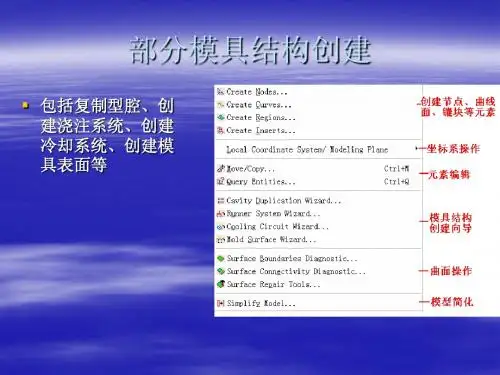
2浇注系统设计
- 格式:ppt
- 大小:6.91 MB
- 文档页数:25
第二章浇注系统注塑机喷嘴中熔融的塑料,经过主流道,分流道,最后通过浇口进入到模具型腔,然后经过冷却固化,得到所需要的制品。
所以注塑模具的浇注系统是指从注塑机喷嘴到型腔为止的塑料熔体的流动通道。
因为热塑性塑料的热传导率较低,流道中冷凝的表皮对芯部熔融的塑料祈祷保温作用,所以保证了流道芯部的塑料继续流动。
来自熔融的塑料的热加上由于流动摩擦二产生的摩擦热等于高温塑料与低温模具热交换所产生的热损失。
如果增加注射速度,冷凝层由于受到流动产生的高摩擦热而会变薄。
即:高速注射与低速注射对于冷凝层厚度影响的差别是比较明显的。
这就是为什么高压、高速注射容易将型腔填充饱满的主要原因之一。
浇注系统的型制与流动性为减少与热量的损失,必须使流道的表面积与体积之比保持最小,因为具有最小表面积与最大体积的形状是圆柱形,所以圆柱形是最优越的流道形状。
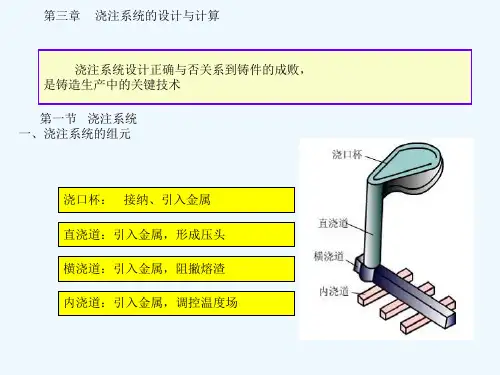
主流道从注射机喷嘴到分浇为止的熔融塑料的流动通道。
1)定模部分由整体构成2)定模部分由两块模板所构成3)最普遍常用的主流道结构,是以浇口套的形式镶入模板中,为防止被喷嘴撞伤,采取淬火处理主流道的基本尺寸取决于两个方面:1,塑料的种类,所成型的制品质量和壁厚大小。
2与注射机喷嘴的几何参数有关。
浇口套的求半径比喷嘴的球半径大2~5mm,脱模斜度一般最小不低于1°,最大不超过4°。
因为,主流道的脱模斜度不能过大,否则在注塑时会产生涡流和流速过慢等现象主流道应保持光滑的表面,避免留有影响塑料流动或脱模的尖角毛刺等。
而且在主流道的末端还应设置冷料井以防止制品中出现固化的冷料(最先流入模具的塑料)。
设置冷料井,以便将这部分冷料存留起来。
这一点对分流道也同样重要。
分流道分流道可以理解为从主流道末端开始到浇口为止的塑料熔体的流动通道。
鉴于圆形截面的浇道必须设置在以分型面为界的动、定模两部分,所以对制造工艺要求较高,且启模时,分流道中经过冷却固化的塑料留在动、定模内是随机的。
所以实际制造中,U 性截面分流道或梯形截面的分流道比较常用,虽然热量损失较大一点,但加工制造比较简单,并且启模时,冷料留在动定模哪一部分,将是确定的。
第1篇一、引言铸造是一种古老的金属加工方法,早在公元前2000年左右,人类就已经开始使用金属进行铸造。
随着科技的发展,铸造工艺也在不断地演变和进步。
翻砂铸造作为一种传统的铸造方法,至今仍然广泛应用于机械制造、汽车制造、航空航天、船舶制造等行业。
本文将详细介绍翻砂铸造工艺的基本原理、工艺流程、特点及其在现代工业中的应用。
二、翻砂铸造工艺的基本原理翻砂铸造工艺,又称砂型铸造,是一种将熔融金属浇注到预先准备好的砂型中,待金属凝固后取出铸件的一种铸造方法。
其基本原理如下:1. 制造砂型:首先,根据铸件图纸,设计并制作出砂型。
砂型由砂芯、砂箱、浇注系统、排气系统等组成。
2. 浇注金属:将熔融金属浇注到砂型中,金属在砂型中凝固成铸件。
3. 脱砂:铸件凝固后,从砂型中取出铸件。
4. 后处理:对铸件进行清理、打磨、热处理等后处理工艺,以满足使用要求。
三、翻砂铸造工艺流程1. 铸造工艺设计:根据铸件图纸,确定铸造工艺参数,如浇注系统、砂芯设计等。
2. 砂料准备:选用合适的砂料,如石英砂、粘土砂等,并进行筛分、清洗、干燥等处理。
3. 砂型制备:将砂料与粘结剂、润滑剂等混合,制成砂型。
砂型制备主要包括造型、合箱、烘干等工序。
4. 浇注:将熔融金属浇注到砂型中,浇注温度、速度、压力等参数需严格控制。
5. 冷却与凝固:铸件在砂型中冷却凝固,直至完全凝固。
6. 脱砂:铸件凝固后,从砂型中取出铸件。
7. 清理与后处理:对铸件进行清理、打磨、热处理等后处理工艺。
四、翻砂铸造工艺的特点1. 适用范围广:翻砂铸造工艺可适用于各种形状、尺寸和材质的铸件。
2. 成本低:翻砂铸造工艺设备简单,操作方便,生产成本低。
3. 可重复使用:砂型可以重复使用,降低生产成本。
4. 可实现复杂铸件:通过合理设计砂芯和浇注系统,可以实现复杂铸件的铸造。
5. 环保:翻砂铸造工艺对环境污染较小。
五、翻砂铸造工艺在现代工业中的应用1. 机械制造:翻砂铸造工艺广泛应用于机械制造领域,如发动机、变速箱、齿轮箱等铸件的制造。
素材](https://uimg.taocdn.com/0f4276cb28ea81c758f578e0.webp)
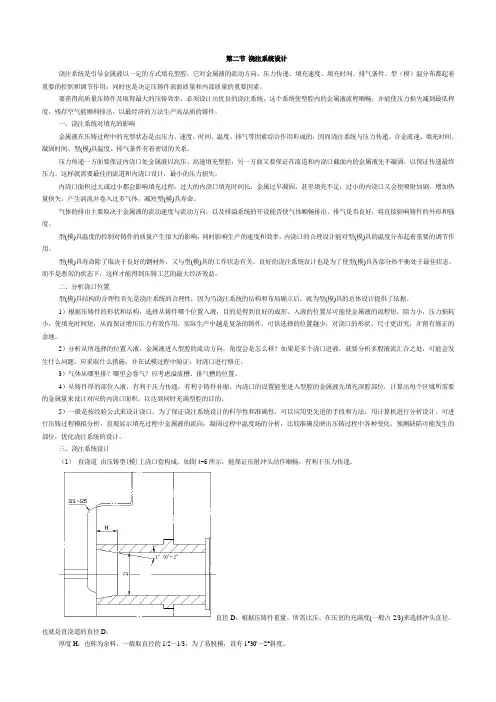
第二节浇注系统设计浇注系统是引导金属液以一定的方式填充型腔,它对金属液的流动方向、压力传递、填充速度、填充时间、排气条件、型(模)温分布都起着重要的控制和调节作用;同时也是决定压铸件表面质量和内部质量的重要因素。
要获得高质量压铸件及取得最大的压铸效率,必须设计出优良的浇注系统,这个系统使型腔内的金属液流程顺畅,并能使压力损失减到最低程度,残存空气能顺利排出,以最经济的方法生产高品质的铸件。
一、浇注系统对填充的影响金属液在压铸过程中的充型状态是由压力、速度、时间、温度、排气等因素综合作用形成的,因而浇注系统与压力传递、合金流速、填充时间、凝固时间、型(模)具温度、排气条件有着密切的关系。
压力传递一方面要保证内浇口处金属液以高压、高速填充型腔;另一方面又要保证在流道和内浇口截面内的金属液先不凝固,以保证传递最终压力。
这样就需要最佳的流道和内浇口设计,最小的压力损失。
内浇口面积过大或过小都会影响填充过程,过大的内浇口填充时间长,金属过早凝固,甚至填充不足;过小的内浇口又会使喷射加剧,增加热量损失,产生涡流并卷入过多气体,减短型(模)具寿命。
气体的排出主要取决于金属液的流动速度与流动方向,以及排溢系统的开设能否使气体顺畅排出。
排气是否良好,将直接影响铸件的外形和强度。
型(模)具温度的控制对铸件的质量产生很大的影响,同时影响生产的速度和效率,内浇口的合理设计能对型(模)具的温度分布起着重要的调节作用。
型(模)具寿命除了取决于良好的钢材外,又与型(模)具的工作状态有关,良好的浇注系统设计也是为了使型(模)具各部分热平衡处于最佳状态,而不是恶劣的状态下,这样才能得到压铸工艺的最大经济效益。
二、分析浇口位置型(模)具结构的合理性首先是浇注系统的合理性,因为当浇注系统的结构和布局确立后,就为型(模)具的总体设计提供了依据。
1)根据压铸件的形状和结构,选择从铸件哪个位置入液,目的是得到良好的成形。
入液的位置尽可能使金属液的流程短,阻力小,压力损耗小,使填充时间短,从而保证增压压力有效作用。

2011级模具设计与制造专业毕业设计(论文)任务书冷冲压模具设计任务书1、零件的工艺分析;2、毛坯下料尺寸计算;3、确定零件的成型工艺方案,选定模具种类及模具结构形式;4、毛坯的排样图及材料利用率的计算;5、各工序间零件尺寸的确定,各工序有关力的计算;6、模具主要零件的强度计算及弹性零件的计算与选用;7、确定模具闭合高度计冲压设备的选定;8、绘制供生产用的模具总装图及重要零件图(凸模、凹模、凸凹模、凸模固定板,上模座、下模座需加工部分、垫板等),图纸量相当于2张零号图以上;图纸要求图面整洁,布局合理,线条粗细均匀,圆弧连接光滑,尺寸标注规范,符合工程制图的要求;装配图手工绘制,图幅A19、编写设计说明书。
说明书内容要求规范化,包括:(1)、设计题目,(2)、设计的任务书,(3)、目录,(4)、内容提要(200字左右),并用英文写出摘要,(5)、前言,(6)、正文(包括:工艺分析,涉及的方法,设计计算,模具件图,模具安装调整、加工方面应注意的问题,生产时会出现的问题,结束语),要求重点突出、观点鲜明、论据充分、分析清晰、逻辑性强,(7)、致谢,(8)、参考文献或资料,(9)、附录,论文字数不少于7000字,书写格式要符合要求,说明书要求文句通顺,语言流畅,书写工整,无错别字。
10、上交电子文档和打印文档及手工图纸。
冲压模具类型:题目1:推力滚子轴承外罩冲压工艺与(某一冲压工序)模具设计零件名称:推力滚子轴承外罩的材料:08或10,年产量:6万件。
要求:设计推力滚子轴承外罩的冲压工艺;选某一冲压工序,完成该工序模具的设计计算工作。
题目2:金属手柄冲裁工艺与模具设计工件名称:手柄生产批量:中批量材料:Q235-A钢材料厚度:1.2mm 工件如下图所示:题目3:垫圈(1)冲孔—落料复合模设计冲件名称:垫圈冲件材料:10 冲压料厚:1mm题目4:垫圈(2)冲孔—落料复合模设计零件名称:垫圈;材料:H62-M;料厚:1.5mm题目5:弹簧片五金冲压模设计零件名称:弹簧片料:QSn6.5-0.1y 料厚:0.5mmcheng0.15-0题目6:前灯反光碗拉伸模设计零件名称:前灯反光碗 材料:紫铜; 料厚:0.5mm题目7:油档拉深模设计零件名称:油挡 材料:10钢 料厚:1.5mm题目8:封盖拉深模设计零件名称:封盖;材料:08钢;料厚:1.2mm题目9:盖复合模设计零件名称:端盖;材料:10钢;料厚:0.5mm题目10:接线片五金模设计零件名称:接线片;材料:HPB2 ;料厚:0.5mm名称:接线片 材料:题目11:接线片五金模设计零件名称:弯件;材料:Q235;料厚:1mm名称:弯件 材料:1预弯件题目12:变压器垫片冲模的设计零件名称:变压器垫片;材料:硅钢片;料厚:0.35mm塑料模具设计任务书1、零件的结构及工艺分析(原材料分析、形状结构分析、精度分析、表面质量分析等);2、成型设备的选择;3、确定零件的成型工艺方案,选定模具种类及模具结构形式;4、成型零件的设计;5、浇注系统设计;6、推出机构的设计;7、侧向分型与抽芯机构的设计;8、绘制供生产用的模具总装图及重要零件图(型腔、型芯、型芯模固定板,定模固定板、动模固定板、等),图纸量相当于2张零号图以上;图纸要求图面整洁,布局合理,线条粗细均匀,圆弧连接光滑,尺寸标注规范,符合工程制图的要求;装配图手工绘制,图幅A19、编写设计说明书。
塑料模具设计重点总结(高分子材料专业)2无流道浇注系统是指在注塑成形的过程中不产生流道凝料的浇注系统。
其原理是采用加热的办法或者绝热的办法,是整个生产周期中从主流道入口起到型腔浇口止的流道中的塑料一直保持熔融状态,因而在开模时,只需取出产品而不必取出浇注系统凝料。
采用绝热的办法的称为绝热流道模具,采用加热的办法的称为热流道模具,目前在应用上以后者为主。
绝热流道注塑模具绝热流道系统是将流道设计得相当粗大,以致流道中心部位的塑料在连续注塑时来不及凝固而始终保持熔融状态,从而让塑料熔体能通过它顺利地进入型腔。
分类:1.单型腔的井坑式喷嘴:又名井式喷嘴,绝热主流道,是最简单的绝热式流道,适用于单型腔。
2.多型腔的绝热流道模具:又称为绝热分流道模具,浇口常见有主流道型浇口,针点浇口等热流道注塑模具热流道模具的优点:1.节省了普通浇注系统流道凝料的回收加工的费用。
2.缩短成形周期,省去脱浇注系统的时间,和有时为了冷却粗大的浇注系统所多耗费的时间。
3.能更有效完成地利用注塑机的注塑能力生产出较大的产品,节省了每次注塑时耗于浇注系统的料。
与三板式模相比由于无需脱浇注系统,所需的开模行程大大减小能生产高度更大的制品。
4.浇注系统粗大且保持最佳的熔融状态,因此充模流动阻力减少,有效补料的时间延长,有利于提高制品质量。
同时由于不需在新料中大量掺入回收的浇口料,也有益于提高制品质量。
热流道模具的缺点:1.开机时要较长时间才能到达稳定操作,因此开机时废品较多。
2.需要操作技能较高的专业人员。
3.模具结构复杂,成本高,需要增添外接温控仪等辅助设备。
4.易出现熔体泄露、加热元件故障等较敏感问题,需精心维护,否则产生热降解等不良现象。
具有以下性质的塑料,适宜采用热流道模具:1.加工温度的范围宽,熔体粘度随温度变化小的塑料。
2.对压力敏感,不加压力时不流延,但施以很小压力即容易流动的塑料熔体。
3.热变形温度较高。
制品在高温下而能快速固化,并能快速脱出的塑件。
技術文件二 - DataCast – 新一代、節省成本的澆注系統設計軟件安歷斯Joe Annetts利記集團向客戶提供的技術支援服務比一般有色金屬供應商更完善。
其中一項技術支援服務是協助壓鑄商降低生產成本。
根據多年來累積經驗來說﹐不良的澆注系統設計往往就為壓鑄商帶來不必要的生產成本。
然而﹐利用軟件輔助澆注系統設計已經發展了很多年。
最近市場上推出一套壓鑄流道設計軟件名為Datacast為壓鑄商帶來廣泛的效益。
背景大部份壓鑄業從業人員都知道不良的澆注系統設計是導致壓鑄成本升高的最大因素。
而利記集團過往所參與的技術支援中也同樣發現此問題。
比方說一般壓鑄廠的平均鑄件比例(鑄件重量/全模重量)約35%(最理想可達50%﹐最差可低至23%)。
壓鑄商可採用錐形流道設計提高鑄件比例由35%至65%﹐那麼整條流道變得輕巧﹐而且原材料使用量也降低約14%。
除此之外﹐改善流道設計還可以減少次品率、燃料消耗和回爐料處理。
錐形流道設計發展將近約30年了﹐被壓鑄業界認為是一種有效用的流道設計方案。
而且同樣適合採用於鋅合金、鋁合金和鎂合金壓鑄生產。
錐形流道的理念是結合了流體力學和壓鑄工藝經驗而得出的理論,適當地運用這套理論時就能使用較短時間來壓鑄出良好鑄件。
每當鑄件遇上缺陷時也能夠迅速地和有系統地找出起因。
累積這些經驗有助日後設計其他模具。
可惜的是錐形流道設計不被廣泛地使用或未能發揮出其功能﹐為什麼呢? 當中有很多不同的原因﹐但最主要原因相信是現時科技還未有配合到這方面的發展。
以往流道設計往往最花時間的是在於人手計算和繪圖。
除著近年引入電腦輔助開發已有改善﹐但仍然需要用很多人力去參與,成本仍然高踞不下。
Datacast就能克服這些問題。
Datacast除了價錢適合﹐而且互動性高,有效加快流道設計程式。
這套軟件非常適合壓鑄商和模具設計師使用﹐更可以把原設計在短時間內應用於壓鑄生產上。
Datacast軟件特性:•簡單介面和步驟•適合鋁合金、鋅合金和鎂合金壓鑄•壓鑄機參數庫•直接讀入或輸出三維設計圖數據•設計流道、澆口、分流錐、料餅和溢流槽•操作簡單•所有設計數據能作為將來參考•熟習介面和程式步驟Datacast廣泛使用流行的拉下菜單和清晰介面指示,使用戶能輕鬆地瞭解哪些數據需要被輸入(見圖 1) 。
模具设计师理论知识考核复习题(二、三)一、判断题(将判断结果填入括号中,正确的填“√”,错误的填“×” )91.(√)浇注系统的设计,对多型腔模具(各型腔大小、形状一致)作非平衡布置时,而分流道比较细长(d分≤6mm,L分>200mm)时,那么为了使各型腔能同时均衡进料,必须将远离主流道的浇口做得大些,而近流道的浇口做小些。
知识点:本题92.(√) 压缩模具主要适合于热固型塑料的成形,也可用于热塑性塑料的成形。
知识点:本题93. ( x ) 螺纹型环可直接用于成型塑件内螺纹,也可用来固定螺杆嵌件。
知识点:螺纹型环可直接用于成型塑件内螺纹,不可用来固定螺杆嵌件-嵌件不能采用活动体。
94. ( x ) 压缩成型塑件上有嵌件时,应优先考虑将嵌件安装在上模,以防嵌件移位。
知识点:嵌件安装在固定的下模上,移动的上模不能确定其位置。
95.( x ) 塑料制品的加强肋的端面最好与制品的支承面平齐。
96.(√) 以塑件的整个底面作支承面是不合理的。
97.(√) 柱塞式注射机相对于螺杆式注射机注射压力损失大。
98.( x ) 塑件字是凹的,在模具上即为凹形,加工较容易。
99.( x ) 塑件上加强筋布置的方向尽量与熔体流动方向垂直,以利于熔体充型,避免熔体流动受扰乱。
知识点:塑件加强筋布置的方向除应于受力方向一致外,还应尽量与熔体流动方向一致,以利于熔体充型,避免熔体流动受扰乱,使塑件韧性降低。
100. ( x ) 塑件上标记的脱模斜度可大于10°知识点:塑件的脱模斜度一般不大于1°30’102.(√)为便于塑料制品脱模,与脱模方向平行的制品表面一般应具有合理的脱模斜度。
知识点:本题102. (√) 一般来说,塑料制品的加强筋之间中心距应大于两倍塑件壁厚。
知识点:本题103.(√) 加强肋的厚度不应大于塑件的壁厚,否则壁面会因肋根的内切圆处的缩孔而产生凹陷。
104.(√)确定大型塑件的浇口位置时,应考虑塑料熔体所允许的最大流动比。