柠檬酸废水厌氧处理装置中颗粒污泥特性及其影响因素的研究
- 格式:pdf
- 大小:250.11 KB
- 文档页数:3
探究柠檬酸酸解工序后设备结垢原因及解决对策
柠檬酸酸解是一种常用的设备清洗工序,通过使用柠檬酸溶液可以有效地去除设备表面的结垢和污垢。
在进行柠檬酸酸解后,仍然存在设备结垢的问题,这给设备的正常运行带来困扰。
本文将探究柠檬酸酸解工序后设备结垢的原因,并提出相应的解决对策。
设备结垢的原因可能是由于柠檬酸酸解工序中的柠檬酸溶液中含有一定的杂质,这些杂质会在清洗过程中沉积在设备表面。
柠檬酸溶液中的柠檬酸浓度过低或者清洗时间过短也可能导致设备结垢。
针对设备结垢问题,我们可以采取以下解决对策:
1. 使用纯净的柠檬酸溶液:在进行柠檬酸酸解时,最好使用纯净的柠檬酸溶液,避免杂质的沉积。
可以通过购买质量可靠的柠檬酸产品或净化柠檬酸溶液来达到这一目的。
2. 控制清洗参数:要确保柠檬酸溶液的浓度适当,一般来说,浓度应在1%~3%之间。
清洗时间也不能过短,一般需要20~30分钟的清洗时间才能充分溶解结垢。
3. 定期检查设备:定期检查设备表面是否有结垢问题,可以采取目视检查或者使用设备表面的结垢检测仪器。
一旦发现结垢问题,应立即进行清洗处理。
4. 清洗设备组件:在清洗过程中,应将设备的组件进行分离,单独清洗。
有些设备组件可能无法完全清洗,因此可以考虑更换这些易产生结垢的组件。
5. 增加清洗次数:在设备结垢问题比较严重的情况下,可以增加柠檬酸酸解的清洗次数,确保设备表面保持清洁。
柠檬酸酸解工序后设备结垢是一个常见的问题,但我们可以通过使用纯净的溶液、控制清洗参数、定期检查设备、清洗设备组件以及增加清洗次数等解决对策来减少结垢问题的发生,确保设备的正常运行。
厌氧颗粒污泥生产的九大影响因素1、基质培养颗粒污泥首先对基质有一定的要求,一般的,在培养颗粒污泥的基质中COD:N:P=110——200:5:1.而有机废液的基质可分为偏碳水化合物类和偏蛋白质类。
为了能顺利培养出颗粒污泥,对于偏碳水化合物类的污水需要添加N和P.而对于偏蛋白质类的污水需要添加碳源(如葡萄糖等)。
有学者研究表明,不添加碳源,颗粒污泥的形成较为困难可见,适当比例的碳源对促成颗粒污泥形成是必要的。
2、温度废水中的厌氧处理主要依靠微生物的生命活动来达到处理的目的,不同微生物的生长需要不同的温度范围。
温度稍有几度的差别,就可在两类主要种群之间造成不平衡。
因此,温度对颗粒污泥的培养很重要。
颗粒污泥在低温(15——25℃)、中温(30——40℃)和高温(50——60℃)都有过成功的经验。
一般的,高温较中温的培养时间短,但由于高温下NH3与某些化合物混合毒性会增加,因而导致其应用上受一定的限制;中温一般控制在35℃左右,在其它条件适当的情况下,经1——3个月可成功的培养出颗粒污泥;低温下培养颗粒污泥的研究较少,但有文献报道在使用颗粒污泥低温驯化后处理底浓度制药废水的实验中,COD的去处率达90%,取得了较好的效果,因而低温培养颗粒污泥将是今后的研究的重点之一。
3、pH值厌氧处理过程中,水解产酸菌对pH值有较大的适应范围,而产甲烷菌则对pH值的变化敏感,其最适pH值范围是6.8-7.2.如果反应器内的pH值超过这个范围。
则会导致产甲烷菌受到抑制,并出现酸积累,进而使整个反应器酸化。
因此,反应器内pH值范围应控制在产甲烷菌最适的范围内。
由于不同性质的废水有不同的pH值,为了保证反应器内pH值的稳定,防止酸积累而产生的对产甲烷菌的抑制,可采用向废水中添加化学药品如NaHCO3、Na2CO3、Ca(OH)2等物质。
4、碱度一般认为,进水水质中碱度通常应在1000mg/L(以CaCO3计)左右,而对于以碳水化合物为主的废水,进水碱度:COD>1:3是必要的。

探究柠檬酸酸解工序后设备结垢原因及解决对策柠檬酸酸解工序是一种常用的工业清洗方法,可用于去除设备表面的垢和水垢。
在柠檬酸酸解工序后,可能会出现设备结垢的问题。
本文将会探究柠檬酸酸解工序后设备结垢的原因,并提出解决对策。
我们需要了解柠檬酸酸解工序的工作原理。
柠檬酸是一种弱酸,具有较强的螯合能力。
当柠檬酸与设备表面的金属离子结合时,形成了可溶性的金属柠檬酸盐。
这使得设备表面的垢和水垢溶解,并可以轻松地被清洗掉。
柠檬酸酸解工序后设备结垢的原因主要有以下几点:1. 清洗不彻底:如果设备清洗不彻底,柠檬酸残留在设备表面上,与水中的溶解物质反应,形成难以清洗的沉淀物,导致设备结垢。
2. 沉淀物聚集:柠檬酸酸解工序后,设备表面容易残留微小的柠檬酸晶体或溶解物。
这些沉淀物可能会在设备表面大量聚集,形成坚固的结垢。
3. 环境因素:柠檬酸酸解工序后,设备的环境因素也会影响设备结垢。
水质硬度高、温度过高或含有其他化学物质的水,都可能促进设备结垢的形成。
1. 彻底清洗:确保设备清洗彻底,柠檬酸残留在设备表面的可能性降到最低。
使用适当的清洗方法和工具,配合定期检查设备清洗情况,可以有效预防设备结垢。
2. 定期维护:定期清洗设备,并进行维护保养工作,包括去除设备表面的沉淀物和结垢。
可以使用专业的清洗剂和工具,或者根据设备制造商的建议进行清洗维护。
3. 水质处理:针对水质硬度过高的问题,可以进行水质处理。
使用软化水设备或调整水质参数,使之在柠檬酸酸解工序中达到最佳效果,同时降低设备结垢的风险。
4. 环境控制:合理控制设备的环境条件,例如控制水温、水压和水流速度等,避免过高的环境温度和有害物质对设备造成的损害,并降低设备结垢的风险。
柠檬酸酸解工序后设备结垢的原因主要是清洗不彻底、沉淀物聚集和环境因素等。
为解决这一问题,我们可以通过彻底清洗、定期维护、水质处理和环境控制等方式来降低设备结垢的风险。
这些对策可以帮助保持设备的良好运行状态,延长设备的使用寿命,提高工作效率。

探究柠檬酸酸解工序后设备结垢原因及解决对策摘要探究了柠檬酸酸解工序后设备结垢的原因及解决对策。
研究结果表明,设备结垢的主要原因是柠檬酸与水中的钙离子反应形成的钙盐沉淀。
解决对策包括选用无硬度水,减少钙离子含量;将柠檬酸溶液进行预热,使其达到足够溶解度;定期进行设备清洗、维护和更新。
关键词:柠檬酸;酸解;结垢;钙盐1. 前言柠檬酸酸解是一种广泛应用于食品、医药、化工等领域的技术。
然而,在柠檬酸酸解工序中,设备结垢是一个普遍存在的问题,不仅会影响设备的工作效率,也会导致生产线的停工,增加生产成本。
因此,探究柠檬酸酸解工序后设备结垢的原因及解决对策,将对保障生产过程的正常进行,优化生产效率和降低生产成本具有重要意义。
2. 设备结垢的原因设备结垢的原因主要是柠檬酸与水中的钙离子反应形成的钙盐沉淀。
在柠檬酸酸解工序中,柠檬酸会与水中的钙离子(Ca2+)结合形成柠檬酸钙盐(CaC6H5O7)。
由于钙离子的浓度较高,难以完全溶解在水中,因此会在设备中结晶形成结垢。
结垢会附着在设备表面或管道内壁,形成结垢层,使设备的传热效率下降,流体通道变窄,进而影响设备的工作性能。
3. 解决对策为了避免设备结垢,需要采取以下对策:3.1 选用无硬度水为了减少钙离子的含量,可选用无硬度水,或通过软化水设备对水质进行分析和处理,降低钙离子的含量。
柠檬酸酸解过程中,溶液的pH值也应控制在合适的范围内,以减少钙离子的沉淀速度。
3.2 预热柠檬酸溶液柠檬酸钙盐的溶解度随温度的升高而增加,因此将柠檬酸溶液进行预热,使其达到足够的溶解度,可减少结垢的发生。
3.3 定期进行设备清洗、维护和更新为了避免设备结垢,还需要定期进行设备清洗、维护和更新。
清洗设备内部的结垢层,可以采用化学清洗法、机械清洗法和生物清洗法等方法,清除结垢层中的污垢和沉积物。
定期对设备进行检修,对老化的设备及时更新,以提高设备的传热效率和使用寿命。
4. 结论探究了柠檬酸酸解工序后设备结垢的原因及解决对策。
厌氧好氧工艺治理柠檬酸废水柠檬酸的生产是通过发酵工艺进行的,其排放的废水含有高浓度的可生物降解有机物,这些有机物多以碳水化合物及其降解产物为主。
世界各国对于柠檬酸废水的处理大都采用厌氧—好氧联合处理工艺,而这一工艺的核心——厌氧处理单元,除了采用厌氧接触工艺和厌氧滤器外,应用最多的还是70年代末开始用于食品发酵工业废水处理的UASB 厌氧反应器工艺。
1999年10月,某柠檬酸厂(现改名为某生化有限公司)柠檬酸废水治理工程通过了山东省环保局主持的工程验收,工程验收期间厌氧工段COD Cr容积负荷Nv≥8.0kgCOD Cr/(m3·d),去除率达93.2%,工程COD Cr 总去除率达98.0%。
目前运行稳定,效果良好。
现将该工程情况做简要介绍。
1 水质、水量的确定根据企业现有排水管路,所排放的废水主要包括浓废水和淡废水两部分,浓废水主要包括废糖水原液和洗糖水。
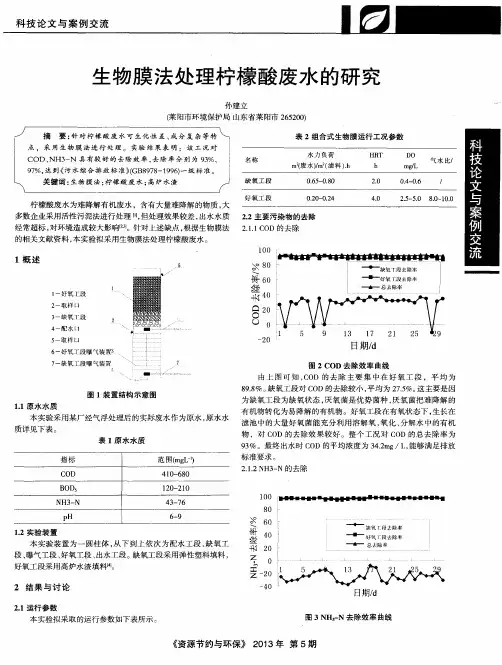
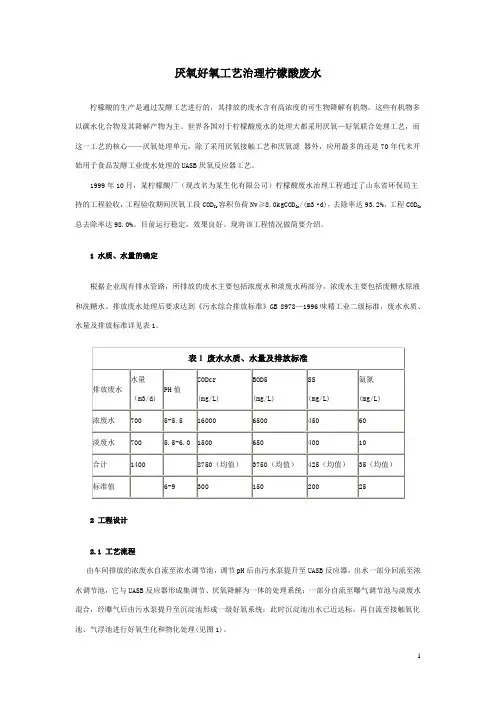
排放废水处理后要求达到《污水综合排放标准》GB 8978—1996味精工业二级标准,废水水质、水量及排放标准详见表1。
表1 废水水质、水量及排放标准排放废水水量(m3/d) PH值CODcr(mg/L)BOD5(mg/L)SS(mg/L)氨氮(mg/L)浓废水700 5-5.5 16000 6500 450 60淡废水700 5.5-6.0 1500 650 400 10合计1400 8750(均值)3750(均值)425(均值)35(均值)标准值6-9 300 150 200 252 工程设计2.1 工艺流程由车间排放的浓废水自流至浓水调节池,调节pH后由污水泵提升至UASB反应器,出水一部分回流至浓水调节池,它与UASB反应器形成集调节、厌氧降解为一体的处理系统;一部分自流至曝气调节池与淡废水混合,经曝气后由污水泵提升至沉淀池形成一级好氧系统;此时沉淀池出水已近达标,再自流至接触氧化池、气浮池进行好氧生化和物化处理(见图1)。
生化法处理柠檬酸废水研究作者:陈博明来源:《中国新技术新产品》2013年第08期摘要:柠檬酸是一种重要的有机酸,在工业、食品、化妆业等行业具有极多的用途。
但是,柠檬酸的生产过程中会产生大量的高浓度有机废水,若不经过妥善处理,将会造成严重的环境污染。
因此,废水治理已经成为我国柠檬酸行业的当务之急。
本文主要从柠檬酸的生产环节出发,简述了目前常用柠檬酸生产工艺及产污环节,介绍了几种柠檬酸废水的处理工艺,同时对各种工艺方法的原理和工艺流程做了简要比较。
关键词:柠檬酸废水;上流式污泥流化床工艺;接触氧化工艺;PH值;容积负荷中图分类号:X70 文献标识码:A一、UASB工艺处理柠檬酸废水厌氧生化处理工艺从最初的消化池、化粪池,到第二代的AF(厌氧滤池)反应器和UASB(上流式厌氧污泥流化床)反应器,发展至现在已经在试验第三代EGSB(厌氧颗粒污泥膨胀床)反应器等。
目前在柠檬酸废水处理中最常用的厌氧生化处理装置为上流式厌氧污泥床反应器。
该装置由一个反应区的气,液,固三相分离区,拥有大量的沉降性能和生物活性的厌氧颗粒污泥,形成的污泥床反应区下部,需要处理的污水污泥床底部入口和污泥接触。
有机化合物的微生物在废水生产沼气,水、气、泥混合了三相分离器后进入集气室的气体排出,水和污泥沉淀室,在重力作用下泥水分离。
污泥返回到反应区,沉淀区上部的上清液排出。
上流式厌氧污泥床反应器有机负荷高,水力停留时间不长,没有填料,无污泥回流装置和混合装置,降低了运行成本。
二、接触氧化处理柠檬酸废水好氧生物处理法分为活性污泥法和生物膜法两类。
活性污泥法是一部分有机物作为其自身代谢的营养物质,另外一部分有机物降解是利用悬浮生长的微生物絮体,两部分结合除去有机物。
生物膜法有生物转盘、生物滤池、生物接触氧化池及生物流化床等。
氧化塘和土地处理法即自然生物处理。
活性污泥法是经过吸附、微生物代谢、凝聚和沉淀四个过程完成的。
三、生化法处理柠檬酸废水工程实践该柠檬酸生产企业选用的方法是先糖化再发酵的工艺来生产柠檬酸。
污水处理中的厌氧颗粒污泥技术研究与应用污水处理是保障环境卫生与水资源的重要措施之一。
而在污水处理的过程中,厌氧颗粒污泥技术作为一种高效、节能的处理方法受到越来越多的关注。
本文将对厌氧颗粒污泥技术在污水处理中的研究和应用进行探讨。
一、厌氧颗粒污泥技术的概述厌氧颗粒污泥技术,简称AnPB(Anaerobic Particle Bed),是一种利用厌氧颗粒污泥在颗粒内、颗粒间和污泥床中的微生物活性使污水中的有机物质得到分解和转化的生物处理技术。
该技术通过在厌氧条件下,利用特定微生物群体的协同作用,将有机物质在颗粒污泥中迅速降解,从而达到净化水质的目的。
二、厌氧颗粒污泥技术的特点1. 高效性:厌氧颗粒污泥技术在处理有机废水时具有高效降解有机物质的能力,能够满足较高的出水水质要求。
2. 节能性:相比于传统的厌氧处理技术,厌氧颗粒污泥技术可以大幅度减少处理过程中的能耗,降低运行成本。
3. 稳定性:厌氧颗粒污泥技术能够适应较大范围的水质变化,并且对冲击负荷有较好的缓冲能力,有利于处理突然增加的有机废水负荷。
三、厌氧颗粒污泥技术的研究进展厌氧颗粒污泥技术的研究与应用始于20世纪80年代,经过几十年的发展,目前已取得了一系列重要的研究进展。
主要包括以下几个方面:1. 厌氧颗粒污泥的形成机制:研究人员通过对厌氧颗粒污泥微生物组成和环境因素等的研究,揭示了厌氧颗粒污泥的形成机制。
2. 厌氧颗粒污泥的稳定性:研究人员通过改变操作条件、添加特定物质等手段,提高了厌氧颗粒污泥的稳定性和处理效果。
3. 厌氧颗粒污泥的微生物多样性:研究人员利用分子生物学技术,对厌氧颗粒污泥中的微生物群落进行了深入研究,发现了多样性的微生物组成。
4. 厌氧颗粒污泥技术的优化与提升:研究人员通过改进系统设计、优化操作参数等手段,提高了厌氧颗粒污泥技术的处理效果和生物转化能力。
四、厌氧颗粒污泥技术在实际应用中的前景随着对环境保护要求的提高,厌氧颗粒污泥技术在实际应用中的前景日益广阔。

柠檬酸污水对厌氧颗粒污泥生长情况分析摘要:厌氧颗粒污泥作为一种新型生物处理技术,具有处理效率高、占地面积小、操作简单等优点,被广泛应用于污水处理领域。
柠檬酸污水中含有大量有机物质,对厌氧颗粒污泥的生长情况具有一定的影响。
本文研究旨在探究不同负荷、温度对厌氧颗粒污泥生长情况的影响,为厌氧处理工艺的优化和提高提供一定的理论和实践依据。
关键词:柠檬酸污水;厌氧颗粒污泥;厌氧塔1.前言柠檬酸是一种常见的有机酸,广泛应用于医药、食品、化妆品、清洁剂等领域。
柠檬酸制造过程中受产品负荷影响,污泥颗粒活性及产泥情况不稳定,需要对目前生产情况进一步分析。
2.存在问题针对污泥销售量下降,全年污泥外卖量不足,柠檬酸满负荷情况下理论上已经是污泥生长旺盛期。
但从整个污泥盘点来看污泥增长量并非明显,内部增长的污泥一直难以相互调拨,做为停运检修后厌氧塔污泥补充使用。
以上都影响了污泥销售工作,有必要查清污泥增长缓慢原因,制定针对性方案,提高颗粒污泥产量。
表1:厌氧塔实际排泥量表2:各厌氧塔实际污泥增长量1通过表1、表2精算后,最终核算出实际污泥综合增长只有475t,与盘点污泥增长量基本接近。
实际上累计排出污泥1247t。
由于内部清洗塔消耗量较大,使得整体污泥出售情况不佳。
但下半年#2、#4、#5、#6厌氧塔均进入良好的设备状态中,但实际从盘点污泥来看,增长速度并不理想。
3.原因分析3.1污泥负荷对厌氧塔污泥增长的影响分析3.1.1污泥理论与实际增长量的计算通常我们认为厌氧系统每去除1kgCOD,可产生污泥量为0.03~0.11kgVSS,通常取值为X=0.06kgVSS/kgCOD。
以#2厌氧塔去除14572kg/d的COD计算:①VSS=14572*0.06*30=26229kgvss/月;②折算到TSS=26.23t/0.7=37.5t;③按烘干后污泥10%含固率计算,湿污泥为=37.5/0.1=375t;④而实际本月污泥盘点增长量为0t3.1.2、数据论证根据[1]报告的试验结论:UASB反应器在其污泥负荷达到0.29~0.51kg/kgd 时,开始形成大量的颗粒污泥,当污泥负荷低于0.29kg/kgd时,颗粒污泥形成很慢;根据[3]的报告:厌氧塔容积负荷20kg/m³d达到最佳负荷,当污泥负荷达到0.3kg/kgd以上时便能形成颗粒污泥,当污泥COD负荷达到0.6kg/kgd时,颗粒污泥形成速度加快。

SBR法处理柠檬酸废水的试验研究张敬东 高顺明(武汉大学资源与环境科学学院,武汉430072)摘 要 SBR法处理柠檬酸废水的实验研究结果表明:当柠檬酸废水CO D浓度为500—2500mg/L时,采用16h运行周期,曝气进水,对CO D均有很好的去除效果,一般在90%左右;当进水pH在3—10的范围内,对CO D去除率没有多大影响,但保持进水pH在7—8之间可以缩短反应时间;出水浊度与污泥的沉降性能有关,进水结束时M LSS应在3.5g/L 左右。
关键词 SBR法 柠檬酸废水Experimental study on citric acid wastewater treatment by SBRZhang Jingdong Gao Shunming(S chool of Resou rce and Environmental Science,Wuhan University,Wuhan430072)A bstract This paper present the research w ork for SBR used to treat citric acid wastewater.Results have show n:w hen COD of citric acid w astew ater is between500—2500mg/L,the16hour operation mode and aeration filling can be used,the max ratio of deg radation can reach more than90%.There is no influence on the degradation effect if the pH of raw w astew ater is between3—10,but keeping pH=7—8can shorten the reaction time.The turbidity of effluent is related to the property of activated sludge.The M LSS should be about3.5g/L at the end of filling.Key words SBR;citric acid wastewater 柠檬酸不仅广泛用于化工、医药和食品等行业,在电力等行业的锅炉清洗中也有所应用。

膜生物反应器处理柠檬酸酸洗废液的研究摘要:介绍了中空纤维膜膜生物反应器处理柠檬酸酸洗废水的研究。
结果表明:在HRT为12 h,溶解氧为5~6 mg/L的条件下,该实验装置对柠檬酸酸洗废水中的COD、NH3-N和SS的去除率都在90%以上。
采用膜生物反应器处理柠檬酸酸洗废水效率高,出水水质稳定,操作管理容易。
关键词:膜生物反应器柠檬酸酸洗废水废水处理目前,为了确保锅炉的水汽质量以及抗腐蚀性,必须对锅炉进行定期清洗。
柠檬酸就是其中的一种清洗剂。
其水溶液对金属的侵蚀性很小,清洗锅炉的效果好,安全无毒,工艺简单,所以它经常被应用于大型火力发电厂锅炉系统的清洗,然而其废液的处理却是一个难题。
该废液中的有机物浓度非常高,COD达数万mg/L,pH为3~4,且排放量大。
如此大量的高浓度有机废液如果不经处理而直接排放,势必对环境造成严重的污染。
国内外对该废液的处理研究有很多的方法[1],但是用膜生物反应器来处理的还未见报道。
膜生物反应器是将膜分离技术和生物处理技术直接结合,用膜组件来代替二沉池,并能将几乎所有的微生物截留在生物反应器中,使其具有处理效率高、出水水质好和操作管理容易等优点[2~4]。
本实验的目的在于验证用膜生物反应器处理柠檬酸酸洗废液的可行性,培养与驯化出适合该废水的活性污泥,使其达到理想的分离效果。
1 实验装置与工艺参数1.1 实验装置实验装置(自行设计研制)如图1所示。
其中反应器的有效容积为100 L。
本实验装置由生物反应器和超滤膜组件两部分组成:废水由水箱顶部平稳进入生物反应器中,在好氧条件下,废水中的有机物被微生物降解,去除废水中的大部分有机物,然后由泵增压进入膜组件,在压力的作用下,透过液成为系统的出水,其中的大分子物质、活性污泥被膜截留后,回流至生物反应器中。
系统的出水流量由调节阀控制。
在生物反应器中,曝气头设置于反应器的底部,由空压机提供氧气。
气体的流量由气体流量计调节。
实验装置的运行参数:(1)HRT为12 h;(2)曝气量为0.8~1.0 m3/h1.空气压缩机;2.曝气头;3.生物反应器;4.污泥泵;5,6,7,12.阀门;8,9.压力表;10.超滤膜组件;11.流量计;13.反冲洗泵;14.清水箱图1膜生物反应器工艺流程1.2 实验用膜实验用的膜组件采用大连化学物理研究所研制的聚砜中空纤维超滤膜。
温度对柠檬果渣厌氧消化过程中pH和氨氮的影响研究[摘要]为实现废物资源化的目的,以柠檬果渣为研究对象,运用自行设计的发酵装置,进行了温度对柠檬果渣厌氧消化过程中pH和氨氮的影响研究实验。
结果表明,温度分别为35℃和55℃,并在消化前调节pH约6.5至7.2之间,这两种控制条件均有助于柠檬果渣厌氧发酵实验的顺利进行并提高产气量;此外,后者消化条件缩短了厌氧发酵的周期,发酵第五天开始进入酸化阶段。
[关键词]温度;柠檬果渣;厌氧消化;pH;氨氮四川安岳有“柠檬之都”之称,经过多年的发展,安岳柠檬产业化的形成已具一定规模,柠檬加工企业不断壮大,开发出了一系列技术含量高的柠檬产品,如柠檬鲜果片、柠檬油、柠檬果酒、柠檬果醋等。
柠檬经过各项加工后柠檬果渣同时产生,由于加工行业发展迅速,柠檬果渣的产量也随之增大,成为急需解决的一个重大问题。
柠檬果渣包括果皮,果肉残渣,子粒等,富含蛋白质、脂肪、碳水化合物、灰分以及多种维生素。
本文通过自行设计的厌氧发酵消化装置,在厌氧反应器中,对温度对柠檬果渣厌氧消化过程中pH和氨氮的影响进行了研究。
1 实验的组织和实施1.1 实验装置本试验采用如下自行设计的实验装置,如图1,以一个500mL的锥形瓶为厌氧发酵罐,用电热恒温水浴锅进行水浴加热。
采用一次性投料方式,原料和接种物在发酵前加入,之后密封,保证其在严格的厌氧环境下发酵。
定期人工搅拌,监测指标。
第二个锥形瓶中盛满15﹪的氢氧化钠溶液,用于吸收CO2等酸性气体。
产出气体采用排水法收集,第三个锥形瓶盛装蒸馏水,用排水法收集气体,最后量筒用于检测不溶于水的气体产量。
1.2 原料预处理及微生物接种试验采用的发酵原料取自四川省安岳县的新鲜柠檬,将新鲜柠檬切碎之后并碾磨成具一定含水率的浆状物质,进行填料。
柠檬果渣的理化性质见表1。
采用内江市污水处理厂的厌氧污泥,将其与一定量的柠檬果渣厌氧接触先进行一段时间的驯化后,再用此发酵固体残余物与上述预处理后的柠檬果渣填料混合发酵。
江西吉安市新琪安科技有限公司EGSB厌氧污泥床反应器调试方案南京工业大学2013.4.13EGSB调试及厌氧颗粒污泥的驯化一、调试计划1、颗粒污泥菌种经研究决定EGSB颗粒污泥菌种选用山东金禾柠檬酸集团污水站的颗粒污泥,经现场考察,颗粒污泥的性状非常好。
其粒度分布较均匀,大小在2-3mm,表面光滑,呈现灰黑色;颗粒的密度较大,沉降性能非常好,几乎几秒钟的时间,颗粒就与水分离,且水色清澈,没有浑浊现象。
产气量大,静置几分钟时间,容器内就产生大量的气泡升浮到液面,需要不时地打开容器的瓶盖排气。
见图示。
2、颗粒污泥的运输由于调试时间紧,近日气温高,决定选用30吨槽罐车由高速公路运输。
由于颗粒污泥价格较高,考虑柠檬酸废水与三氯蔗糖废水在水质性质上存在一定的差异,需要积累和掌握三氯蔗糖废水颗粒污泥驯化的经验和要求,以减少调试的风险,保证调试时间。
基于上述的考虑,调试分两阶段进行。
第一阶段先调试西北面的EGSB反应器,待调试成功进入第二阶段调试余下的反应器。
根据调试经验和试验结果,利用颗粒污泥进行驯化,所需颗粒污泥量要求大于12kg/m3,据此计算,第一阶段一个罐体所需干污泥量大于9600kg,按污泥的含水率为90%~93%计算,则湿污泥量为96t~120t。
按100t采购,三辆槽罐车运输。
3、颗粒污泥的验收运输车到现场后,应进行验收含水率、颗粒形态和污泥量检验验收:(1)含水率检测现场准备一只100ml或1000ml玻璃量筒,运输车到现场后,取泥量至量筒的刻度,经5~10分钟的静置沉淀,泥水界面大于8ml或80ml,即含水率满足要求;(2)颗粒形态观察观察沉淀筒中的颗粒污泥的形态。
如颗粒的大小约2~3mm,形状呈球形或橄榄状,颜色呈灰黑色,即形态满足要求;(3)污泥量估算根据槽罐车的形状,量测污泥的液位深度。
通常液位超过罐顶,在罐顶人孔颈位附近。
否则,量不够。
4、颗粒污泥的装填(1)排空EGSB反应罐内污水,以免现存废水对接种颗粒污泥产生毒害作用;(2)直接装填,减少中间环节从槽罐车到反应器宜直接装填,尽可能减少中间环节,以免打碎颗粒污泥;(3)应采用螺杆泵增压提升颗粒污泥输送提升应采用螺杆泵,以免导致颗粒污泥破碎解体;(4)管道输送流速应小于1.0m/s,以免打碎污泥;(5)适当加热在输送污泥罐上设置间接加热装置,使污泥温度保持在35℃。
【渊源】1996年,沈阳华润雪花啤酒有限公司从荷兰引进帕克的IC反应器,开启了国内采用高效厌氧反应器处理高浓度有机废水的先河,从此高效厌氧技术在国内逐渐发展起来。
除了帕克公司IC反应器一枝独秀以外,国内厌氧技术的发展,多以EGSB厌氧反应器为代表,并逐渐取代了UASB,成为高浓度有机废水的主流反应器。
受限于对厌氧技术的理解,以及调试经验的不足,国内EGSB厌氧反应器普遍存在颗粒污泥生长缓慢或者逐渐减少的情况。
至2000年以后,国内开始仿制IC反应器,并在柠檬酸废水行业取得成功,培育出了自己的颗粒污泥。
2005年,山东一家环保公司通过对柠檬酸废水厌氧反应器的不断改进以及运行调试经验的积累,形成了一套成熟的IC反应器技术。
在2年的时间内完成了山东三大柠檬酸厂(也是世界三大柠檬酸厂)的十多座IC反应器改造,其运行效果不差与国外技术,而投资成本只有国外技术的三分之一。
也是从这个时期,山东省成了国内颗粒污泥的重要种泥产地,颗粒污泥产量也成了柠檬酸厂环保车间的一项重要生产考核指标。
如今IC反应器在国内越来越多,而山东依然是颗粒污泥供应大省。
2006年时,我第一次接触颗粒污泥和IC反应器。
那时候颗粒污泥在国内依然是稀缺资源,依然记得当时东北的油罐车、新疆的油罐车从我们的IC反应器拉颗粒污泥的情形,不仅感叹,如水一样重的东西竟然可以卖到300元/吨,而更令我想不到的是现在竟然涨到了1000元/吨以上的价格,而外售颗粒污泥也竟成了有些环保公司的一项主营业务。
【你的样子】在贺延龄教授《废水的厌氧生物处理技术》一书中,有专门一个章节介绍颗粒污泥的理论,对颗粒污泥的概念、特征、形成的影响因素以及颗粒污泥的动力学行为进行了阐述,更多的是从文献的角度来介绍业界对颗粒污泥的研究成果。
由于不同的废水可能产生不同的颗粒污泥,所以颗粒污泥品质很难有明确的定义和标准。
调试人员更多的是从实际经验和一些化验指标来评估颗粒污泥的质量。
1、外观颗粒污泥为球形或椭圆形,颗粒大小均匀、粒径在2-3mm、表面光滑、乌黑发亮,用手抓一把颗粒污泥使劲儿攥时有一定的弹劲儿,且颗粒不易破碎,这属于很好的颗粒污泥。
探究柠檬酸酸解工序后设备结垢原因及解决对策柠檬酸酸解工序是指利用柠檬酸溶液对设备进行清洗,去除结垢和污垢的过程。
柠檬酸是一种天然有机酸,具有良好的溶解性和去污能力,因此被广泛应用于设备清洗领域。
在柠檬酸酸解工序后,设备结垢问题常常会出现。
本文将探究柠檬酸酸解工序后设备结垢原因及解决对策。
1.溶液中的杂质柠檬酸酸解溶液中往往会添加一些辅助清洗剂,用于增强清洗效果。
这些清洗剂中存在着各种杂质,如金属离子、有机物等,这些杂质在清洗过程中可能会被吸附到设备表面,形成结垢。
2.设备表面的污垢残留柠檬酸酸解工序通常用于清洗设备表面的结垢和污垢,在清洗过程中,有时会有一些污垢残留在设备表面,这些污垢在柠檬酸酸解后可能会重新附着并形成结垢。
3.清洗时间过短清洗时间过短是导致设备结垢的另一个原因。
柠檬酸酸解的时间应根据设备的结垢程度来确定,如果清洗时间过短,未能彻底溶解和清除结垢,那么在后续的使用过程中,这些未被清除的结垢可能会重新附着在设备表面。
1.优化清洗剂配方为了减少溶液中的杂质含量,可以优化清洗剂配方,选择纯度高的原料,尽量减少杂质的存在。
在清洗过程中可以使用自动化设备进行控制,以确保清洗剂的配比和使用量的准确度。
2.加强设备表面清洁在进行柠檬酸酸解工序前,应首先清洁设备表面,去除表面的污垢残留。
可以选择适合的清洗工艺,如机械刷洗、超声波清洗等,以确保设备表面的清洁彻底。
4.加强设备维护定期对设备进行维护是预防设备结垢的重要措施。
可以定期清洗和检查设备表面,及时发现和清除结垢。
注重设备的保养和防护,例如加装过滤器、安装防垢装置等,可以减少设备结垢的发生。
柠檬酸酸解工序后设备结垢的原因主要包括溶液中的杂质、设备表面的污垢残留以及清洗时间过短等。
为了解决这些问题,可以通过优化清洗剂配方、加强设备表面清洁、控制清洗时间以及加强设备维护等措施来降低设备结垢的发生,从而保证设备的正常运行和使用寿命。