模座、斜销、滑块的3D设计
- 格式:doc
- 大小:1.34 MB
- 文档页数:6
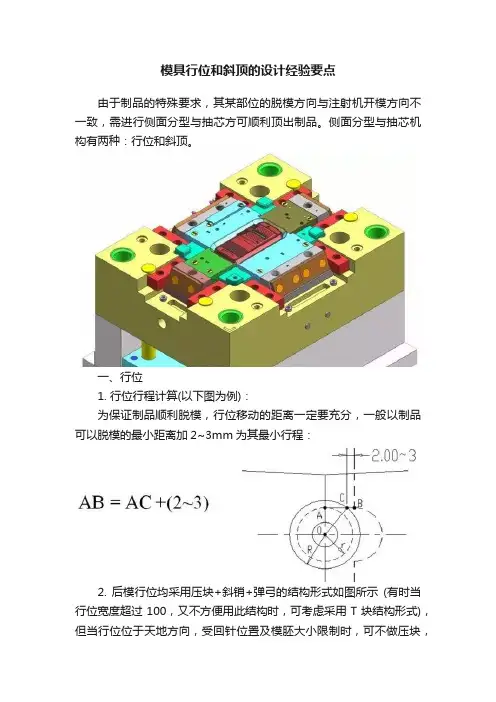
模具行位和斜顶的设计经验要点由于制品的特殊要求,其某部位的脱模方向与注射机开模方向不一致,需进行侧面分型与抽芯方可顺利顶出制品。
侧面分型与抽芯机构有两种:行位和斜顶。
一、行位1. 行位行程计算(以下图为例):为保证制品顺利脱模,行位移动的距离一定要充分,一般以制品可以脱模的最小距离加2~3mm为其最小行程:2. 后模行位均采用压块+斜销+弹弓的结构形式如图所示(有时当行位宽度超过100,又不方便用此结构时,可考虑采用T块结构形式),但当行位位于天地方向,受回针位置及模胚大小限制时,可不做压块,由模板原身出。
3. 行位底面、顶面与前后模底、顶面的关系,见图:4. 不论行位侧面是否有封胶,其两侧均要做斜度,一般值为单边3~5°,但当两个运动方向垂直的行位贴合时,角度为45°。
若产品四面均有行位互相贴合,设计时应考虑将其中一个行位伸出一耳朵,以保证准确定位。
5. 行位高度与厚度的比值最大为1,否则行位运动时会受翻转力矩影响,造成运动失效,一般要求L≧1.5H。
6. 行位斜销角度一般为15°~25°,最大不能超过25°,斜销角度比行位小2°,一般尽量不采用细小的斜销,以保证行位运动的顺利。
7. 斜销孔比斜销单边大1/64",约0.4,当斜销穿过行位时,需在模板上为其留出足够的让位空间。
8. 斜销在行位中位置的确定:斜销尽量置于行位的中间位置,具体尺寸要求如图:9. 铲鸡与行位的配合面要求超过行位高度的2/3,并且用于铲鸡的螺丝应尽量大,下图为两种不同结构的铲鸡,尽量避免采用图b的结构。
10. 行位弹弓长度的确定,应保证弹弓空间足够,防止弹弓失效。
设定行位行程为M,弹弓总长为L,设弹簧压缩40%,行位完全退出后,弹弓仍预压10%,则有:(40%-10%)L=ML=(10/3)M弹弓空间为0.6L但当L过小时,为了防止弹弓失效,往往要加大弹弓长度。
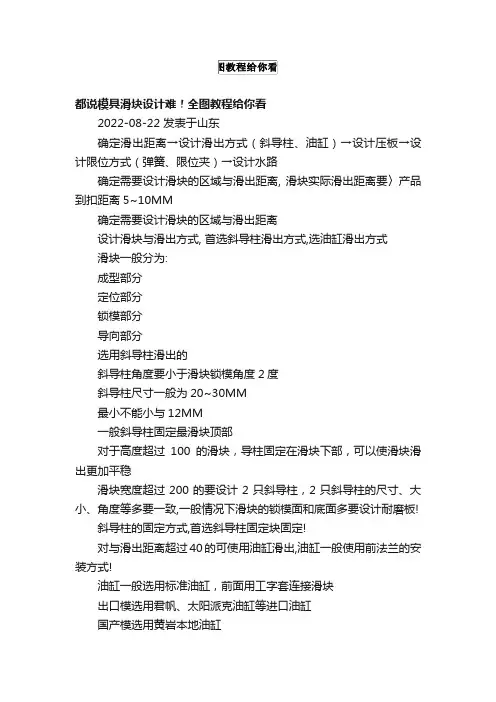
都说模具滑块设计难!全图教程给你看2022-08-22 发表于山东确定滑出距离→设计滑出方式(斜导柱、油缸)→设计压板→设计限位方式(弹簧、限位夹)→设计水路确定需要设计滑块的区域与滑出距离, 滑块实际滑出距离要〉产品到扣距离5~10MM确定需要设计滑块的区域与滑出距离设计滑块与滑出方式, 首选斜导柱滑出方式,选油缸滑出方式滑块一般分为:成型部分定位部分锁模部分导向部分选用斜导柱滑出的斜导柱角度要小于滑块锁模角度2度斜导柱尺寸一般为20~30MM最小不能小与12MM一般斜导柱固定最滑块顶部对于高度超过100的滑块,导柱固定在滑块下部,可以使滑块滑出更加平稳滑块宽度超过200的要设计2只斜导柱,2只斜导柱的尺寸、大小、角度等多要一致,一般情况下滑块的锁模面和底面多要设计耐磨板!斜导柱的固定方式,首选斜导柱固定块固定!对与滑出距离超过40的可使用油缸滑出,油缸一般使用前法兰的安装方式!油缸一般选用标准油缸,前面用工字套连接滑块出口模选用君帆、太阳派克油缸等进口油缸国产模选用黄岩本地油缸所有的滑块都要设计压条(工字)滑块宽度超过200MM的,在滑块中间要增加导向条对与长度超过400的滑块,除了增加导向条还要在中间增加工字条对与长度超过400的滑块,除了增加导向条还要在中间增加工字条设计滑块的限位方式使用斜导柱滑出的滑块要用弹簧限位块或限位夹限位块的限位方式使用弹簧限位的滑块重量超过的15KG的滑块要使用2个弹簧限位使用限位夹限位的滑块重量超过的40KG的滑块要使用2个限位夹斜度特别大的滑块,可在下面增加工字块,用工字块的滑动带动滑块往下滑使用油缸滑出的滑块要安装行程开关成型面积多的滑块要设计冷却水冷却滑块在天侧的,水路要先接到模板上,再从模板的反操作侧接出本站是提供个人知识管理的网络存储空间,所有内容均由用户发布,不代表本站观点。
请注意甄别内容中的联系方式、诱导购买等信息,谨防诈骗。
如发现有害或侵权内容,请点击一键举报。

塑胶模具设计CAD排位的步骤及注意事项塑胶模具2D排位图步骤及注意事项一、排组立图的步骤1、把产品的3D图文件转到2D图档上,需将倒勾或有机构处做剖面,要注意比例问题。
(1:1比例);2、转到2D图文件上的产品图要加缩水和镜像。
注意:完成以上两步骤后必须检查,可以测量产品在加缩水前后的同一地方,来检查缩水加的是否正确;3、排组立前要定成品基准线。
即把产品上boss或大平面等易找到的特征定X,Y,Z三轴,特征的寻找需尽量接近于成品中心,若是两上下盖相配合,基准则尽量为同一点。
成品基准线相对模具中心要为整数;4、依照成品基准线把模仁排出来。
步骤与表示重点:a、删除成品上的虚线;b、如侧视图为剖面要将侧视图的实线改为虚线,仅留剖面处为实线;c、要把成品的分型面表示出来,重点表示主分型面,斜销,滑块处分型面。
分型面上的插破,靠破也需表示;d、还需把模仁拆入子处表示清楚,正视图入子遍界用黄色线表示,且入子沉头也需表示。
入子与入子间要避免有薄铁现象,一般不可小于1mm。
(模仁需拆入子部位一般为整体不好加工处或肋较深处及一些boss处)。
5、排顶针,水路,最后排模仁螺丝。
要注意三者不能干涉,三者间距不小于3mm,拆入子时也要一同考虑.以下为顶针,水路,螺丝的排列重点:a、顶针要排在成品不易脱模处,如成品的边缘、肋及塑料较深处。
顶针的尺寸要尽量选择大的,以增加强度。
顶针舆成品形状间距应不小于0.6-1mm,以避免薄铁现象。
b、排水路的宗旨是可以尽快的带走模温,以达到冷却效果。
直通的水路效果最好。
C、模仁螺丝一般排四个,位置要尽量对称。
6、排模仁要注意强度问题,产品边缘距模仁边缘应不小于20mm,模仁边缘距模架边缘的距离要按模具大小而定,大模具要50mm以上,小模具为30-50mm (天地侧350mm以下视为小模具)。
有特殊要求的要个别对待。
二、排位1. 成品在内模的排位应以最佳效果情势排放位置,要思量入水标位置和分型面因素。
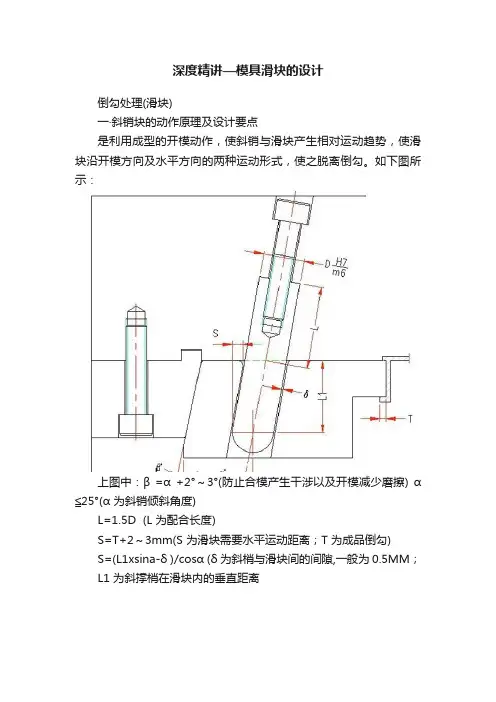
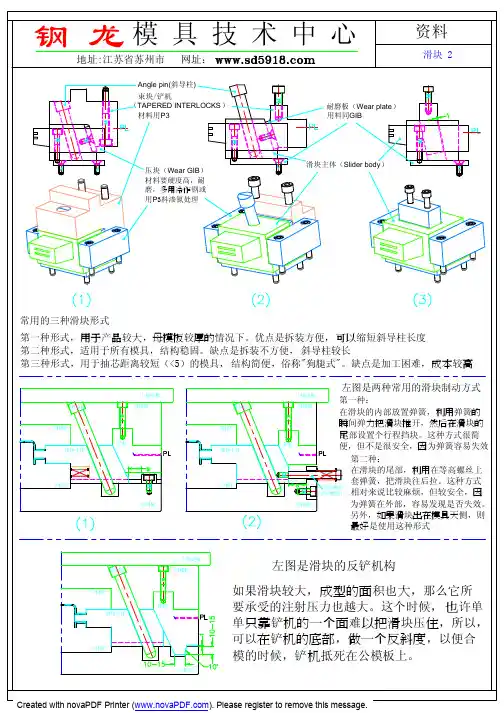
深度精讲—模具滑块的设计倒勾处理(滑块)一‧斜销块的动作原理及设计要点是利用成型的开模动作,使斜销与滑块产生相对运动趋势,使滑块沿开模方向及水平方向的两种运动形式,使之脱离倒勾。
如下图所示:上图中:β =α +2°~3°(防止合模产生干涉以及开模减少磨擦) α ≦25°(α 为斜销倾斜角度)L=1.5D (L 为配合长度)S=T+2~3mm(S 为滑块需要水平运动距离;T 为成品倒勾)S=(L1xsina-δ )/cosα (δ 为斜梢与滑块间的间隙,一般为 0.5MM;L1 为斜撑梢在滑块内的垂直距离三‧拔块动作原理及设计要点是利用成型机的开模动作,使拔块与滑块产生相对运动趋势,拨动面 B 拨动滑块使滑块沿开模方向及水平方向的两种运动形式,使之脱离倒勾。
如下图所示:上图中:β =α ≦25° (α 为拔块倾斜角度)H1≧1.5W (H1 为配合长度)S=T+2~3mm (S 为滑块需要水平运动距离;T 为成品倒勾)S=H*sinα -δ /cosα(δ 为斜销与滑块间的间隙,一般为 0.5MM;H 为拔块在滑块内的垂直距离)C 为止动面,所以拨块形式一般不须装止动块。
(不能有间隙)四‧滑块的锁紧及定位方式由于制品在成型机注射时产生很大的压力,为防止滑块与活动芯在受到压力而位移,从而会影响成品的尺寸及外观(如跑毛边),因此滑块应采用锁紧定位,通常称此机构为止动块或铲基。
常见的锁紧方式如下图:五.滑块的定位方式滑块在开模过程中要运动一定距离,因此,要使滑块能够安全回位,必须给滑块安装定位装置,且定位装置必须灵活可靠,保证滑块在原位不动,但特殊情况下可不采用定位装置,如左右侧跑滑块,但为了安全起见,仍然要装定位装置.常见的定位装置如下六‧滑块入子的连接方式滑块头部入子的连接方式由成品决定,不同的成品对滑块入子的连接方式可能不同,具体入子的连接方式大致如下:七‧滑块的导滑形式滑块在导滑中,活动必须顺利、平稳,才能保证滑块在模具生产中不发生卡滞或跳动现象,否则会影响成品质品,模具寿命等。

摘要 ............................................................................................................................. 错误!未定义书签。
第一章绪论.......................................................................................................... 错误!未定义书签。
第一节目的...................................................................................................... 错误!未定义书签。
第二节设计任务.......................................................................................... 错误!未定义书签。
1. UG软件使用........................................................................................... 错误!未定义书签。
2. 零件冲压方案......................................................................................... 错误!未定义书签。
3. 模具结构设计......................................................................................... 错误!未定义书签。
第三节设计要求................................................................................................ 错误!未定义书签。
制件参数测量及计算说明⒈本图例是为了说明制件参数测量及尺寸计算而专门设计的虚拟产品。
B-BB BCCC-C400375376428212582622822376230292910K K向2052011761933.5724711756742199199148图2制件2D图图中,红色尺寸为选中的基本参数,选中的辅助参数中,紫色尺寸为边缘高度小于30㎜处到基体的距离;天蓝色尺寸为选中的侧抽芯参数;绿色为侧孔最低点到主分型面距;蓝色尺寸侧抽芯边缘到制件同侧边缘的距离。
⒉参数测量及计算本图例的详细及计算见《测量图例计算表》。
⑴基本参数测量打开方形三侧抽芯计算表,按《综合计算表使用说明》中介绍的方法,按测量数据(参看图2)填写基本参数表如下:表1—基本参数表项目参数选定左右最大宽度400 400上下最大长度375 375最大高度(mm) 205 205⑵辅助参数测量及计算将测量数据(参看图2)填写辅助参数计算表如下:表2—辅助参数及计算表⑴比压计算因子表3—*确定比压计算因子⑵充填速度、压射速度计算因子表4—充填速度、压射速度计算因子⑶比例系数计算因子表5—充填速度、压射速度计算因子⑷压铸机吨位计算因子表6—压铸机吨位计算因子(续表6)(续表6)计算结果如表7、表8.表7—模芯尺寸表8—模框尺寸⑴侧抽芯机构预设定表9—侧抽芯机构预定表⑵尺寸计算侧抽芯中,滑块长度通常为等于最前面到模芯该侧边缘的距离,再加上插入滑块座的尺寸,为自然形成,不需计算。
⑶按计算表中数据,生成左、上、右三侧滑块、滑块座。
检查斜销与定模芯相互关系时发现,斜销与定模芯发生干涉,为了消除干涉,须做如下调整:①将左侧斜销前的预设距离15㎜向后移动到53㎜。
②右侧锁紧面前面的距离由预设的30㎜增加到40㎜后。
③上侧斜销前面预设的20㎜,需改成25㎜。
上侧抽芯动作应分两段完成,其中,靠近模芯处的15㎜距离由斜销完成,其余由液压抽芯器完成,哈副联轴器内两个连接头间留有15~16㎜间隙。
中望3D全流程模具设计实例作为生产塑料制品主要工具的注塑模具,如何进行合理而高效的设计对于企业而言非常重要,中望3D作为一款CAD/CAM一体化的三维软件,拥有智能的全流程注塑模具CAD设计功能。
本次注塑模具三维CAD设计实例分享,主要跟大家展示如何通过中望3D,高效灵活地完成一次完整的注塑模具设计。
通过这个模具CAD设计实例和中望3D易学易用的特点,初学者可以快速了解一个完整的模具设计流程是什么样的。
下面就跟小编来了解一下吧!中望3D全流程模具设计实例以图1的切割机外壳为例,该产品形状较复杂,包含很多筋骨和靠破区域,分型面不在同一个平面。
接下来,将为大家讲述该产品在中望3D中快速地自动创建所有分型线、分型面,自动分型及模架、标准件设计的过程。
图1 切割机外壳(1)产品导入、分析及数据修复中望3D兼容主流三维软件的文件格式,可以直接打开其他三维软件创建的文件而无需进行格式转换。
对于软件间文件的数据丢失,中望3D可以非常直观地查找到开放边,并提供了专门的修补工具,可以快速修复产品。
图2 快速开放边查找中望3D提供精确的质量计算功能,不但支持封闭实体的计算,同时也支持开放造型计算。
此功能可以帮助用户在获得客户数据后,无需进行产品修复,就可以直接进行质量和体积计算,并作为报价参考,从而缩短设计流程(图3)。
拔模角在模具设计中至关重要,直接影响着产品能否顺利脱模。
中望3D提供了直观易用的产品分析功能,通过该功能可以快速获取产品的拔模信息,从而进行产品的修正(图4)。
(2)建立模具项目中望3D模具模块提供了建立模具项目的功能。
该项目是一个包含有模具各部分组件节点的装配树,但不是设计流程必须操作的步骤,用户可以根据自己的需要选择建立或不建立。
若不建立模具项目,用户依然可以自由地进行不含模具装配树的设计,所有模具设计功能均不受限制。
图5 模具项目树(3)产品的定位、布局与收缩率中望3D模具模块提供了产品的自动位置调整功能,可以快速将产品原点定位到模具中心或自己想要的位置。