国内柠檬酸废水处理方法研究进展
- 格式:pdf
- 大小:358.99 KB
- 文档页数:3
柠檬酸综合废水的处理工艺1废水水质与水量某柠檬酸厂生产过程中排放多股废水(浓糖水、洗糖水、洗滤布水等),重要具有大量的可溶性有机物(糖类、脂肪酸、蛋白质、淀粉等),其可生化性很好、不具有毒有害物质、展现黄色。
该厂柠檬酸产量为6X10't∕a,其废水水质、水量见表1。
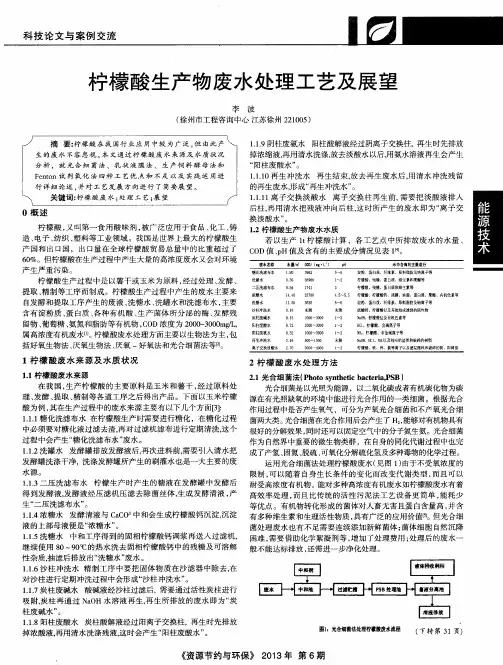
表1柠檬酸综合废水水质、水量水量(m 3/d) C0D(mg∕1) BOD(mg∕1) PH温度 (℃)SS(mg∕1)色度(倍) 7000 1000060003~560-70 10002502工艺流程柠檬酸废水采用以预处理、厌氧UASB 为主体,三级好氧为后处 理日勺工艺流程(见图Do燃气利用2.1预处理废水首先通过预处理除去固体物质、减少水温、均化水质。
预处理构筑物包车间来水I.初沉池2.调节池3.冷却塔4.UASB5.中沉池6.HT (沉淀池7.一体式口化沟儿病熨床9,终沉池图1废水处理工艺流程图括初沉池、调整池、冷却塔,经预处理后废水水温降至37°C左右,到达中温厌氧发酵所需的规定,同步它还能保证处理系统运行的稳定性。
2.2UASB反应器建有2座UASB反应器,总体尺寸为40mX24mX12.8m,有效区高度为9.8mo每座反应器的总体积为6144命(为目前我国最大的单体单室反应器),有效体积率也高达76%。
实际运行的水力停留时间为32h,容积负荷为8kgC0D∕(m3∙d),CoD清除率为92%〜93%,这在我国大型的UASB反应器中也是较高日勺[k2]o2.3中沉池由于厌氧出水中带有一定的I污泥,而好氧进水规定污泥含量较低,因此在UASB反应器后建一座中沉池用来清除大部分的厌氧污泥。
2.4曝气沉淀池柠檬酸废水中具有大量的Ca-厌氧出水C/高达700〜900mg∕1),如不清除会对好氧设备及构筑物产生较大影响,曝气沉淀池就是针对清除Ca?♦而设计的。
在池中Ca?+因适量曝气形成钙盐沉淀或被污泥吸附最终通过排放污泥将其清除。
MBR工艺深度处理柠檬酸废水的探究摘要:MBR工艺是近几年来新兴的一种膜处理工艺,在处理生活污水中运用比较成熟,处理效果比较好,但对一些其他行业的废水和深度处理方面,还在试探研究阶段。
通过小试探索MBR对柠檬酸废水深度处理的效果。
关键词:MBR工艺;柠檬酸废水;小试。
MBR process for advanced treatment of wastewater from citric acid researchAbstract: MBR technology is a emerging membrane treatment process in recent years,in the treatment of domestic sewage using comparative mature,the treatment effect is better. But some of the other industry waste water and the depth of processing, is also to test the research stage. Through the experiment exploring MBR on citric acid wastewater treatment effect.Key word:MBR; Citric acid wastewater; Miniature experiment小试目的山东某集团股份有限公司是国内较大柠檬酸生产企业,因工厂需搬迁,相应污水排放标准更加严格,COD要求小于50mg/l,目前运行的污水站出水COD在120左右,色度也不达标。
故用MBR反应器进行小试,探究MBR是否适用于柠檬酸废水的深度处理。
二、MBR介绍膜生物反应器(MBR)是一种用膜分离过程取代传统活性污泥法中二次沉淀池的水处理技术。
在传统的废水生物处理技术中,泥水分离通常是在二沉池中靠重力作用完成的,其分离效率依赖于活性污泥的沉降性能,沉降性越好,泥水分离效率越高。
光合细菌法处理柠檬酸废水日本自20世纪60年代起便开展利用PSB法处理高浓度有机废水的实验研究,先后成功地对食品、淀粉、粪尿、皮革等废水进行处理(并建立了日处理量几十至几千吨废水的大中型实用系统。
我国从20世纪50年代就对PSB进行了基础理论的研究,但应用研究起步较晚。
上海交大和南通发酵厂在利用光合细菌处理柠檬酸废水小试成功的基础上又进行了利用光合细菌处理柠檬酸废水的大量试验,并建立了日处理量150~2007t的柠檬酸废水处理装置。
将光合细菌与酵母菌两者综合起来处理柠檬酸废水,取得了较好的结果:第一步用热带假丝酵母处理后,柠檬酸废水的CODCr去除率为13.6%,出水pH为7.5,沉淀的酵母泥干重得率7.0g/L,其中蛋白质质量分数47%;第二步用光合细菌处理后,CODCr去除率为58%,总去除率达到63.7&,出水pH为9.6,絮凝沉淀的光合细菌泥干重得率1.2g/L,其中蛋白质质量分数51%。
光合细菌法与其他柠檬酸废水处理方法相比,具有处理效果好,无二次污染,运行稳定,耐冲击负荷,管理方便,处理成本低等优点,是一种方便快捷的柠檬酸废水处理方法。
厌氧—兼氧—好氧生物组合法在厌氧—好氧处理工艺中,普遍存在着好氧单元处理厌氧单元出水运行效果较差的现象,致使整体处理工艺难以达到满意运行效果。
其可能原因:1)厌氧出水中溶解氧很低,厌氧出水的氧化电位低,直接进入后续的好氧单元,其水质条件不能满足好氧微生物生长活动的需要;2)厌氧出水中某些厌氧产物如硫化物、氨等,对好氧微生物有一定的抑制作用。
在柠檬酸废水处理的工程中,若设计在厌氧、好氧单元之间增加一生物转化器,其功能为厌氧出水进入后续好氧处理前增加废水的溶解氧,去除废水中的厌氧产物,减轻其对后续好氧处理的抑制影响。
运行结果表明:因生产过程中硫酸钙的流失,厌氧出水中硫化物的质量浓度为96 mg/L,控制生物转化器内混合液溶解氧的质量浓度为1.0 mg/L~1.5 mg/L,硫细菌将废水中的硫化物氧化为单质硫和硫酸盐,出水中硫化物的质量浓度为3.4 mg/L,去除率达到96%。
柠檬酸回收及其在工业废水处理中的应用柠檬酸是一种广泛使用的有机酸,它不仅可以用于食品和饮料工业,同时也被广泛应用于医药、化妆品和洗涤剂等领域。
但是,由于柠檬酸的制备过程中会产生大量的废水和废酸,这些废物的排放不仅会污染环境,同时也会浪费资源,降低生产效率。
因此,柠檬酸的回收和再利用已经成为当前的热点问题之一。
一、柠檬酸回收的方法目前,柠檬酸的回收主要采用两种方法:结晶法和与其他有机物质的复配法。
结晶法是将废液中的柠檬酸进行结晶,从中分离出柠檬酸,并将废液排放。
该方法操作简单、成本低、可连续操作,因此是目前最常用的柠檬酸回收方法。
与其他有机物质的复配法是将废液中的柠檬酸与其他有机物质进行复配,形成可再利用的产品。
这种方法不仅可以回收柠檬酸,还可以利用废液中的其他有机物质,具有较高的综合利用价值。
二、柠檬酸回收在工业废水处理中的应用柠檬酸回收不仅可以减少工业废水的排放,还可以有效地处理工业废水,具有广阔的应用前景。
1. 沉淀污泥的处理柠檬酸回收可将废液中的柠檬酸和铁离子复配形成Fe-Citrate,可以被沉淀污泥吸附,从而有效地去除废水中的有机污染物和重金属离子。
同时,沉淀污泥中的有机物和重金属也可通过适当的处理方式进行回收利用。
2. 改善水质废水中含有大量的有机物质和重金属离子,这会对水环境产生极大的污染。
柠檬酸回收可以有效地去除废水中的有机物质和重金属离子,可以改善水质,保护水资源。
3. 替代其他化学药剂目前,废水处理中常用的化学药剂包括氯化铁、氯化铝、聚合氯化铝等。
然而,这些化学药剂在使用过程中会产生二次污染,同时也会造成成本上的浪费。
柠檬酸回收可以替代这些化学药剂,降低成本,减少污染。
三、结语综上所述,柠檬酸的回收并不困难,能够有效地减少工业废水的排放,并且能够有效地处理废水。
因此,柠檬酸回收在保护环境、提高资源利用率方面具有重要的意义。
希望未来能有更多的研究和应用,实现柠檬酸回收的可持续发展。
柠檬酸废水处理案例分析柠檬酸厂生产规模较大,每天产生的柠檬酸废水约1500吨。
废水处理系统的设计主要有预处理、混凝沉淀、中和处理和生物处理等环节。
首先,对废水进行预处理。
柠檬酸废水中含有大量固体颗粒和悬浮物,需要通过格栅、除砂器和调节池等设备进行物理预处理。
格栅可以过滤掉较大颗粒的物质,除砂器可以去除废水中的沙粒等固体物质,调节池可以将废水进行混合、稀释和调节pH值。
其次,废水进入混凝沉淀池。
在此环节中,需要向废水中加入混凝剂,如聚合氯化铝,通过化学反应使废水中的悬浮物和泥沙结团。
混凝沉淀池通过设计合理的水力停留时间,使得大部分固体颗粒沉淀到底部,形成污泥。
清洁的水从上方流出,净化效果比较显著。
接下来是中和处理环节。
柠檬酸废水中含有大量酸性物质,需要通过加碱调节pH值。
中和反应通常采用石灰石粉末作为中和剂。
石灰石粉末与废水中的酸性物质反应生成水和盐,同时将废水的pH值调节到中性。
最后,通过生物处理来去除废水中的有机物。
柠檬酸废水中的有机物可通过好氧和厌氧生物处理来降解。
在好氧处理池中,通过通入大量的氧气,使废水中的有机物被微生物降解为二氧化碳和水。
在厌氧处理池中,由于缺氧环境,微生物将有机物分解为甲烷等可燃气体和二氧化碳。
柠檬酸厂的废水处理系统经过实践表明,在处理过程中需要严格控制各处理环节的操作参数,如混凝剂和中和剂的投加量、反应时间等,以确保废水处理效果达到标准要求。
同时,对于产生的污泥也需要进行处理,如污泥脱水和干化,以降低废物的处理量。
总之,柠檬酸废水处理是一项复杂的工程,需要结合实际情况设计合理的处理方案。
通过适当的物理、化学和生物处理技术,可以有效地去除废水中的有害物质,达到环保要求。
这对于柠檬酸生产企业的可持续发展和环境保护具有重要意义。
柠檬酸生产的废料处理方法与利用于洋摘要:中国是世界上最大的柠檬酸生产和出口国,但柠檬酸生产工艺的固有特点使其生产过程中产生大量高浓度废水,对环境造成严重污染。
文章对我国柠檬酸废水处理的方法进行了综述,着重介绍了近几年发展起来的几种柠檬酸废水处理的方法如厌氧生物法、好氧生物法、厌氧-好氧组合法、厌氧-兼氧-好氧组合法、光合细菌法、乳状液膜法、微波辐射二氧化锰处理法、Fenton 试剂法等,对不同处理方法的原理和工艺流程做了比较。
关键字:柠檬酸废水;厌氧-兼氧-好氧组合法;光合细菌法;乳状液膜法;微波辐射二氧化锰处理法。
2000年世界柠檬酸总产量约为95万吨,我国的产量约为40碗吨,占世界总产量的40%左右。
生产能力已达70万吨/a,是世界上最大的柠檬酸生产国。
我国柠檬酸产量的80%左右用于出口,是世界上最大的柠檬酸出口国[1]。
柠檬酸作为一种重要的化工原料和食品添加剂被广泛应用,其生产是以薯干或玉米为原料,依次经原料处理、发酵、提取、精制等工序制得产品。
废水主要来自发酵和提取工序产生的废中和液、洗糖水、洗罐水和洗滤布水,主要含有淀粉质、蛋白质、各种有机酸、生产菌体所分泌的酶、发酵残留物、葡萄糖、氨氮和脂肪等有机物,COD 浓度为20 000-30 000 mg/L,属高浓度有机废水[2]。
针对柠檬酸废水处理,国内外研究、应用的方法以生物法为主,主要包括好氧生物法、厌氧生物法、厌氧-好氧法和光合细菌法等[3]。
1 柠檬酸生产废水的产生与排放玉米柠檬酸的生产工艺主要包括糖化、发酵、提取和精制等,柠檬酸废水的主要来源为:(1)糖化洗滤布水。
在糖化过程中,糖化液必须过滤除去玉米渣,过滤机的滤布需要定期清洗,产生“糖化洗滤布水”,主要含有淀粉、蛋白质、纤维素、玉米脂肪及钠离子等。
(2)二压洗滤布水。
糖液在发酵罐中发酵得到发酵液,经压滤机压滤去除菌丝体,成为发酵清液,送到提取车间。
压滤机的滤布需要定期清洗,由此而产生“二压洗滤布水”,主要含有柠檬酸、残糖、蛋白质和维生素等。
饮料行业 CIP清洗产生的柠檬酸废液回收再利用的应用研究摘要:饮料行业在生产过程中须严格控制微生物指标。
生产线设备经过一段时间的运行,设备及管道内壁附着的饮料残渣为微生物繁殖提供有利的环境条件。
故为彻底控制微生物菌落总数指标,则须对设备及管道定期做CIP清洗(cleaning in place)。
研究饮料行业CIP清洗过程中产生的柠檬酸废液,通过膜法浓缩和蒸发结晶技术形成柠檬酸固体回收再利用,避免柠檬酸废液进入污水处理站生化系统产生的冲击、有机污染物泥量的增多以及酸碱中和增加的药剂成本。
通过实验结果表明,膜法浓缩和蒸发结晶工艺是可行的。
实验结果为工业化项目设计提供了宝贵的参考依据。
关键词:CIP清洗;柠檬酸废液;回收再利用;膜法浓缩;蒸发结晶前言CIP清洗可分为物理清洗和化学清洗两种方式。
物理清洗方式有蒸汽高温消毒、热水巴氏消毒等。
化学清洗方式有酸性洗涤剂、碱性洗涤剂、氧化型消毒剂、复合清洗剂等。
结合工厂自身的产品特性定制专门的CIP清洗程序。
某饮料厂总共2条生产线,连续生产时10天进行1次柠檬酸CIP清洗。
每条生产线清洗流程:3吨95℃热纯水→3吨柠檬酸清洗液(95℃)→3吨95℃热纯水。
清洗液的配置:25kg柠檬酸添加到3吨水中配成3吨柠檬酸清洗液,含量约为8400mg/l。
柠檬酸每月消耗量为25*2*3=150kg/月。
柠檬酸清洗液每10天排放一次,每次3吨*2条线=6t废液,平均每天处理量为0.6t/d,留部分余量,设计处理能力1.0t/d。
废水采用A/O生化工艺进行处理,其中生产线设备CIP时会产生高浓度柠檬酸废液,进入污水处理系统,会给污水处理系统带来极大的冲击,同时由于生化系统营养过剩,负荷加大,引起微生物疯长,产生大量的污泥,给污水处理系统的管理和恢复造成很大的麻烦。
1g柠檬酸约产生0.8gCOD,大量柠檬酸废水的生化处理必须调节pH到7.0以上,后续处理主工艺为A/O处理工艺,仅靠好氧分解柠檬酸,将对好氧菌产生冲击,且分解不完全。
厌氧好氧工艺治理柠檬酸废水柠檬酸的生产是通过发酵工艺进行的,其排放的废水含有高浓度的可生物降解有机物,这些有机物多以碳水化合物及其降解产物为主。
世界各国对于柠檬酸废水的处理大都采用厌氧—好氧联合处理工艺,而这一工艺的核心——厌氧处理单元,除了采用厌氧接触工艺和厌氧滤器外,应用最多的还是70年代末开始用于食品发酵工业废水处理的UASB 厌氧反应器工艺。
1999年10月,某柠檬酸厂(现改名为某生化有限公司)柠檬酸废水治理工程通过了山东省环保局主持的工程验收,工程验收期间厌氧工段COD Cr容积负荷Nv≥8.0kgCOD Cr/(m3·d),去除率达93.2%,工程COD Cr 总去除率达98.0%。
目前运行稳定,效果良好。
现将该工程情况做简要介绍。
1 水质、水量的确定根据企业现有排水管路,所排放的废水主要包括浓废水和淡废水两部分,浓废水主要包括废糖水原液和洗糖水。
排放废水处理后要求达到《污水综合排放标准》GB 8978—1996味精工业二级标准,废水水质、水量及排放标准详见表1。
表1 废水水质、水量及排放标准排放废水水量(m3/d) PH值CODcr(mg/L)BOD5(mg/L)SS(mg/L)氨氮(mg/L)浓废水700 5-5.5 16000 6500 450 60淡废水700 5.5-6.0 1500 650 400 10合计1400 8750(均值)3750(均值)425(均值)35(均值)标准值6-9 300 150 200 252 工程设计2.1 工艺流程由车间排放的浓废水自流至浓水调节池,调节pH后由污水泵提升至UASB反应器,出水一部分回流至浓水调节池,它与UASB反应器形成集调节、厌氧降解为一体的处理系统;一部分自流至曝气调节池与淡废水混合,经曝气后由污水泵提升至沉淀池形成一级好氧系统;此时沉淀池出水已近达标,再自流至接触氧化池、气浮池进行好氧生化和物化处理(见图1)。
用好氧脱水污泥接种启动UASB处理柠檬酸废水的研究的开题报告一、研究背景和意义随着经济的快速发展和人口的增长,工业废水的排放量不断增加,并且废水中的有机物质含量也日益增加。
柠檬酸废水是一种具有高浓度有机物的废水,其COD浓度一般在5000~10000 mg/L之间,无法直接排放,需要进行处理。
由于传统的化学处理方法存在一定的问题,如成本高、产生二次污染等,因此生物处理被认为是治理柠檬酸废水的一种有效方法。
目前,UASB工艺已成为处理柠檬酸废水的主要技术之一,具有处理效果稳定、设备简单、运行成本低等优点。
但是,在启动UASB反应器初期,由于反应器内的菌群处于一种不稳定的状态,因此需要添加启动剂来加速菌群的形成和发展。
氧化还原条件下,好氧脱水污泥中的微生物群落具有高效的去除有机物的能力,可作为UASB反应器的启动剂。
因此,本研究将利用好氧脱水污泥接种来启动UASB反应器处理柠檬酸废水,旨在探讨好氧脱水污泥接种对UASB反应器启动及柠檬酸废水处理效果的影响,为柠檬酸废水处理提供一种可行的生物处理技术。
二、研究内容和技术路线1. 研究内容(1)采集好氧脱水污泥,并进行物化分析和微生物分析,确定适用于柠檬酸废水处理的好氧脱水污泥;(2)在UASB反应器中加入好氧脱水污泥,通过调节反应器运行参数,比较不同条件下的反应器启动情况;(3)比较好氧脱水污泥接种和化学启动剂接种UASB反应器处理柠檬酸废水的效果;(4)研究不同柠檬酸废水进水浓度和反应器运行时间对UASB反应器处理效果的影响。
2. 技术路线(1)采集好氧脱水污泥,并进行物化分析和微生物分析;(2)设计UASB反应器实验,比较好氧脱水污泥接种和化学启动剂接种UASB反应器的效果;(3)对反应器进水和出水进行COD、PH、SS等指标的检测,分析UASB反应器处理柠檬酸废水的效果;(4)通过数据分析,探讨好氧脱水污泥接种对UASB反应器启动及柠檬酸废水处理效果的影响。
生化法处理柠檬酸废水研究作者:陈博明来源:《中国新技术新产品》2013年第08期摘要:柠檬酸是一种重要的有机酸,在工业、食品、化妆业等行业具有极多的用途。
但是,柠檬酸的生产过程中会产生大量的高浓度有机废水,若不经过妥善处理,将会造成严重的环境污染。
因此,废水治理已经成为我国柠檬酸行业的当务之急。
本文主要从柠檬酸的生产环节出发,简述了目前常用柠檬酸生产工艺及产污环节,介绍了几种柠檬酸废水的处理工艺,同时对各种工艺方法的原理和工艺流程做了简要比较。
关键词:柠檬酸废水;上流式污泥流化床工艺;接触氧化工艺;PH值;容积负荷中图分类号:X70 文献标识码:A一、UASB工艺处理柠檬酸废水厌氧生化处理工艺从最初的消化池、化粪池,到第二代的AF(厌氧滤池)反应器和UASB(上流式厌氧污泥流化床)反应器,发展至现在已经在试验第三代EGSB(厌氧颗粒污泥膨胀床)反应器等。
目前在柠檬酸废水处理中最常用的厌氧生化处理装置为上流式厌氧污泥床反应器。
该装置由一个反应区的气,液,固三相分离区,拥有大量的沉降性能和生物活性的厌氧颗粒污泥,形成的污泥床反应区下部,需要处理的污水污泥床底部入口和污泥接触。
有机化合物的微生物在废水生产沼气,水、气、泥混合了三相分离器后进入集气室的气体排出,水和污泥沉淀室,在重力作用下泥水分离。
污泥返回到反应区,沉淀区上部的上清液排出。
上流式厌氧污泥床反应器有机负荷高,水力停留时间不长,没有填料,无污泥回流装置和混合装置,降低了运行成本。
二、接触氧化处理柠檬酸废水好氧生物处理法分为活性污泥法和生物膜法两类。
活性污泥法是一部分有机物作为其自身代谢的营养物质,另外一部分有机物降解是利用悬浮生长的微生物絮体,两部分结合除去有机物。
生物膜法有生物转盘、生物滤池、生物接触氧化池及生物流化床等。
氧化塘和土地处理法即自然生物处理。
活性污泥法是经过吸附、微生物代谢、凝聚和沉淀四个过程完成的。
三、生化法处理柠檬酸废水工程实践该柠檬酸生产企业选用的方法是先糖化再发酵的工艺来生产柠檬酸。
SBR法处理柠檬酸废水的试验研究张敬东 高顺明(武汉大学资源与环境科学学院,武汉430072)摘 要 SBR法处理柠檬酸废水的实验研究结果表明:当柠檬酸废水CO D浓度为500—2500mg/L时,采用16h运行周期,曝气进水,对CO D均有很好的去除效果,一般在90%左右;当进水pH在3—10的范围内,对CO D去除率没有多大影响,但保持进水pH在7—8之间可以缩短反应时间;出水浊度与污泥的沉降性能有关,进水结束时M LSS应在3.5g/L 左右。
关键词 SBR法 柠檬酸废水Experimental study on citric acid wastewater treatment by SBRZhang Jingdong Gao Shunming(S chool of Resou rce and Environmental Science,Wuhan University,Wuhan430072)A bstract This paper present the research w ork for SBR used to treat citric acid wastewater.Results have show n:w hen COD of citric acid w astew ater is between500—2500mg/L,the16hour operation mode and aeration filling can be used,the max ratio of deg radation can reach more than90%.There is no influence on the degradation effect if the pH of raw w astew ater is between3—10,but keeping pH=7—8can shorten the reaction time.The turbidity of effluent is related to the property of activated sludge.The M LSS should be about3.5g/L at the end of filling.Key words SBR;citric acid wastewater 柠檬酸不仅广泛用于化工、医药和食品等行业,在电力等行业的锅炉清洗中也有所应用。
膜生物反应器处理柠檬酸酸洗废液的研究摘要:介绍了中空纤维膜膜生物反应器处理柠檬酸酸洗废水的研究。
结果表明:在HRT为12 h,溶解氧为5~6 mg/L的条件下,该实验装置对柠檬酸酸洗废水中的COD、NH3-N和SS的去除率都在90%以上。
采用膜生物反应器处理柠檬酸酸洗废水效率高,出水水质稳定,操作管理容易。
关键词:膜生物反应器柠檬酸酸洗废水废水处理目前,为了确保锅炉的水汽质量以及抗腐蚀性,必须对锅炉进行定期清洗。
柠檬酸就是其中的一种清洗剂。
其水溶液对金属的侵蚀性很小,清洗锅炉的效果好,安全无毒,工艺简单,所以它经常被应用于大型火力发电厂锅炉系统的清洗,然而其废液的处理却是一个难题。
该废液中的有机物浓度非常高,COD达数万mg/L,pH为3~4,且排放量大。
如此大量的高浓度有机废液如果不经处理而直接排放,势必对环境造成严重的污染。
国内外对该废液的处理研究有很多的方法[1],但是用膜生物反应器来处理的还未见报道。
膜生物反应器是将膜分离技术和生物处理技术直接结合,用膜组件来代替二沉池,并能将几乎所有的微生物截留在生物反应器中,使其具有处理效率高、出水水质好和操作管理容易等优点[2~4]。
本实验的目的在于验证用膜生物反应器处理柠檬酸酸洗废液的可行性,培养与驯化出适合该废水的活性污泥,使其达到理想的分离效果。
1 实验装置与工艺参数1.1 实验装置实验装置(自行设计研制)如图1所示。
其中反应器的有效容积为100 L。
本实验装置由生物反应器和超滤膜组件两部分组成:废水由水箱顶部平稳进入生物反应器中,在好氧条件下,废水中的有机物被微生物降解,去除废水中的大部分有机物,然后由泵增压进入膜组件,在压力的作用下,透过液成为系统的出水,其中的大分子物质、活性污泥被膜截留后,回流至生物反应器中。
系统的出水流量由调节阀控制。
在生物反应器中,曝气头设置于反应器的底部,由空压机提供氧气。
气体的流量由气体流量计调节。
实验装置的运行参数:(1)HRT为12 h;(2)曝气量为0.8~1.0 m3/h1.空气压缩机;2.曝气头;3.生物反应器;4.污泥泵;5,6,7,12.阀门;8,9.压力表;10.超滤膜组件;11.流量计;13.反冲洗泵;14.清水箱图1膜生物反应器工艺流程1.2 实验用膜实验用的膜组件采用大连化学物理研究所研制的聚砜中空纤维超滤膜。
浅谈柠檬酸废水处理方法的研究摘要:柠檬酸厂的废水由于含有大量的残糖、有机酸、钙沉淀物等,污染物浓度高,对环境的影响较重。
本文从分析了柠檬酸废水的治理现状及处理方法展开阐述。
关键词:柠檬酸废水处理柠檬酸,又名枸橼酸,分子式C6H8O7,学名3-羟基-3-羧基戊二酸。
柠檬酸是无色半透明晶体或白色结晶性粉末,无臭,有强烈的令人愉快的酸味,其在温暖空气中渐渐风化,在潮湿空气中有潮解性。
根据结晶条件不同,它的结晶形态有无水柠檬酸和含结晶水柠檬酸。
商品柠檬酸主要是无水柠檬酸(C6H8O7)和一水柠檬酸(C6H8O7#H2O)。
柠檬酸是一种重要的化工产品,具有广泛的用途。
在食品工业中,添加柠檬酸可降低蔗糖的转化,增加防腐剂的功效,提高香料的风味,稳定抗氧剂,阻抑酶的催化和微量金属引起的催化氧化等。
食品中加入柠檬酸除增添酸味外,还可用于控制适当的pH值;在医药工业中,柠檬酸的钠盐可用作血液防凝剂和利尿剂,钾盐可用作解酸剂,铁盐可用作补血剂,铜盐可用作收敛剂。
柠檬酸代替三聚磷酸钠用作家用洗涤剂,不仅去污和清洗效果好,而且易于生物降解,不会带来环境污染和公害。
一、柠檬酸生产废水的主要排放源在我国,柠檬酸生产主要以薯干、玉米等为原料,用薯干为原料,采用薯干粉原料深层发酵法生产柠檬酸是我国独特的先进工艺。
该工艺不需特别添加营养盐类或其他产酸促进剂,而且产量较高,且资源丰富,价格低廉。
国外生产柠檬酸主要以糖蜜为原料,糖蜜的组成复杂,一般需要进行糖蜜预处理方可进行柠檬酸正常生产。
(一)刷罐水发酵罐排放发酵液后在下一次进料前要用清水将发酵罐洗涤干净从而产生刷罐水主要含有柠檬酸残糖蛋白质维生素和聚醚等。
(二)二压洗滤布水糖液在发酵罐中发酵得到发酵液经压滤机压滤去除菌丝体成为发酵清液送到提取车间压滤机的滤布需要定期清洗由此而产生二压洗滤布水主要含有柠檬酸残糖蛋白质和维生素。
(三)柠檬酸废水的主要来源为糖化洗滤布水在糖化过程中糖化液必须过滤除去玉米渣过滤机的滤布需要定期清洗产生糖化洗滤布水主要含有淀粉蛋白质纤维素玉米脂肪及钠离子等。