现场IE改善案例分析生产线平衡分析改善案例
- 格式:ppt
- 大小:4.37 MB
- 文档页数:54


IE改善案例之一如何解决生产线堆积字体:正常放大
关键词:
回想自己从事IE工作也已经好几年了,无论是基础IE还是精益生产方面都做过一些成功的案例,上次因为电脑硬盘损坏,原来的资料都丢失了,现在把这两年做的一些案例传到博客上,一是梳理一下自己在这方面的知识,二是做为资料保存下来,三是如果有同行的朋友还可以相互切磋一下。
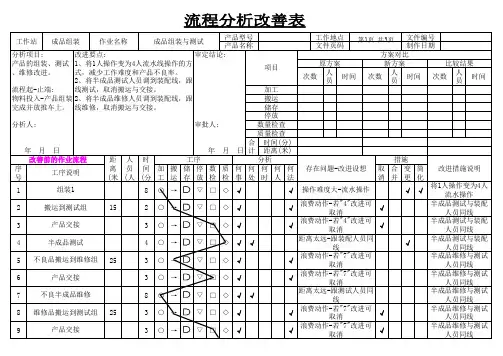
下面这个是为了解决车间经常提出的生产线堆积的问题,此次改善由于是副总亲自抓的,我便也亲自对现场进行了分析,此次分析主要运用到Line Balance ,Time study ,柏拉图分析及目视管理的方法,在给车间具体培训时有另外一份详细的报告,现先把在全厂通报的报告列出来。