时,必须与材料热处理部门协商。
2 渗碳层深度的指定标准
渗碳层深度的指定标准见附表1。
渗碳层深度是指成品零件的有效硬化层深度(*5)。
但对碳素钢,渗碳层深度不是指有效硬化层深度,而是指用显微镜方法等判定的总硬化层深度(*6)。
注(*5)有效硬化层深度,是指从硬化层的表面到硬度为HV513处的距离。
注(*6)总硬化层深度,是指从硬化层的表面到已无法用化学或物理性质的差异将硬化层中心部与其它部分加以区分处的距离。
3 渗碳部位的标准表面硬度
渗碳部位的标准表面硬度见附表1。
4防渗碳部位的允许渗碳层深度
当图面上没有指示防渗碳部位的允许渗碳层深度时,请按附表1。
备注1)当要求允许渗碳层深度的值小于附表1的规定值时,须在HES A 3013规定的热处理指定项目表的备注栏中填出所要求的深度。
例:防渗碳部位允许渗碳层深度应0.3以下。
备注2)当要求完全防渗碳时,应在热处理指定项目表的备注栏中填写此项要求。
例:螺纹部应完全防渗碳。
5 内部硬度的指定标准
5.1 渗碳淬火零件(齿轮类除外)的内部硬度。
渗碳淬火零件(齿轮类除外)的内部硬度应在参考图面指示的基础上确定,且应符合附表2。
5.2 渗碳淬火的齿轮以及有强度要求的重要零件的内部硬度。
渗碳淬火的齿轮以及有强度要求的零件的内部硬度,不论何种材料都应为HRC25~40(或
HRC25~38),此种情况,内部硬度不应是参考指示(*7)。
注(*7)齿轮及强度有要求的其它零件,其强度特别是冲击强度对内部硬度影响很大。
如超过了HRC40会导致低冲击值。
6 其他
6.1 基准测量位置的图面指示
渗碳层深度、渗碳硬化部位的表面硬度及内部硬度的基准测量位置应在图面上明确指示。
备注1)使用指定范围以外的热处理指示,基准测量位置除外,必须得到设计部门与材料热处理部门的同意。
注(*8)应在硬化层深度及硬度的基准测量位置上,指定该零件的重要部分。
备注2)如无特殊说明,热处理指定项目表的指示可用于除基准测量位置以外的所有部位。
因此,如在基准测量位置以外的某个区域需要指示时,应在热处理指定项目表内指定。
6.2 材料指示的注意事项
如使用SPPC或SPHC时,对重要零件必须使用低碳(铝镇静)钢(*9),并在图中NOTE栏内对其进行指定(此时,在MATERIAL栏内应填写“NOTED”)。
注(*9)没有铝镇静钢的地方,必须使用硅镇静钢。
例:
材料:SPCC
·化学成分:低碳(铝镇静)钢。
注(*10)如有问题,经当事双方协商后,也可变更为HR15N85~91。
注(*11 防渗碳部位的允许渗碳层深度,是指用显微镜测得的总渗碳深度。
备注1)渗碳层深度a~b是指a以上b以下的范围。
备注2)防渗碳部位的允许表面硬度应在HRC50(或者相当于此的硬度)以下。
备注3)虽然不能明确的区分大型零件和小型零件,但一般可将曲柄轴、变速器轴视为大型零件,而连杆可视为小型零件。
引用标准
HES A 3013-99A 热处理指定项目表
HES C 006-99A 机械结构用钢钢材(基本钢)
JIS G 3131:96 热压延软钢板及钢带
JIS G 3141:96 冷压延钢板及钢带
参考标准
JIS G 0557:96 钢的渗碳层深度测定方法。