SBA-H型钢附件智能焊接生产线
- 格式:doc
- 大小:27.50 KB
- 文档页数:1

我国第一条焊接H型钢生产线的研制和生产
米文权
【期刊名称】《武钢技术》
【年(卷),期】1993()3
【摘要】H型钢钢结构是当今国际上新型钢结构的发展方向。
它广泛用于厂房结构、电视塔、飞机库、地下铁道等建筑,本文详细介绍了我国第一条焊接H型钢生产线的工艺流程和专用设备的结构和特点,以及建成投产后在该厂所产生的经济效益。
为我国描准国际市场,今后进一步发展焊接H型钢钢结构提供经验和依据。
【总页数】4页(P62-65)
【关键词】H型钢;焊接生产线;研制
【作者】米文权
【作者单位】金属结构厂
【正文语种】中文
【中图分类】TG333.6
【相关文献】
1.焊接H型钢生产线在线铣削机的研制 [J], 李志云;蒯振刚
2.齐二机床成功研制我国第一条重型铝锭组合铣床生产线 [J], 刘长海
3.我国第一条自主知识产权的水泥熟料示范生产线铜陵海螺5000吨/日熟料生产线工程扫描 [J], 武守富;季尚行
4.太原通泽重工有限公司研制的国产第一条36MN不锈钢挤压管生产线热试一次
成功 [J], 冀文生
5.国内第一条“船用机器人柔性焊接生产线”研制成功 [J], 林应雄
因版权原因,仅展示原文概要,查看原文内容请购买。
焊接H型钢自动生产线的设计和制造随着国内钢结构行业的不断发展,H型钢在许多钢结构厂房、机场、高层建筑及桥梁中得到普遍的应用。
H型钢原本由钢厂轧制而成,但因轧制型钢的规格有限且价格比普通优质钢板高得多,使焊接H型钢逐渐成为建筑钢结构设计和生产中首选的结构型材,焊接H型钢的需求量逐年大幅度增加。
采用手工加机械组装焊接生产焊接H型钢的方式由于生产效率低,而远远不能满足建筑钢结构高速发展的需要。
因此,为提高焊接H型钢的生产效率,以自动生产线的方式组织生产是必然的发展趋势。
XXX机械设备有限公司自1994年开始生产焊接适用于轻钢制作的H型钢组装、焊接、矫正及多头切割机等设备,到目前为止,已在400多家用户单位得到成功的应用。
1996年初,zzz钢结构有限公司首先向我公司订购中型焊接H型钢自动生产线,并于当年上半年设计、试制、调试成功,正常投入生产,取得了良好的经济效益。
迄今,我公司已生产十多条类似的焊接H型钢自动生产线。
一、焊接H型钢组装焊接工艺流程焊接H型钢组装焊接工艺流程按所生产的H型钢规格范围和技术要求而有多种形式。
图1示出一种中型焊接H型钢组装焊接工艺流程方框图。
主要工序有切割下料、组装成形、点固焊、角焊缝自动焊、工件翻转,另一面角焊缝自动焊及翼缘矫正。
根据不同的技术要求还可增加焊前预处理或焊后抛丸清理处理以及切割坯料的矫正等。
生产线主要设备包括:数控/多头直条火焰切割机、输送辊道、H型组立机、90°翻转架,第一组单臂焊接操作机(两台)、60°翻转支架、平移机、二级输送辊道,180°链条翻转机、三级输送辊道、第二组单臂焊接操作机(两台)、60°翻转支架、平移机、可升降液压输入辊道、液压翼缘矫正机和可升降液压输出辊道等。
自动生产线的工作程序如下:①原材料钢板由车间桥式吊车吊至切割平台,多头切割机将钢板切割成不同规格的翼缘板和腹板,分别堆放于翼板和腹板坯料堆放区。
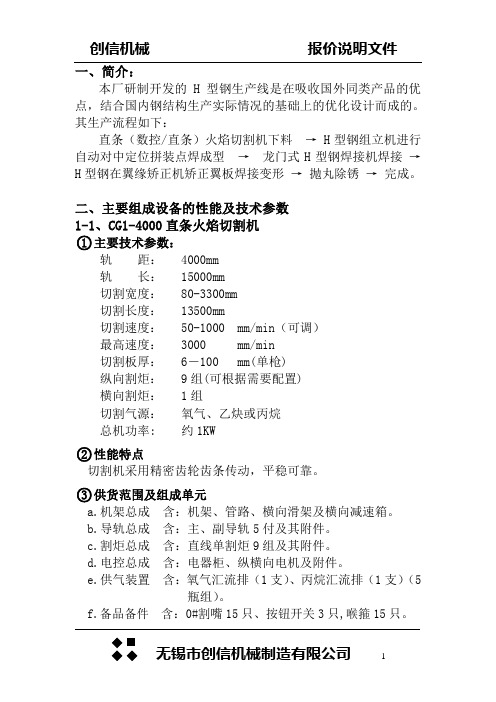
一、简介:本厂研制开发的H型钢生产线是在吸收国外同类产品的优点,结合国内钢结构生产实际情况的基础上的优化设计而成的。
其生产流程如下:直条(数控/直条)火焰切割机下料→ H型钢组立机进行自动对中定位拼装点焊成型→龙门式H型钢焊接机焊接→H型钢在翼缘矫正机矫正翼板焊接变形→抛丸除锈→完成。
二、主要组成设备的性能及技术参数1-1、CG1-4000直条火焰切割机○1主要技术参数:轨距: 4000mm轨长: 15000mm切割宽度: 80-3300mm切割长度: 13500mm切割速度: 50-1000 mm/min(可调)最高速度: 3000 mm/min切割板厚: 6-100 mm(单枪)纵向割炬: 9组(可根据需要配置)横向割炬: 1组切割气源:氧气、乙炔或丙烷总机功率: 约1KW○2性能特点切割机采用精密齿轮齿条传动,平稳可靠。
○3供货范围及组成单元a.机架总成含:机架、管路、横向滑架及横向减速箱。
b.导轨总成含:主、副导轨5付及其附件。
c.割炬总成含:直线单割炬9组及其附件。
d.电控总成含:电器柜、纵横向电机及附件。
e.供气装置含:氧气汇流排(1支)、丙烷汇流排(1支)(5瓶组)。
f.备品备件含:0#割嘴15只、按钮开关3只,喉箍15只。
○4技术文件(合同生效后发用户)a.整机使用说明书(包括电器原理图)b.设备合格证c.装箱单d.基础图、用户自制品图纸等1-2、 GS-4000数控/直条火焰切割机○1主要技术参数:轨距: 4000 mm轨长: 15000 mm切割宽度: 80-3300 mm(直条) 数控≤2500mm切割长度: 13500 mm切割速度: 50-1000 mm/min(可调)最高速度: 3000 mm/min切割板厚: 6-100 mm(单枪)纵向割炬: 9 组 (可根据需要配置)数控割炬: 2 组(电动升降、自动点火)切割气源: 氧气、乙炔或丙烷总机功率: 约2KW○2性能特点GS-4000数控/直条切割机采用斯达特SH2200数控火焰切割机专用控制系统。

自动化焊接生产线规划方案
一、自动化焊接生产线项目简介
自动化焊接生产线,是一种机电一体化的技术设备,可以有效提高焊接质量。
它可以取代传统的手工焊接,实现自动化加工和焊接,从而大大提高生产效率,降低成本,减少人工,减少设备和电能消耗,同时也可以显著改善产品的质量,增加竞争力。
二、自动化焊接生产线技术原理
自动化焊接生产线技术原理一般采用电路技术、控制系统技术和传动技术等结合来实现,可以实现对板材或棒材的焊接,它采用的是编程控制的自动焊接工艺,可根据工艺技术参数快速编程,能够根据实际焊接要求进行精确的变焊参数控制,达到焊接质量更高的要求。
1.规划施工现场及其安装布置:在安装前,必须根据生产实际需要,确定施工现场位置,布置设备的整体空间结构,然后根据规划的布置,按照确定的路线,对焊接线路进行引入、布置和固定。
2.编程及控制系统设计:根据产品的实际需求,以及电气焊接设备的实际操作规格,编制出必要的控制程序,运行焊接设备,实现自动化的焊接功能。

一体自动化焊接生产线标题:一体自动化焊接生产线引言概述:随着科技的不断发展,自动化技术在工业生产中得到了广泛应用。
一体自动化焊接生产线作为一种高效、精准的生产方式,正逐渐成为焊接行业的主流。
本文将从多个方面介绍一体自动化焊接生产线的优势和应用。
一、提高生产效率1.1 自动化焊接生产线能够实现连续、高速的焊接作业,大大提高了生产效率。
1.2 通过自动化控制系统,可以实现焊接参数的精准调节,确保焊接质量。
1.3 自动化焊接生产线可以24小时不间断工作,有效缩短了生产周期。
二、降低生产成本2.1 自动化焊接生产线减少了人工干预,降低了人工成本。
2.2 自动化焊接生产线可以减少焊接材料的浪费,节约了生产成本。
2.3 自动化焊接生产线具有较高的稳定性和可靠性,减少了维护成本。
三、提高焊接质量3.1 自动化焊接生产线能够保持焊接参数的一致性,提高了焊接质量的稳定性。
3.2 自动化焊接生产线可以实现多轴焊接,提高了焊接的精度和准确性。
3.3 自动化焊接生产线采用先进的检测技术,能够实时监测焊接质量,及时调整参数。
四、提升生产环境4.1 自动化焊接生产线减少了焊接烟尘和废气的排放,改善了生产环境。
4.2 自动化焊接生产线的噪音较小,减少了对工人的影响。
4.3 自动化焊接生产线的工作过程自动化程度高,减少了人为干扰,提升了生产效率。
五、应用前景展望5.1 随着自动化技术的不断发展,一体自动化焊接生产线将更加智能化、高效化。
5.2 一体自动化焊接生产线将在汽车制造、航空航天、船舶制造等领域得到广泛应用。
5.3 未来一体自动化焊接生产线有望成为焊接行业的主流生产方式,为工业生产带来更大的效益。
结语:一体自动化焊接生产线作为一种高效、精准的生产方式,不仅提高了生产效率和焊接质量,同时也降低了生产成本,改善了生产环境。
随着技术的不断进步,一体自动化焊接生产线的应用前景将更加广阔。
H型钢焊接生产线技术说明甘肃工大西鹏科技发展有限公司二零零三年二月甘肃工大西鹏科技发展有限责任公司是有甘肃西脉新材料科技股份有限公司控股的,在原甘肃工业大学焊接器材公司基础上经股份改造重新组建的一家专业化公司。
从事焊接新产品、新技术的开发、推广及应用工作。
本公司是西北地区最大的专业焊接公司。
是美国林肯、瑞典伊萨、日本松下以及国内焊接知名品牌如锦泰焊材、阳通成套焊接设备的指定代理服务商。
公司具有综合焊接技术服务能力,我们的产品=品牌产品+西鹏公司全方位服务。
公司于2002年为母公司提供了全套“H”型钢生产线及技术支持服务。
目前西脉钢构已成为本地区知名的钢构生产企业。
本公司为贵公司推荐的H型钢生产线为无锡阳通成套焊接设备公司(机械设备公司)出产,其主要组成设备有:●切割设备A:CNC-CG4000系列数控/直条火焰切割机B:CG1-3000A型多头直条火焰切割机●H型钢组立设备A:Z15型H型钢组立机B:ZLJ15新型H型钢组立机●H型钢埋弧焊接机1A:LHA型H型钢龙门式焊接机B:LHC型悬臂式焊接机●H型钢翼缘矫正机A:HYJ-800型翼缘矫正机B:HYJ-600型翼缘矫正机C:YTJ-60A型液压翼缘矫正机●H型钢抛丸清理机A:HP6012B 型H型钢抛丸清理机B:HP8016B 型H型钢抛丸清理机C:HP1018型H型钢抛丸清理机H型钢生产线配套设备有●磁座式钻床●CO2气保焊机(推荐唐山松下公司KR500)●MZ系列埋弧焊机(推荐数控)●三维数控钻●平面数控钻●H型钢端面铣●H型钢带锯床●数控相贯线切割机●铣边机一.产品性能介绍21、C N C-C G4000A数控/直条火焰切割机1.1技术参数横向跨距:4000mm轨道长度:15000mm有效切割宽度:3200mm有效切割长度:12500mm切割速度:50~1000mm/min(可任意设定)返程速度:5000mm/min(可任意设定)数控割炬组:2组纵向直条割炬组:9组火焰切割厚度:6~100mm(单枪)切割精度:±0.5mm/1000mm切割表面粗糙度:≥Ra12.5切割气源:氧气、乙炔或丙烷(订货时说明)纵向驱动方式:采用日本松下伺服电机单边驱动方式1.2性能特点为了满足市场需求,CNC系列数控火焰切割机具备高、中、低档(B/A/C)多种配置,每种机型均能按用户要求加配等离子切割、喷粉划线、割炬自动调高控制、系统自动编程等装置,并可按用户要求设计和生产相应的数控切割专机。
一体自动化焊接生产线一体自动化焊接生产线是一种高效、精确且可靠的焊接生产线,能够实现对各种金属工件的自动焊接操作。
本文将详细介绍一体自动化焊接生产线的标准格式,包括其定义、组成部份、工作原理、优势和应用领域等方面的内容。
一、定义一体自动化焊接生产线是指将焊接机器人、焊接设备、输送设备、控制系统等多个组成部份有机地结合在一起,形成一个完整的自动化焊接生产线。
通过集成化的设计和自动化的操作,实现对工件的高效、精确和连续焊接,提高生产效率和产品质量。
二、组成部份一体自动化焊接生产线通常由以下几个组成部份组成:1. 焊接机器人:负责完成焊接操作的机器人,具有高精度和高速度的特点,能够根据预设的程序完成焊接任务。
2. 焊接设备:包括焊接电源、焊枪、气体保护系统等,用于提供焊接所需的能量和材料。
3. 输送设备:用于将待焊工件从一个工作站输送到另一个工作站,实现焊接过程的连续进行。
4. 控制系统:用于控制整个焊接生产线的运行,包括机器人控制、设备控制、输送控制等。
三、工作原理一体自动化焊接生产线的工作原理如下:1. 工件上料:待焊工件通过输送设备从上料区域送入焊接区域。
2. 焊接操作:焊接机器人根据预设的程序,将焊枪对准工件进行焊接操作。
焊接设备提供所需的能量和材料,实现焊接过程。
3. 检测与质量控制:通过传感器和视觉系统对焊接质量进行检测,确保焊接质量符合要求。
4. 工件下料:焊接完成后,工件通过输送设备从焊接区域送入下料区域。
四、优势一体自动化焊接生产线具有以下优势:1. 高效性:通过自动化操作和连续化生产,大大提高了焊接生产效率。
2. 精确性:焊接机器人具有高精度和高重复性,能够实现精确的焊接操作。
3. 可靠性:通过集成化的设计和自动化的控制,减少了人为因素的干扰,提高了焊接质量的稳定性和可靠性。
4. 安全性:自动化操作减少了人员的直接参预,降低了工作风险,提高了工作安全性。
五、应用领域一体自动化焊接生产线广泛应用于各个行业的焊接生产中,特殊是对焊接质量和生产效率要求较高的领域,如汽车创造、航空航天、电子设备、家电创造等。
SBA(Steel Beam Assembler)-H型钢附件智能焊接生产线
钢结构企业,无论轻钢、重钢还是装配式钢结构,其梁(H型钢梁、箱型梁)、柱(H型钢柱、箱型柱、圆管柱)上面都要焊接上各种加劲板、连接板、牛腿等各种部件,这些作业需要在工厂严格按照设计图纸预制,然后到工地现场组装连接。
在钢构件生产制作过程中,焊接作业占有很大比例。
H型钢成型焊接如平腹板H型钢的埋弧自动焊、波浪腹板H型钢的气保焊,因为其焊接过程自动化程度较高,生产节拍好计划也好控制。
但往H型钢上面焊接加劲板、连接板、牛腿等装配焊接作业因为焊接量大,通常又都是人工组对焊接,则很难计划其生产节拍,只能根据实际进度调整人力的投入量和加班时间。
该环节的大量的焊接作业往往成为钢构企业生产进度的瓶颈,影响交货周期的原因十之八九出在这里。
人力成本的高企越来越让企业感到难以承受,但又无法回避。
而焊接工的成本尤其沉重和直接,按天计酬,几百块一天,且人员流动大,企业管理成本也必然因此增加。
现状如此,企业只有叹息,残喘招架。
工业4.0、工业制造2025、机器人换人、工业化生产的概念可谓应运而生,现状逼迫企业要么转型要么升级。
转型谈何容易,小企业具备游击式灵活,但已成规模的企业船大难掉头,往往就只有升级这一条路可走,不走就死,走了可能暂时困难,但前景光明。
本人带着如何实现钢结构的智能化生产这样一个课题去欧洲考察。
在波兰看到了奥地利之门(Zeman)公司生产的SBA的生产过程,顿时眼前一亮。
钢结构智能化生产是可以实现的。
H型钢装配焊接作业能实现机器人换人。
能做到提高效率和精度,又能降低人力成本。
希望国内装备制造企业能尽快研发出SBA类的产品,以促进钢结构企业的顺利升级。