真空严密性治理漏点检测报告
- 格式:docx
- 大小:1.15 MB
- 文档页数:10
1号机真空严密性查漏实施方案国电克拉玛依2×350MW热电联产工程1号汽轮机真空系统漏点排查方案项目名称:国电克拉玛依2×350MW热电联产工程1号机组真空系统漏点排查及处理批准:审核:编写:克拉玛依发电有限公司二○一四年七月1号汽轮机真空系统漏点排查方案1、成立专项领导小组(1)成立专项领导小组职责:运行:检修:(2)查漏原则:无论之前所有检查结果和成绩如何,一切从零开始进行新一轮检查。
(3)会议组织:小组于2014年7月21日周一召开首次会议,以后每三天或一周召开一次碰头会,总结经验,部署下一步行动;2、真空严密性控制目标汽轮机真空系统严密性是关系到汽轮机安全、经济运行的一项重要指标。
真空系统严密性评价指标:真空下降速度≤260Pa/min为合格;真空下降速度≤200Pa/min为良好;真空下降速度≤100Pa/min为优秀。
3、运行重点检查部位和外接系统漏点控制措施(运行专业组负责)(1)五段抽汽安全阀、凝汽器低压缸中分面结合部位;(2)高加危急疏水等部位做运行试验;(3)外接系统中所有阀门必须经过严密性检查,检查处于负压状态的阀门是否采用了真空型或水封型阀门,高、低旁阀、高排通风阀等运行检查是否内漏;(4)汽轮机低压缸前后轴封、给泵汽轮机轴封等通过调整轴封供汽压力进行试验,判断供汽量是否满足隔绝空气条件;(5)给水泵汽轮机排汽缸和主机低压缸法兰连接结合面该位置变形量大易产生泄漏;(6)外接系统管道保温在保温前是否有遗留的孔洞或未安装的测点;(7)主机及小机轴封部位(重点为排查B小机);(8)主机及小机向空排气门(重点为排查B小机);(9)厂区采暖加热器及加热器底部疏水至凝结器疏扩相关管道阀门;(10)厂区采暖供、回水集箱运行排气至凝结器疏扩相关管道及阀门;(11)厂区采暖加热器运行排气至凝结器疏扩相关管道及阀门。
重点控制部位:本次查漏以普查为主,对所有可能发生泄漏的部位地毯式进行检查,但根据前期检查结果,尤其对以下部位需要重点关注。
汽机车间4号机真空严密性试验不合格查漏方案.doc
汽机车间4#机真空严密性试验不合格查漏方案
一、编制目的
2020年11月4日4#机进行了真空严密性试验,平均每分钟真空下降速度大于400Pa(1100Pa),不合格,为排查4#机真空严密性试验不合格原因,特编制4#机真空查漏方案。
二、排查方案
1、4#机运行期间的排查方案。
1)11月15日对4#机真空破坏门进行检查,检查确认有水位,不存在漏真空情况。
2)11月15日开始对4#机与真空系统相连接的各抽汽段逆止门前疏水检查是否存在泄漏或未关闭情况,重点检查四、五、六低压抽汽疏水,具体检查以下疏水:
检查机组南北侧本体疏水扩容器管线是否存在泄漏
检查机组本体疏水至本体疏水扩容器是否存在泄漏
检查各导管疏水至本体疏扩疏水是否存在泄漏
检查二段抽汽逆止门前疏水至本体疏扩疏水是否存在泄漏
检查三段抽汽逆止门前疏水至本体疏扩疏水是否存在泄漏
检查四段抽汽逆止门前疏水至本体疏扩疏水是否存在泄漏
检查五段抽汽逆止门前疏水至本体疏扩疏水是否存在泄漏
检查六段抽汽逆止门前疏水至本体疏扩疏水是否存在泄漏
3)11月15日组织对凝汽器进行全面检查,检查是否存在泄漏情况,对处于负压下的阀门阀芯、法兰、密封面进行检查是否泄漏,具体检查以下部位:检查凝汽器喉部汽测人孔门是否存在泄漏
检查凝汽器至凝结水泵入口各管线、阀门、管线放空门是否存在泄漏
检查凝汽器热井放水门是否存在泄漏
检查调门冷却水回水门是否存在泄漏
检查凝汽器空**门是否存在泄漏。
真空系统检漏与控制技术报告真空检漏方法及其应用摘要: 介绍了质谱计进行真空检漏的原理和方法,以及多种检漏方法和它们的应用。
1.氦质谱检漏仪其工作原理是带电离子在磁场中受磁场力的影响,按其质荷比的大小,产生不同的偏转而分离的原理.它是由产生离子的离子源(一般由电子轰击产生),按质荷比分离的磁场和带有放大功能的接收离子的离予接受器,保证离予正常运行,避免碰撞的真空系统和样品导入系统,以及电气控制系统五部分组成。
这里为什么叫氦质谱检漏仪呢?由于氦气在大气中自然存在比例很小,一般为5ppm,质量数小即分了直径小,易穿过缝隙,易扩散,并且它是隋性气体,无毒、无味、无色、无害,用它来作示踪气体和制作标准漏孔是非常合适的。
用氦气谱检漏仪的检漏方法很多,主要的是:喷吹法、吸入法、氦罩法和背压法,而汽车空调蒸发器,冷凝器常采用背压法中的真空箱法。
2.卤素法先前一般的制冷器都采用卤化物为冷媒,当灌注冷媒封口以后,用卤素检漏仪的探头在司疑之外寻找漏点,发现漏点就会声光报警,漏点和漏率也就相对确定了。
3.压力哀减法(压差法)就是将被检工作,利用压缩机或压缩空气(一般1-3Mpa)连接进一个压力表,待充上气后,密封(确保封头不漏),观察压力表24小时内压力降情况,如有漏则压力降低,但不能判断什么地方漏,漏多少。
当然还有许多其它方法,这些方法灵敏度一般达不到或只能勉强达到国家标准,或者说,只能检大漏,有的不能检出漏在哪里,漏多少等弊端,所以在汽车空调等场合检漏只有求助于氦质谱检漏仪。
4.水检法这是最简单的、原始的检漏方法,自行车胎就是采用此种方法。
它是将被检工作充上大于大气压的空气。
1.0-3.0Mpa)放人水中是否有气泡从工件中冒出来,冒泡的位置就是泄露的位置,而根据冒泡的速率,泡的速率,泡的大小,大约可估漏率。
四极质谱计工作参数的调节四极质谱计的工作参数很多,在不同的参数设置下, 四极质谱计有不同的的性能。
例如, 最佳线性、最佳稳定性、最佳灵敏度等。
国电克拉玛依发电有限公司2×350MW热电联产工程——1、2号机组真空系统查漏堵漏治理巨付新、沙布哈尔前言:国电克拉玛依发电有限公司2×350MW热电联产工程机组,汽轮机采用哈尔滨汽轮机厂的超临界、一次中间再热、表凝式间接空冷、单抽汽(采暖抽汽)凝汽式汽轮机(型号CJK350/275-24.2/0.64/566/566)。
1号机组于2013年12月投产,2号机组于2014年11月投入运行。
1号机组投产之处真空严密性试验值为2000Pa/min,2号机组最初真空严密性试验值为586Pa/min,移交生产后克拉玛依公司成立专项攻关小组对1、2号机组真空系统全面开始进行查漏堵漏治理,通过采取各种措施进行治理后效果明显,1号机组最近一次真空严密性试验值为204Pa/min,2号机组最近一次真空严密性试验值为140Pa/min,截止发稿之日真空系统查漏堵漏治理还在进行中,最终治理目标是真空严密性试验值达到100Pa/min以下。
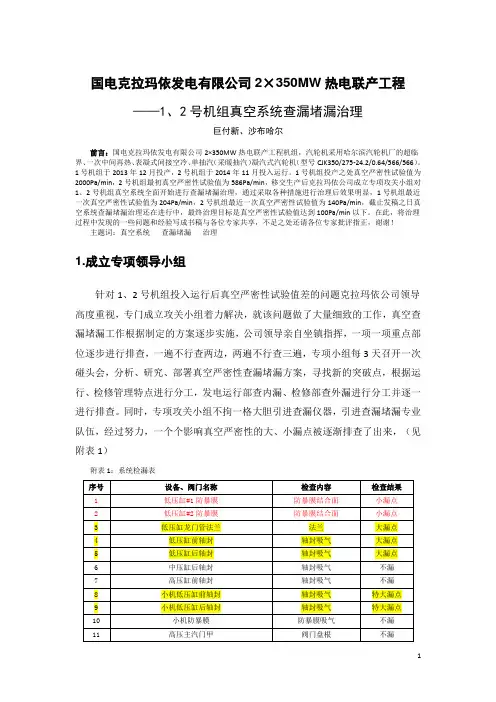
在此,将治理过程中发现的一些问题和经验写成书稿与各位专家共享,不足之处还请各位专家批评指正,谢谢!主题词:真空系统查漏堵漏治理1.成立专项领导小组针对1、2号机组投入运行后真空严密性试验值差的问题克拉玛依公司领导高度重视,专门成立攻关小组着力解决,就该问题做了大量细致的工作,真空查漏堵漏工作根据制定的方案逐步实施,公司领导亲自坐镇指挥,一项一项重点部位逐步进行排查,一遍不行查两边,两遍不行查三遍,专项小组每3天召开一次碰头会,分析、研究、部署真空严密性查漏堵漏方案,寻找新的突破点,根据运行、检修管理特点进行分工,发电运行部查内漏、检修部查外漏进行分工并逐一进行排查。
同时,专项攻关小组不拘一格大胆引进查漏仪器,引进查漏堵漏专业队伍,经过努力,一个个影响真空严密性的大、小漏点被逐渐排查了出来,(见附表1)附表1:系统检漏表2.几个主要漏点问题的处理及效果2.1较大漏点部位之一:凝结器喉部与汽轮机排汽口不锈钢膨胀节扰性连接处,漏点性质为焊口裂纹,漏点大小:焊缝漏点长度50~60cm;该波形不锈钢膨胀节是哈汽外购件,焊补处理后真空严密性指标达到了568 Pa/min。

闫 旭,刘艳玲(国电铜陵发电有限公司,安徽 铜陵 244000)630 MW机组真空系统查漏结果分析及处理1 设备概况1.1 汽轮机主要技术参数某电厂2号机组采用上海汽轮机有限公司与西屋公司联合制造的超临界压力、一次中间再热、单轴、三缸四排汽、双背压、纯凝汽式汽轮机,型号为N630—24.2/566/566,最大连续出力为647.324 MW,额定出力为630 MW。
该机组采用复合变压运行方式,汽轮机具有8级非调整回热抽汽,汽轮机的额定转速为3 000 r/min,双背压4.5/5.4 kPa,平均背压4.9 kPa,主蒸汽额定进汽量1 776.314 t/h,再热蒸汽额定进汽量1 477.583 t/h,额定排汽流量1 014.847 t/h。
1.2 真空系统存在的问题由于受到真空系统漏空气等多种因素的影响,该电厂2号机组真空水平长期低于设计水平。
据相关文献,真空度每降低1 kPa,发电煤耗约上升2.7 g/kWh。
近来,2号机组真空度明显下降,给该厂造成巨大的经济损失。
因此,决定对机组真空系统进行查漏。
查漏前的凝汽器真空严密性试验结果如表1所示。
从表1可以看出,低压侧凝汽器真空严密性为244 Pa/min,小于规定值270 Pa/min,真空严密性合格;高压侧凝汽器真空严密性为350 Pa/min,大于规定值270 Pa/min,真空严密性不合格。
但是,高、低压侧真空严密性结果与优秀值(小于130 Pa/min)相比较均还有很大的差距,这说明该电厂真空系统中仍有很多漏点。
表1 查漏前的凝汽器真空严密性试验结果时间,min低压侧,kPa高压侧,kPa097.3196.62197.0996.25296.8696.01396.4895.66496.3195.29596.0994.88695.8294.59795.6494.26结果244 Pa/min350 Pa/min2 氦质谱仪检测原理和方法本次查漏主要采用氦质谱仪,真空查漏原理如图1所示。
700MW电厂真空查漏技术报告[摘要] 通过分析某发电厂1号汽轮发电机组真空系统故障发生的原因,采用氦质谱泄漏检漏技术,及时有效地查明机组真空系统漏点位置,消除漏点,保障了机组安全经济运行。
[关键词] 氦质谱;真空;查漏;膨胀节;技术报告[Abstract] Through the analysis of a certain power plant 1 turbine vacuum system failure reasons of the occurrence, using helium mass spectrum leakage leak detection technology, to find out the timely and effective unit vacuum system LouDian position, eliminate leakage point, which guarantee the safe and economic operation unit.[Key Words] helium mass spectrometry; vacuum; check leakage; expansion joint; technical reports1前言某电厂1号机组为日本三菱公司提供的成套设备。
2009年底其发电厂对1号机进行常规真空严密性试验,试验结果为0.24kPa/min,而机组投运初期真空严密性试验的结果为0.14kPa/min。
2010年1月1日,1号机汽机维持一台真空泵运行,负荷320MW,凝汽器真空-96.7KPa。
2010年9月底,该机组维持一台真空泵运行,负荷620MW,凝汽器真空值已下降至-92.8kPa。
2010年9月25日(2010年第一次)通过氦气检漏仪对其可疑的2号低压缸排汽膨胀节进行真空泄漏检测,从排汽膨胀节靠发电机侧面下部施放氦气,发现有漏点。
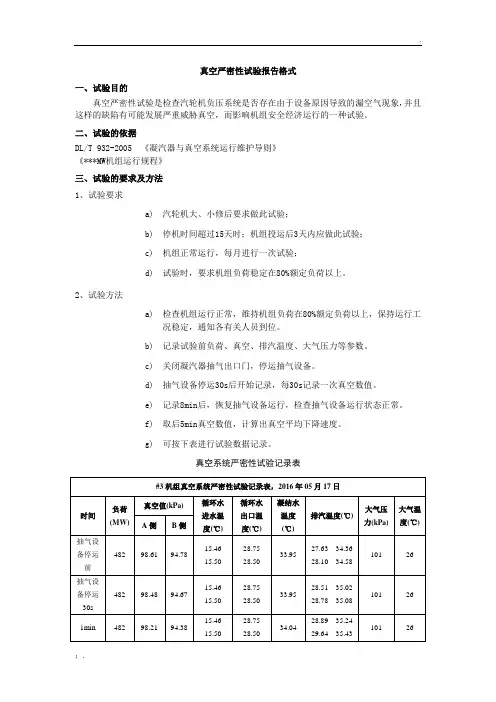
真空严密性试验报告格式
一、试验目的
真空严密性试验是检查汽轮机负压系统是否存在由于设备原因导致的漏空气现象,并且这样的缺陷有可能发展严重威胁真空,而影响机组安全经济运行的一种试验。
二、试验的依据
DL/T 932-2005 《凝汽器与真空系统运行维护导则》
《***MW机组运行规程》
三、试验的要求及方法
1、试验要求
a)汽轮机大、小修后要求做此试验;
b)停机时间超过15天时;机组投运后3天内应做此试验;
c)机组正常运行,每月进行一次试验;
d)试验时,要求机组负荷稳定在80%额定负荷以上。
2、试验方法
a)检查机组运行正常,维持机组负荷在80%额定负荷以上,保持运行工
况稳定,通知各有关人员到位。
b)记录试验前负荷、真空、排汽温度、大气压力等参数。
c)关闭凝汽器抽气出口门,停运抽气设备。
d)抽气设备停运30s后开始记录,每30s记录一次真空数值。
e)记录8min后,恢复抽气设备运行,检查抽气设备运行状态正常。
f)取后5min真空数值,计算出真空平均下降速度。
g)可按下表进行试验数据记录。
真空系统严密性试验记录表
四、评价标准及建议
1、优秀:真空系统严密性≤0.133kPa/min;合格:真空系统严密性≤0.270kPa/min;
2、建议
试验结果:201.9kPa/min,合格。
五、注意事项
试验过程中,如果凝汽器压力上升至报警值,应立即停止试验,启动真空泵,恢复机组试验前运行方式,并查找原因。
六、试验人员签字:。
云浮电厂6号机组真空系统检漏试验报告目次1 前言 (1)2 设备概况 (1)3 试验目的 (2)4 试验仪器 (2)5 检测方法及测试条件 (2)6 试验评价依据 (2)7 检测结果及分析 (3)云浮电厂6号机组真空系统检漏试验报告1 前言云浮电厂C厂2×300MW“上大压小”循环硫化床燃煤发电厂5、6号机是上海汽轮机厂生产的300MW汽轮发电机组,汽轮机型号为N300-16.7/538/538,亚临界、一次中间再热、双排汽、单轴、凝汽式汽轮机。
6号机组运行期间,凝汽器真空一直比较低,真空系统严密性试验结果不合格,为了查清6号机组真空系统的泄漏情况,应云浮电厂委托,YN于2011年4月运用先进的氦质谱仪UL200 PLUS对6号机真空系统进行泄漏检测。
2 设备概况2.1 汽轮机主要技术参数型号N300-16.7/538/538型式亚临界、一次中间再热、双排汽、单轴、凝汽式额定功率300MW最大功率323.891MW新蒸汽16.67MPa(绝对压力)/538 ℃再热蒸汽538℃再热蒸汽温度538℃转速3000 r/min额定进汽量901.212 t /h额定工况背压 6.6kPa(绝对压力)额定冷却水温27 ℃冷却水最高温度33 ℃2.2 发电机主要技术参数制造厂上海电机股份有限责任公司型号QFSN-300-2型额定功率300MW转速3000 r/min额定电压27KV额定电流10189A功率因素0.85额定励磁电压302 V额定励磁电流2510 A3 试验目的应用基于氦质谱技术的真空检漏仪对6号机组真空系统进行泄漏检测,确定泄漏的位置,为真空系统检修提供明确的依据。
4 试验仪器真空系统检漏采用莱宝公司生产的UL200 PLUS型氦质谱仪,选择氦He作为示踪气体。
氦质谱检漏技术具有以下几个特点:1)氦质谱检漏是在质谱室中将气体电离,利用不同荷质比的离子具有不同电磁特性的特点将示踪气体氦分离、检测。
东亚电力(厦门)有限公司#2机组真空检测治理报告西安世豪电力科技有限公司2013年7月工作单位:西安世豪电力科技有限公司工作人员:王鑫.韩从飞.王耀祖项目负责人:王鑫工作时间:2013年7月编制:王鑫东亚电力(厦门)有限公司#2真空系统严密性治理工程1真空系统查漏目的1)汽轮机真空系统漏入空气时,由于空气的存在,蒸汽与冷却水的换热系数降低,造成凝汽器换热效率下降。
当漏入空气大,水环真空泵不能够将漏入的空气及时抽走,就会导致机组的排汽压力和排汽温度上升,这样就会降低汽轮机组的效率,同时可导致凝结水溶氧增加,造成低压设备氧腐蚀。
因此法规规定,真空下降速度应小于400pa/min,当超过时应查找原因。
2)东亚电力(厦门)有限公司#2机组真空严密性不合格,高达900pa/min,为此委托我公司进行查漏和治理,通过治理达到要求270 pa/min以下。
2机组概况1)东亚电力#2号机组汽轮机是配套西门子SGT5-4000F系列燃气轮机用的联合循环汽轮机。
燃机-汽机采用一拖一、单轴布置方式。
联合循环汽轮机采用了西门子典型HE型汽轮机结构形式,上海电气电站设备有限公司按照西门子的技术和规范设计制造。
2)汽轮机为SIEMENS公司生产的型号为H30-25,E-30-25-1×12.5(TCF1)三压、再热、双缸凝汽式汽轮机,室内安装,全周进汽式,无调节级,主要以滑压方式运行,采用高压、中压、低压蒸汽旁路系统。
从高压过热器来的主蒸汽经高压缸做功后,经再热冷段在再热器前与中压过热器来的蒸汽汇合后进入再热器,而后经再热热段进入中压缸,做完功后的蒸汽从中压外层进入低压缸,低压过热器来的蒸汽在低压缸内汇合后进入低压缸做功,低压缸排汽轴向排入凝汽器。
汽轮机只有一个低压排汽缸,无高、低加等回热系统。
机组布置见下图:33真空系统漏点检测范围根据东亚电力(厦门)有限公司机组的具体情况,确定对如下设备检进行详细检测:1)凝汽器及相连的负压系统2)凝结水泵系统3)抽真空系统4)与真空相连的疏水系统5)主机高.中低压缸轴封等所有与真空相关的系统6)真空系统中焊缝、管接头、法兰和阀门接合处,轴封及预留口等一切可能存在的泄露部位等等4检测和治理时间甲乙双方约定的检测治理时间:2013年7月1日至7月31日,实际工作时间为7月9日至17日。
大唐鲁北电厂真空严密性分析报告大唐鲁北电厂#2机组真空系统查漏分析报告一、机组现状#2机组自上次启机以来真空严密性试验一直维持在2000pa/min 以上,(每次做真空严密性试验都只能做1、2分钟)而真空度也长期维持在较低的水平。
(84—92之间)但是#2机组溶氧一直都能维持在25μg/L的合格标准。
而导致真空度低的主要原因是循环水质差,从而引起凝汽器内部钛管结垢严重,进而导致了真空度长期维持在较低的水平。
二、真空系统查漏过程简介:2010年11月23日—11月25日,我公司在设备部专工张凯的带领下对#2机组真空系统进行了多次的外漏检测,共在低压缸人孔门、防爆门、轴封等部位找到多处微、小漏点;同时我们也对相关输水阀门的内漏情况进行了检查,没有发现对真空严密性有影响的内漏情况存在。
三、原因分析针对真空度低及真空严密性试验不合格的状况我们进行了漏点查找和分析,分析统计如下:1、根据国家电力行业标准,真空严密性试验应满足以下几个条件:a、机组负荷80%以上,b、关闭阀门并停真空泵,c、时间为8分钟,取后5分钟的平均值。
根据电厂专工介绍,#2机组在做真空严密性试验时只做了1、2分钟,不符合试验标准,得出的数据没有实际意义。
因为在试验的前几分钟真空系统很不稳定,将所得数据作为试验值不可靠。
2、假设机组真空系统存在大的泄漏点,有大量空气漏入,会导致凝结水的溶氧偏高,而现状是#2机组溶氧一直稳定在合格状态。
从这一点可推断整个真空系统没有大的外漏。
事例:大唐马鞍山当涂发电厂#1机组,真空严密性试验为870pa/min,溶氧为100μg/L以上,在低压缸防爆门查到2处大漏点并经处理后真空严密性达到了270pa/min,同时溶氧降到了40μg/L,这说明在凝结水面以上的外部泄漏同样也影响溶氧。
所以我们可以基本肯定,如果本机组真空严密性试验为2000pa/min以上,除非漏点在抽真空管道上,否则#2机组的溶氧不可能长期保持合格。
#1、#2机组真空严密性不合格的分析总结及运行中注意事项#1、#2机组真空严密性试验不合格,组织现场人员进行真空系统查漏,采取有效措施,现在真空严密性达到优良水平一、原因分析1、机组大修后轴封间隙发生变化,原有轴封压力要求偏低,现将轴封母管压力由原来的55KPa提高到65KPa,保证轴封温度250℃以上,轴封疏水通畅,不积水。
及时调整小机轴封,保证不冒汽,不吸气。
2、1A小机高压侧轴封疏水不畅,轴封回汽不畅,导致轴封供汽量小,高压侧轴封冒汽,低压侧轴封吸气,影响机组真空,高压轴封冒汽使得1A小机油中水分超标。
3、小机采用迷宫式水封,密封水量随泵内压力变化而变化,由于凝结水压力波动,调门调节性能等因素影响,引起小机密封水量变化,不能适时完全跟踪调节,往往导致密封水调门过调,密封水量过大则小机油中进水,密封水量小会漏真空,密封水量过小也会导致小机油中进水。
因此对于密封水的调节直接影响真空和小机油质变化。
人为手动很难控制。
4、轴加水封注水情况及轴加水位控制影响真空,#2机轴加水封注水排空不充分,导致正常疏水门不能正常调节水位,要开启事故疏水门调节水位,事故疏水门不能自动调节水位,当水位低时就会漏真空。
现在只能就地调节。
二、采取了有效的措施及时进行调整。
(一)#1机组采取措施如下:1、检查#1机大机低加所有放水、排空门及管道疏水门,没有发现漏点。
2、检查#1机轴加危机疏水门在关闭位置,进行手紧,调整#1机轴加正常疏水门,保持轴加在正常水位运行。
3、检查#1机大机轴封,#1机大机轴封供汽正常,但是轴封压力偏低,将轴封压力由55KPa提高到65KPa,检查就地无冒汽、吸气现象,此时真空略微上升。
4、就地检查小机密封水,发现汽泵泵体两侧排空管有轻微的吸气,检查小机密封水回水水封排空及放水门正常无漏气现象,小机密封水水封旁路门有开度,调整小机密封水,关闭小机密封水回水水封旁路门,检查汽泵端部没有漏水,汽泵泵体两侧排空管不再吸气。
批准:审核:主检:声明: 1、本检验报告涂改、换页无效。
未经本单位书面批准,不得部分复制本检验报告。
(完全复制除外)
2、对本报告如有异议,应在收到报告15日内以书面形式向本单位提出,过期不予受理。
检验单位地址:
电话:送验日期:年 月 日检验日期:年 月 日报告日期:年 月 日
见证单位:检验类别:
见证人员:
监督登记号:型号规格:样品编号:
检评依据:工程部位:
5.1.34、中空玻璃露点检
验报告委托单位:报告编号:
生产单位:样品名称:
中空玻璃露点检验报告
工程名称:检验单位:(检测报告专用章)。
汽轮机真空系统安装及严密性的检查1.真空系统概述汽轮机组的真空系统是由抽真空系统和轴封蒸汽系统以及与凝汽器直接间接连接的管道部分组成,其作用就是用来建立汽轮机组的低背压,也就是用来建立凝汽器的高真空,使蒸汽能够最大限度的把热焓转变为汽轮机的动能。
汽轮机的真空严密性不合格,将直接影响机组的真空程度,并影响凝结水的溶氧量,对发电厂的经济运行十分不利。
严重的直接影响到机组是否能带满负荷运行。
目前,机组为真空严密性已成为考核电厂运行状况的硬性指标。
所以真空系统安装过程中就要特别注意和加强以下问题:⑴做好凝汽器穿、胀、割管工作。
⑵所有焊口由合格的焊工施焊,焊后认真检查。
⑶实行系统专人负责制,每个与真空有关的系统定人负责。
⑷波形节的施焊避免强力对口,对不易施焊的地方应加强监督,焊口做着色检查,整个波形节做水压试验。
⑸阀门解体、水压检查。
⑹对危急疏放水管道固定应符合设计院对支吊架的要求,以防危急疏水时汽水冲击而产生的管道振动,对管道焊口的影响。
⑺水封注水阀门的安装应保证水封内无空气窝存。
⑻凝汽器灌水检查由专工组织相关专业技术员及班组长认真检查,认真填写检查记录表,整改意见表,及反馈表,实行闭式管理。
2.真空系统的安装针对本台机组的特点,并结合以往工程的经验,涉及到机组真空系统的安装过程,我们力求作到部部把关,处处到位,想所有所想的,做所有所做的。
控制好所有的关键点,并有目的的针对本工程具体实际,适当的进行了技术改造。
具体有如下几点:2.1凝汽器膨胀节的组合和安装本工程凝汽器膨胀节厂家分四大块供货,现场焊接组合,膨胀节处用很薄的不锈钢板(材质:1Cr18Ni9Ti 厚度3mm)分段组合而成。
为保证凝汽器膨胀节的最终质量,我们特别加强了组合过程中的焊接控制,焊接专职针对薄板不锈钢焊接的具体特点,现场亲自指导施焊人员具体操作,采用合理的焊接施工顺序和焊接工艺,特别是加强过程控制,一旦发现焊接过程产生微小的局部应力变形或裂纹,立即停止施焊,分析原因,采取完善措施。
真空严密性治理漏点检测报告摘要:本次报告旨在评估真空系统严密性治理的漏点,并提出相应的解决方案。
通过对真空系统的详细检测和分析,发现了系统中存在的漏点,并依据其严重程度提出了相应的治理建议,以提高系统的严密性和安全性。
一、引言真空系统在工业和科学研究领域中有着广泛的应用,其严密性对系统的稳定性和性能起到至关重要的作用。
本次检测旨在发现系统中的漏点,并提出相应的解决方案,以确保系统正常运行。
二、检测方法我们采用了多种方法和工具进行真空严密性的检测,包括压力测试、热电偶探测、气体追踪技术等。
通过对系统不同部位的细致检测和数据分析,我们获得了准确的检测结果。
三、检测结果与分析根据检测结果,我们发现真空系统存在以下几个严密性治理漏点:1.密封件老化:一些密封件长期使用后出现老化现象,导致密封不严,影响系统真空度和安全性。
2.管道连接松动:部分管道接头存在连接不紧密的情况,容易导致气体泄漏和真空度下降。
3.设备损坏:部分设备存在损坏或磨损现象,造成密封不完整,影响系统的真空严密性。
4.气体泄漏点:在系统的一些关键位置存在气体泄漏点,导致真空度下降,严重情况下可能会影响系统的正常运行。
根据漏点的严重程度,我们将其分为三个等级:重要漏点、一般漏点和轻微漏点。
针对不同等级的漏点,我们提出了相应的治理建议。
四、治理建议1.重要漏点:a.更换老化的密封件,并加强对密封件进行定期检测和维护。
b.对松动的管道连接进行紧固,确保连接紧密。
2.一般漏点:a.对损坏或磨损的设备进行修复或更换。
b.对气体泄漏点进行密封处理,确保系统真空度的稳定性。
3.轻微漏点:a.对轻微泄露点进行监控,确保其不会有进一步扩大的趋势。
五、结论通过本次真空严密性治理漏点的检测和分析,我们发现了系统中存在的漏点,并提出了相应的治理建议。
通过严密性治理的有效措施,可以提高系统的真空度和安全性。
我们建议定期进行真空系统的维护和检测,以确保系统的正常运行。
神华阳光神木发电有限公司6号汽轮机真空系统检漏与软堵漏报告陕西新能科技开发有限公司二○○九年十二月项目名称神华阳光神木发电有限公司5号汽轮机真空系统检漏与软堵漏项目来源神华阳光神木发电有限公司工作时间2009年10月-2009年12月项目负责工作人员神华阳光神木发电有限公司工作人员:当值运行发电部汽机分部报告编写目录1前言--------------------------------------------------------------------------------------------12仪器及方法-----------------------------------------------------------------------------------13检漏结果--------------------------------------------------------------------------------------14处理措施--------------------------------------------------------------------------------------25试验结果--------------------------------------------------------------------------------------26结论及建议-----------------------------------------------------------------------------------31 前言神华阳光神木发电有限公司6号汽轮机与5号机相同,均为东方汽轮机厂生产的超高压一次中间再热空冷凝汽式汽轮机,该机自投产以来,真空严密性一直较差,多次进行检漏、堵漏工作,效果均不显著。
我公司继完成5号机的检、堵漏工作后,受电厂委托,于2009年10月至2009年12月间对6号机真空系统进行了全面深入的检查,并对检出的漏点进行了软堵漏。
汽轮机真空系统泄漏点的查找与分析摘要:汽轮机真空系统的建立是机组投产时一个主要考核指标,真空系统严密性与否将直接影响机组的安全性与经济性。
文中对影响汽轮机真空严密性的原因进行分析, 同时提出解决措施, 对存在共性的机组具有一定的借鉴意义。
关键词:真空系统;泄漏点;查找;措施某电厂2×640MW 超临界机组,汽轮机为北重阿尔斯通电气设备有限公司生产的超临界压力汽轮机,型式为超临界、单轴、一次中间再热、四缸四排汽、纯凝汽式汽轮机。
该机组在整套试运期间真空严密性非常优秀,具体数据为: A 凝汽器0.034KPa/min,B 凝汽器0.002KPa/min,A、B 凝汽器真空平均下降率为0.018KPa/min,真空严密性优良。
一、提高汽轮机真空系统严密性的管理措施为确保汽机真空系统的严密性达到设计要求,杜绝系统泄漏,提高汽机真空度,管理单位组织了参建单位采取了下列具体措施:1. 组织措施安装单位成立由专业工程处负责人、专业工程师、质检员、班组长组成的专业小组。
专业负责人全面负责真空系统的施工,包括方案制定、工艺制定、过程监督及验收。
2. 技术措施安装单位在施工前专业工程师编写作业指导书,焊接工艺卡,管道安装工艺卡,法兰连接工艺卡,确定真空系统范围,并报监理公司审核。
3. 管理措施将焊接无损检验提高验收等级;对各系统阀门均进行严格检查,并作严密性试验,不合格坚决不予使用;所有的系统管道由专职人员检查管内清洁度,经确认合格后放可对口焊接;严格执行各工艺卡内容,监理和项目部专业人员监督到位,使管道、法兰安装等全面处于受控状态;对汽轮机中低压连通管、轴封端盖、防爆门等密封面的清理检查工作严格把关,严格按制造厂要求进行施工,将安装精度控制在制造厂标准或验评标准范围内,小汽机排汽蝶阀的关闭限位也通过灌水试验检查予以确认。
二、提高汽轮机真空系统严密性的施工措施1. 分部试运期间在真空系统安装结束后,安装单位对凝汽器进行了两次灌水查漏检查,每次灌水的高度均至汽封洼窝下100mm处,将系统中发现的漏点逐一进行排查和消除,灌水前凡是与真空系统相联接的管路、设备及阀门等均投入:低压缸汽缸疏水管、高中压汽门和门杆漏汽;凝汽器与#7、#8 低加及本体附件;凝泵吸入侧管路凝汽器疏放水集管及管路疏放水至凝汽器的一次门(包括所有与凝汽器汽侧相连的管路);汽机本体、给水泵汽轮机轴封管路及疏放水管路;再热冷段(排汽口至逆止门管段和疏水管);高低压加热器及疏水管、轴封冷却器;真空抽汽系统(抽汽口至真空泵前管段、阀门);凝送泵至凝汽器补充水管路,汽动给水泵汽轮机排汽阀至凝汽器接口段等设备系统管道;每发现一处漏点即停止灌水,将漏点处理完再进行灌水,灌水合格后再将水位降至运行状态。
东亚电力(厦门)有限公司#2机组真空检测治理报告
西安世豪电力科技有限公司
2013年7月
工作单位:西安世豪电力科技有限公司工作人员:王鑫.韩从飞.王耀祖
项目负责人:王鑫
工作时间:2013年7月
编制:王鑫
1真空系统查漏目的
1)汽轮机真空系统漏入空气时,由于空气的存在,蒸汽与冷却水的换热系数降低,造
成凝汽器换热效率下降。
当漏入空气大,水环真空泵不能够将漏入的空气及时抽走,就会导致机组的排汽压力和排汽温度上升,这样就会降低汽轮机组的效率,同时可导致凝结水溶氧增加,造成低压设备氧腐蚀。
因此法规规定,真空下降速度应小于400pa/min,当超过时应查找原因。
2)东亚电力(厦门)有限公司#2机组真空严密性不合格,高达900pa/min,为此委托
我公司进行查漏和治理,通过治理达到要求270 pa/min以下。
2机组概况
1)东亚电力#2号机组汽轮机是配套西门子SGT5-4000F系列燃气轮机用的联合循环汽
轮机。
燃机-汽机采用一拖一、单轴布置方式。
联合循环汽轮机采用了西门子典型HE型汽轮机结构形式,上海电气电站设备有限公司按照西门子的技术和规范设计制造。
2)汽轮机为SIEMENS公司生产的型号为H30-25,E-30-25-1×12.5(TCF1)三压、再
热、双缸凝汽式汽轮机,室内安装,全周进汽式,无调节级,主要以滑压方式运行,采用高压、中压、低压蒸汽旁路系统。
从高压过热器来的主蒸汽经高压缸做功后,经再热冷段在再热器前与中压过热器来的蒸汽汇合后进入再热器,而后经再热热段进入中压缸,做完功后的蒸汽从中压外层进入低压缸,低压过热器来的蒸汽在低压缸内汇合后进入低压缸做功,低压缸排汽轴向排入凝汽器。
汽轮机只有一个低压排汽缸,无高、低加等回热系统。
机组布置见下图:
3真空系统漏点检测范围
根据东亚电力(厦门)有限公司机组的具体情况,确定对如下设备检进行详细检测:
1)凝汽器及相连的负压系统
2)凝结水泵系统
3)抽真空系统
4)与真空相连的疏水系统
5)主机高.中低压缸轴封等所有与真空相关的系统
6)真空系统中焊缝、管接头、法兰和阀门接合处,轴封及预留口等一切可能存在的泄
露部位等等
4检测和治理时间
甲乙双方约定的检测治理时间:2013年7月1日至7月31日,实际工作时间为7月9日至17日。
5检测方法及步骤
1)测点布置:检测真空系统设备时将仪器吸枪布置在真空泵排大气管口处。
2)校准仪表:检测前、校准器校准,使仪器归零,否则测试无效。
3)检测漏点:架设好仪器.然后再真空系统可能存在漏点位置逐一喷射氦气,根据仪
器的变化情分析判断漏点的大小。
6检测用主要测量设备
1)氦质普检漏仪检测原理
氦质谱检漏是在质谱室中将气体电离,利用不同荷质比的离子具有不同电磁特性的特点而将示踪气体分离,检测并加以显示的新技术。
2)氦质谱检漏仪的使用方法是:将仪器测试口配接的吸枪口(探头)连接在凝汽器真
空泵的排大气出口处(或置于射水池边),此时根据机组运行状况及性能参数初步排查出真空系统中的可疑漏点;再对可疑漏电喷吹适量氦气,如果存在漏点,氦气则由此进入真空系统并从排气口排出;然后通过吸抢吸入氦质谱仪,仪器的响应程度直接反映漏点的泄漏状况,并以仪器上所显示的数值进行检测和判断。
7氦质普检漏仪的简介
1)主机
SFJ-261型氦质谱检漏仪是借鉴国外先进的检漏技术和我公司质谱生产经验设计而成。
关键部件均采用进口,性能稳定可靠。
它不仅灵敏度高,而且操作方便,能够双灯丝自动切换、自动调零、自动校准和自动量程切换,达到目前国际上先进水平。
2)技术参数:
最小可检漏率:5×10-12Pa•m3/s
漏率显示范围:1×10-3~1×10-12Pa•m3/s
启动时间:≤5min
响应时间:<2s
检漏口最高压力:1000Pa
极限真空:5×10-4Pa 主机尺寸:560(W)×420(D)×300(H)
3)主要特点:
新型进口复合性分子泵提高了抽气速率,改善了氦本底的清除时间,有效防止氦污染
电磁阀组合阀座的设计减少了连接管道,缩小了体积,使产品更可靠
180°扇型偏转磁场的质谱室设计,提高了检漏仪的稳定性
全自动控制操作模式,使用更方便、快捷
按下调零键既可快速清楚氦本底信号
离子源内双灯丝自动切换,使得离子源寿命更长久
进口放大器的使用,提高了放大器的性噪比,从而提高了检漏灵敏度
逆流法检漏模式使得灯丝寿命更长
机械部件和电气、电子部分严格分开,避免了电磁场和温度的干扰,让仪器运行更可靠
8检测结果
2013年7月我公司技术人员对东亚电力(厦门)有限公司#2机组的真空系统进行检测。
本次真空系统可能的漏点进行了检测判断,发现大的漏点2处,检测结果详见下表:
28号漏点处理前:28号漏点处理后:(已完全封堵)
29号漏点处理前:
29号漏点处理后:(已完全封堵)
9仪器漏率判断标准
1)氦质谱检漏仪标准漏率: 1.6E-8
2)氦质谱检漏仪标准零位: 1.0E-12
3)氦质谱检漏仪漏量范围: 1.6E-8至9.0E-8(为小漏率)
4)氦质谱检漏仪漏量范围: 1.0E-7至1.0E-6(为中漏率)
5)氦质谱检漏仪漏量范围: 1.1E-6至1.0E-5(为大漏量)
6)氦质谱检漏仪漏量范围: 1.1E-5至1.0E-3(为特大漏量)
10试验结果
#2机真空查漏处理完毕,按照真空严密性试验的规程进行了试验:机组负荷达到80%以上真空稳定,设备运行达到试验标准,停止运行真空泵关闭真空泵入口门:30秒后开始记录共计八分钟,取后五分钟平均值:结果为95.2pa/min(为合格)
11结束语
真空系统严密性作为汽轮机发电机组的重要安全经济指标之一,必须对其定期试验,加强监视。
严密性不足的根本原因是泄漏,造成真空系统泄漏技术上的因素是多方面的,各类泄漏原因在机理上也有所区别,并且泄漏原因与部位和严密性不足所引
发的现象之间不是一一对应的确定关系。
本次贵公司#2机的漏点被保温和护罩覆盖,具有隐蔽性强,不易发现、检测难度大的特点,需要有丰富现场的经验才能找到漏点。
我公司技术人员根据现场的实际情况,两台机组交叉作业,相互借鉴推敲最终将漏点得以处理,真空严密性的成功解决将为机组的经济运行带来很大的益处。
西安世豪电力科技有限公司
2013年7月22日。