铁水预处理工艺
- 格式:ppt
- 大小:315.50 KB
- 文档页数:35
铁水预处理工艺铁水预处理工艺是指在将铸铁液倒入铸型之前,通过一系列的处理工艺将铁水中的杂质和气体去除,从而保证铸铁件质量的稳定性和一致性。
铁水预处理工艺在铸造工艺中扮演着至关重要的角色,在提高铸件的质量、降低生产成本、改善生产环境等方面都有着积极的作用。
铁水预处理工艺一般包括以下几个环节:一、加热铁水在预处理之前,需要将铁水加热至一定温度,使得其中的金属元素完全熔解,方便去除杂质和气体。
一般来说,加热温度为1450℃左右。
二、除杂铁水中常存在铁沙、金属渣、氧化物等杂质,这些杂质对铸铁件的质量和性能有着很大的影响。
除杂工艺一般采用沉淀法、过滤法和离心法等方法去除杂质。
其中,沉淀法是较为常见的方法,通过加入草酸、硫酸等化学药剂使得杂质形成沉淀,然后将沉淀剔除掉即可。
三、脱硫铁水中含有一定量的硫,会影响铁水的流动性、凝固分析等性能。
脱硫工艺主要采用氧气吹炼法,将氧气引入铁水中,使得硫气氧化成SO2并排出,从而达到脱硫的目的。
四、脱碳铸铁中碳含量的多少与铁水中碳含量有着密切的关系,因此脱碳工艺对于决定铸铁件的硬度和韧性有着重要的作用。
脱碳工艺一般采用灌碳剂或者双氧水等方法,将其中的碳元素去除掉。
五、脱气铁水中通常还含有大量的气体,如氢、氧、氮等,这些气体都会在铸造过程中释放出来,导致铸件内部产生气孔、夹杂等缺陷。
因此,脱气工艺也是铁水预处理中不可或缺的一个环节。
脱气一般采用真空除气、加压除气等方法,将其中的气体去除掉。
铁水预处理工艺在现代铸造工业中已经得到广泛应用,能够显著提高铸铁件的质量和性能,减少铸件的废品率和生产成本,对于推动铸造行业的发展和升级有着重要的意义。
常用铁水预处理技术常用铁水预处理技术铁水预处理基础知识1、什么是铁水预处理?★铁水预处理指铁水兑人炼钢炉之前,为除去某些有害成份或回收某些有益成分的处理过程。
针对炼钢而言,主要是使铁水中硅、磷、硫含量降低到所要求的范围,以简化炼钢过程,提高钢的质量。
铁水预处理具体分为铁水炉外脱硅、脱磷和脱硫,有时脱磷和脱硫同时进行。
对于铁水含有特殊元素提纯精炼或资源综合利用而进行的提钒、提铌、提钨等预处理技术则称为特殊预处理。
2、什么是铁水“三脱”技术?★指铁水兑人炼钢炉之前,进行脱硫、脱硅、脱磷的预处理工艺过程。
3、铁水脱硫的目的是什么?★提高钢质、扩大品种和改善炼钢操作,提高钢的机械、工艺性能。
4、铁水脱硅的目的是什么?⑴减少转炉炼钢渣量、改善操作和提高炼钢经济指标。
硅是氧气转炉炼钢发热的元素,所以为了提高炼钢熔池温度和早化渣,往往希望铁水含硅高一些,但实践证明铁水含硅高时,为了保证转炉渣有较高的碱度,势必增加石灰消耗量,使渣量增多,冶炼时间延长,耗氧量增加,喷溅加剧,铁损增加,并给操作带来困难,从而降低炼钢生产率和增加生产成本。
铁水含硅量一般应控制在0.4%以下的水平。
(2)铁水预脱磷的需要脱硅是铁水预脱磷的先决条件。
铁水预脱磷要求脱磷反应区的氧位高,当加入氧化剂提高氧位时,硅首先就与氧作用而降低铁水中的氧位。
为此,脱磷首先要脱硅,脱磷前控制硅含量一般要求在0.15%以下。
5.铁水脱磷的目的是什么?(1)生产低磷钢、超低磷钢和不锈钢等工艺需要。
磷在钢中对性能的影响,除少数钢种为提高强度或耐大气腐蚀性,要求有一定含磷外,对大多数钢种是有害的,它降低钢的冲击韧性,尤其是低温冲击韧性;磷的枝晶偏析使板材产生带状组织,造成钢板各向异性。
随着新技术材料的发展,对某些品种钢要求磷含量≤0.01%(低磷钢) 或≤0.005%(超低磷钢) 。
用转炉工艺脱磷,虽然有较好的脱磷效果,但达到这种低磷的水平是难以完成的,如采取多次造渣操作,有可能达到,但都存在渣料消耗大,冶炼时间长,热损失大,金属收得率低等问题。
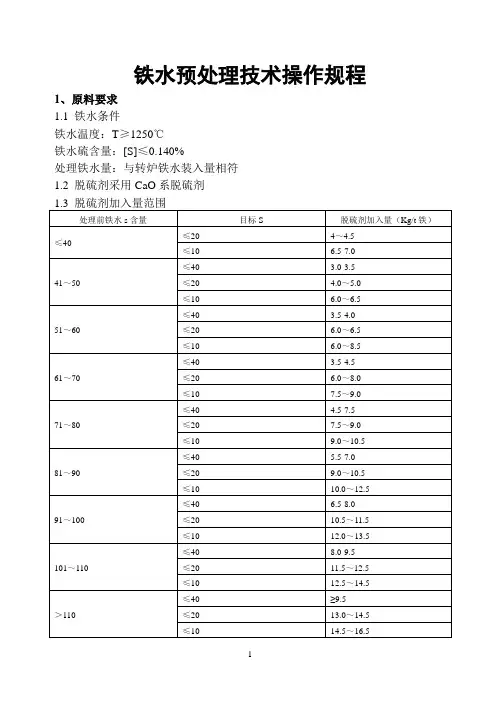
铁水预处理技术操作规程1、原料要求1.1 铁水条件铁水温度:T≥1250℃铁水硫含量:[S]≤0.140%处理铁水量:与转炉铁水装入量相符1.2 脱硫剂采用CaO系脱硫剂1.3 脱硫剂加入量范围处理前铁水s含量目标S 脱硫剂加入量(Kg/t铁)≤40 ≤20 4~4.5 ≤10 6.5-7.041~50 ≤40 3.0-3.5 ≤20 4.0~5.0 ≤10 6.0~6.551~60 ≤40 3.5-4.0 ≤20 6.0~6.5 ≤10 6.0~8.561~70 ≤40 3.5-4.5 ≤20 6.0~8.0 ≤10 7.5~9.071~80 ≤40 4.5-7.5≤20 7.5~9.0 ≤10 9.0~10.581~90 ≤40 5.5-7.0≤20 9.0~10.5 ≤10 10.0~12.591~100 ≤40 6.5-8.0≤20 10.5~11.5 ≤10 12.0~13.5101~110 ≤40 8.0-9.5≤20 11.5~12.5 ≤10 12.5~14.5>110 ≤40 ≥9.5≤20 13.0~14.5 ≤10 14.5~16.5注:(1)视脱硫剂理化指标上升、下降,可将前[S]减少或提高0.020%。
(2)前[S]≤0.045%时,可将前[S]提高0.005~0.010%。
(3)根据搅拌头状况、铁水带渣量的多少,脱硫剂加入量可适当调整。
(4)特殊情况(如:设备故障、生产节奏紧、前硫未及时分析出来等)脱硫剂加入量可按照上限硫含量进行处理。
2、扒渣作业2.1 启动液压电机,将罐倾翻至扒渣角度(以铁水不能溢出为准)。
2.2 接通扒渣扒电源选择手动或自动操作方法,确认各信号是否正常及各分功能紧停开关位置。
2.3 确认压缩空气入口压力≥0.4Mpa,小车前进端极限在零位,后退端极限在十位上。
2.4 调整大臂高度,试扒后再调整适宜高度。
2.5 当罐内渣块≥600kg(目测)时,原则上不能强行扒渣,应将铁水返回混铁炉。
铁水预处理的工艺流程## Refining of Molten Iron Refining Process.1. Desulfurization.Desulfurization of molten iron is a process of removing sulfur from molten iron. Sulfur is a detrimental element in iron and steel, as it can cause brittleness and other problems. There are a number of methods for desulfurizing molten iron, including:Ladle desulfurization is a process in which molteniron is treated with a desulfurizing agent, such as calcium carbide or magnesium, in a ladle. The desulfurizing agent reacts with the sulfur in the iron to form a sulfide, which is then removed from the iron.Injection desulfurization is a process in which a desulfurizing agent is injected into the molten iron through a lance. The desulfurizing agent reacts with thesulfur in the iron to form a sulfide, which is then removed from the iron.Vacuum desulfurization is a process in which molten iron is treated in a vacuum chamber. The vacuum removes the sulfur from the iron by vaporization.2. Dephosphorization.Dephosphorization of molten iron is a process of removing phosphorus from molten iron. Phosphorus is a detrimental element in iron and steel, as it can cause brittleness and other problems. There are a number of methods for dephosphorizing molten iron, including:Ladle dephosphorization is a process in which molten iron is treated with a dephosphorizing agent, such as lime or iron ore, in a ladle. The dephosphorizing agent reacts with the phosphorus in the iron to form a phosphate, which is then removed from the iron.Injection dephosphorization is a process in which adephosphorizing agent is injected into the molten iron through a lance. The dephosphorizing agent reacts with the phosphorus in the iron to form a phosphate, which is then removed from the iron.Vacuum dephosphorization is a process in which molten iron is treated in a vacuum chamber. The vacuum removes the phosphorus from the iron by vaporization.3. Deoxidation.Deoxidation of molten iron is a process of removing oxygen from molten iron. Oxygen is a detrimental element in iron and steel, as it can cause brittleness and other problems. There are a number of methods for deoxidizing molten iron, including:Ladle deoxidation is a process in which molten iron is treated with a deoxidizing agent, such as silicon or aluminum, in a ladle. The deoxidizing agent reacts with the oxygen in the iron to form an oxide, which is then removed from the iron.Injection deoxidation is a process in which a deoxidizing agent is injected into the molten iron through a lance. The deoxidizing agent reacts with the oxygen in the iron to form an oxide, which is then removed from the iron.Vacuum deoxidation is a process in which molten iron is treated in a vacuum chamber. The vacuum removes the oxygen from the iron by vaporization.中文回答:## 炼铁预处理工艺流程。

铁水预处理工艺技术规程铁水预脱硫工艺岗位操作规程1、工艺流程铁水纸盒铁水客运车辆测温采样喷粉烟气挖渣测温采样炼钢2、铁水烟气建议序号项目123浅脱硫中脱硫深脱硫成品硫要求温度要求[s]≤0.015%≥1250℃[s]≤0.01%≥1250℃[s]≤0.005%≥1250℃3、脱硫工艺的选择烟气工艺方法的挑选:既能够分别单独DAT160氧化钙粉和熔融颗粒镁,也能够无机DAT160。
4、烟气东站主要技术参数1234567烟气平均值周期每天最小烟气纸盒数年处置能力(每套)喷枪使用寿命钙基脱硫剂耗量铁损耗铁水温再降分钟/手袋/每工位万吨/每工位℃/min≤2840100>100炉次~5kg/t铁3.6kg/t铁≤2-1-5、脱硫操作前的准备5.1、关上烟气东站供电总电源,给有关系统供电。
5.2、检查其它各种能源介质的供给情况,如氮气等,是否符合需要的参数。
5.3、检查擦吹起罐和储料仓中存料情况,如果悬浮物偏少,应及时补足皮德盖。
5.4、检查所有机、电、液设备的状况,是否处于可使用的完好的状况。
5.5、按照杀菌和保护的建议展开工作前的必要的杀菌和保护工作。
5.6、联系铁水准备工作主控室,介绍铁水情况:例如铁水罐号、起始硫值、铁水重量,铁水温度,其他化学成分等。
5.7、铁水准备主控室联系行车指挥人员将铁水罐吊至脱硫站铁水罐车上。
5.8、检查渣盘车及渣盘与否妥当。
5.9、检查除尘系统闸阀的控制器及吸力。
5.10、确认上述工作准备就绪的情况下可以开始脱硫站的处理操作。
6、喷吹脱硫工艺6.1、行车统一指挥人员统一指挥皮德盖180t行车将炼钢厂房内的铁水重罐缠至烟气东站的铁水罐车上,证实铁水罐安全座稳于通告烟气操作方式人员;烟气操作方式人员将铁水罐车上开向烟气工位。
6.2、接受铁水罐后的铁水罐车开向脱硫工位时除尘系统开始启动;6.3、到接近位置时,交流变频调车速到慢速,接触到限位开关停车;3确认渣盘车开到接渣位置。
高效铁水预处理工艺开发新日铁公司君津制铁所采用将运送铁水的鱼雷罐车(TPC)作为精炼容器的ORP铁水预处理工艺,为大量生产高纯净钢奠定了基础。
然而,因从高炉出铁至转炉出钢的时间长,铁水处理中产生大量泡沫等问题限制了操作。
为此,该所一炼车间于1999投产了由KR(机械搅拌式脱S设备)和转炉型铁水P处理工艺(LD-ORP)组成的新工艺。
与原TPC型ORP工艺按在高炉出铁场脱Si、排除脱Si渣、喷粉脱P脱S的多段式分开处理不同,新工艺是在高炉出铁后到铁水包里采用KR工艺脱S,再用转炉的LD-O RP工艺脱Si脱P的2段式处理工艺,从而集中了处理场所并改善了炼钢物流。
而且,从热力学的观点重新配置了各种预处理反应,还分别采用了各种专用精炼容器的强搅拌(机械和全体搅拌)处理从而提高了精炼速度和效率。
整个工艺流程的产能为220t/炉次。
其中,KR的搅拌叶转速为100~120r?p?m(转/分),处理时间为9~11分钟;LD-ORP的顶吹氧最大为150Nm3;/小时?t,底吹CO2流量8 Nm3;/小时?t,处理时间8分钟。
较之原工艺,新流程缩短了各精炼工序时间,从而将从出铁~出钢的全程时间从原300~450分钟减少到240~350分钟,缩短了25%;还大幅度降低了铁水在运送中的温度,提高了设备周转率,降低了生产费用。
采用转炉渣对铁水脱P神户制钢?加古川制铁所从1999年开始,在铁水全量脱P处理中大量配用转炉炼钢熔渣,从而提高了脱P效率,缩短了脱P时间。
该厂的铁水预处理工艺流程为首先在高炉出铁场脱Si并除渣后,将铁水送往预处理站进行用转炉渣+生石灰(CaO)+铁矿石(FeO)的脱P处理,再用生石灰和碳化钙(CaC2)脱S。
转炉渣配合率与脱P处理后渣中游离CaO(即freeCaO简称f-CaO)密切相关,既提高转炉渣配合率将大大减少渣中f-CaO,当转炉渣配合率由0%提高到50%时,f-CaO由25%减少到5%左右。
铁水预处理技术1.概述铁水预处理技术从上个世纪六、七十年代发展起来到现在已经广泛地应用于各国,用于提高铁水质量,其技术也已经得到迅速的发展,目前可以用于铁水预处理的技术不下二、三十种。
铁水预处理工艺方法主要有:(1)机械搅拌法,有代表性的是日本开发的KR法;(2)吹气搅拌法,包括顶吹喷粉法和底吹法,目前顶吹喷粉法得到最广泛的应用,如ATH、TDS、IRSID、ISIDD等法;(3)喂丝法近年来开始得到应用。
铁水预处理的主要工艺目标是:(1)脱硫;(2)脱磷;(3)脱硅、磷、硫(俗称三脱);(4)其它。
从处理熔剂的选择来看有:主要是石灰系、碳化钙系、镁系三类脱硫剂,可以单独使用,可以复合应用,往往可以取得更好的冶金效果。
顶吹喷粉法近年发展了更多的工艺形成:产生了混合喷吹法和复合喷吹法以及分步喷吹法等。
从控制模型方面看:近年来更加重视建立较高精度的预处理粉剂喷吹量的控制模型。
还有一些不同的分类方法,但是无论怎样分类,每个企业选择的原则都是一样的,那就是从自己企业近期和长远规划来考虑,结合企业能力、产品目标、市场、经济效益等具体情况选择最适合自己的,最有利的方案。
本技术方案——从三个方面介绍科大三泰公司向用户推荐并可提供的技术装备:(1)铁水罐顶喷纯化镁脱硫;(2) 铁水罐采用镁加钙系脱硫剂分步或复合喷吹脱硫(即所谓混喷);(3) 铁水罐采用镁加钙系或者单纯钙系脱硫剂分步或者复合喷吹三脱(脱硫、脱磷、脱硅);是较高精度顶吹喷粉法;脱硫剂选用钝化镁粒或镁系的;喷吹工艺形式采用单系统喷吹或分步复合喷吹;为了提高镁的利用率,降低喷粉生产成本,同时达到目标硫数值,达到喷粉目的,采用具有较高精度的脱硫剂喷吹量的控制模型(可选择的和可即时调控的);采用高技术喷射器系统;带气化室的喷枪;采用PLC 全程程控和计算机操作等。
2.铁水预处理的热力学与动力学2.1 铁水脱硅1)脱硅反应[][]()22S i O S i O +=根据热力学原理不难看出,为了脱硅的同时碳不被氧化,脱硅应在低温下进行,最好不超过1500℃。
铁水预处理工艺技术操作规程一、工艺概述铁水预处理工艺是钢铁冶炼中的重要环节,其主要目的是去除铁水中的杂质,提高炉渣的活性,使之满足后续工序的要求。
本操作规程综合了多年的实践经验和专业知识,旨在确保铁水预处理工艺的安全性、稳定性和高效性。
二、设备准备1. 检查设备的完好情况,确保各种设备和管道清洁、无堵塞。
三、铁水炉处理1. 将铁水倒入预处理炉中,注意控制铁水的流速,以防溅出或产生浪花。
2. 开启预处理炉的电加热器,调节炉温至适宜的处理温度。
3. 在铁水中加入适量的氧化剂,提高炉渣的活性,促进杂质的去除。
4. 使用适当的搅拌设备将铁水和氧化剂充分混合,确保反应达到最佳效果。
5. 观察炉渣的颜色和质地,根据经验判断处理的时间和效果。
6. 关闭电加热器,停止铁水的处理,并将炉渣倒入炉渣罐中。
四、炉渣处理1. 将炉渣倒入炉渣罐中,注意避免溅出,并确保炉渣罐的密封性。
2. 根据需要,对炉渣进行二次处理,以进一步提高其活性和去除杂质。
3. 定期清理炉渣罐,防止炉渣的堆积和结块。
五、设备维护1. 每次使用后,对预处理炉和炉渣罐进行彻底清洁,确保无残留物。
2. 定期检查预处理炉和炉渣罐的密封性和故障情况,及时修复或更换损坏的部件。
3. 定期对搅拌设备进行保养,确保其正常运转。
六、安全注意事项1. 操作人员必须穿戴符合要求的防护设备,确保自身的安全。
2. 在操作过程中,禁止违反操作规程和操作流程,严禁操作失误或漏操作。
3. 注意防范铁水的溅出和烫伤事故,严格遵守操作规程中的操作要求。
4. 对于设备故障或异常情况,应及时报告相关人员,不得自行擅自处理。
七、总结铁水预处理工艺技术操作规程是保证铁水预处理工艺安全、稳定和高效的重要依据,操作人员必须深入了解规程内容,并严格遵守规程的操作要求。
同时,应不断总结经验,优化工艺流程,提高工艺效益,为钢铁生产的顺利进行提供有力保障。
铁水预处理工艺技术操作规程(2)一、工艺概述铁水预处理是指对生铁进行预处理,将其中的杂质、有害元素等物质去除,以提高铁水的纯净度和适用性,为后续工艺环节提供良好的原料。
铁水预处理工艺一、引言铁水预处理工艺是钢铁生产中的重要环节,主要用于消除铁水中的杂质和不良元素,提高铁水质量,保证最终产品的质量。
二、铁水预处理工艺的重要性1.提高产品质量–铁水预处理可以去除铁水中的硫、磷等杂质,减少不良元素对最终产品的影响,提高产品的强度和韧性。
–预处理还可以减少氧气含量和气泡形成,改善产品表面质量,降低缺陷率。
2.增加生产效率–预处理可去除铁水中的夹杂物,在后续工艺中减少杂质对设备的磨损和故障,提高生产效率。
–预处理还可以优化浇注工艺,减少浇注时间和成本,提高产能。
3.降低能耗–去除铁水中的杂质和不良元素,可以减少后续工艺中的能耗消耗,提高能源利用率。
–预处理还可以优化燃烧过程,减少燃料的使用量,降低能源消耗。
三、铁水预处理工艺流程铁水预处理工艺一般包括以下几个步骤:1. 铁水净化1.定量加入除杂剂:根据铁水中杂质的含量和种类,控制合适的除杂剂加入量。
2.搅拌混合:通过机械搅拌设备,将除杂剂充分混合均匀,提高除杂效果。
3.沉淀分离:放置经过混合的铁水,使杂质沉淀到底部,然后将上清液排除。
2. 脱硫处理1.加入脱硫剂:根据铁水中硫含量,控制合适的脱硫剂加入量。
2.搅拌混合:将脱硫剂充分混合均匀,增加脱硫效果。
3.沉淀分离:放置经过混合的铁水,使含硫物质沉淀到底部,然后将上清液排除。
3. 脱磷处理1.选择合适的脱磷方法:常用的脱磷方法有碱脱磷、氧化铁脱磷等,根据情况选择合适的方法。
2.加入脱磷剂:根据铁水中磷含量,控制合适的脱磷剂加入量。
3.搅拌混合:将脱磷剂充分混合均匀,增加脱磷效果。
4.沉淀分离:放置经过混合的铁水,使含磷物质沉淀到底部,然后将上清液排除。
四、铁水预处理工艺参数控制1.加入剂控制:根据铁水中杂质的含量和种类,选择合适的除杂剂、脱硫剂和脱磷剂,并控制加入量。
2.搅拌时间:搅拌时间过长可能导致杂质再次悬浮,搅拌时间过短则不能充分混合,控制搅拌时间使铁水充分混合,杂质沉淀到底部。