多抽芯出水弯接注塑模设计
- 格式:pdf
- 大小:678.85 KB
- 文档页数:4


复杂注塑模具设计新方法及案例:一、设计方法:1. 分型面的选择:分型面的设计是注塑模具设计中的重要环节,它决定了模具的成型效果和脱模的难易程度。
在设计分型面时,需要考虑产品的形状、尺寸、精度要求以及模具的结构和制造工艺等因素。
2. 抽芯机构的设计:对于一些产品,如带有侧孔或侧凸台的产品,需要设计抽芯机构以实现侧向脱模。
抽芯机构的设计需要充分考虑产品的结构和尺寸,以及模具的加工能力和装配工艺。
3. 脱模机构的设计:脱模机构的主要作用是使产品从模具中顺利脱出。
在设计脱模机构时,需要考虑产品的形状和尺寸,以及模具的制造工艺和装配工艺。
4. 冷却系统的设计:冷却系统的主要作用是控制模具的温度,保证注塑过程中的冷却均匀,提高产品的成型质量和生产效率。
冷却系统的设计需要考虑模具的结构和尺寸,以及冷却介质的选择和流动路径的优化。
5. 浇注系统的设计:浇注系统的主要作用是将熔融塑料注入模具型腔,保证注塑过程的稳定性和产品的成型质量。
浇注系统的设计需要考虑产品的形状和尺寸,以及塑料的流动特性和模具的结构。
二、案例分析:以下是一个复杂注塑模具设计的案例分析:1. 产品分析:该产品是一个汽车零部件,具有复杂的形状和尺寸要求,需要进行精密成型和严格的质量控制。
2. 模具结构设计:根据产品的形状和尺寸,设计了相应的模具结构。
该模具采用了分型面和抽芯机构的设计,以实现复杂形状的成型和侧向脱模。
同时,模具还设计了合理的浇注系统和冷却系统,以保证注塑过程的稳定性和产品的成型质量。
3. 制造与装配:根据模具的设计图纸,进行了相应的制造和装配工作。
在制造过程中,采用了高精度的加工设备和工艺,保证了模具各部件的精度和表面质量。
在装配过程中,严格按照设计图纸和技术要求进行组装,确保了模具的整体性能和稳定性。
4. 试模与调整:完成模具制造和装配后,进行了试模工作。
通过试模,对模具的性能和产品的成型质量进行了评估和检测。
针对试模过程中出现的问题,进行了相应的调整和完善,最终实现了模具的正常运行和产品的合格产出。

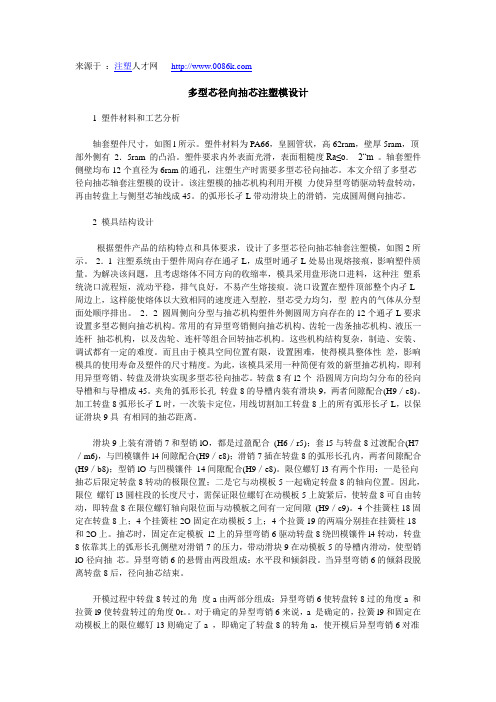
来源于:注塑人才网多型芯径向抽芯注塑模设计1 塑件材料和工艺分析轴套塑件尺寸,如图l所示。
塑件材料为PA66,皇圆管状,高62ram,壁厚5ram,顶部外侧有2.5ram 的凸沿。
塑件要求内外表面光滑,表面粗糙度Ra≤o.2“m 。
轴套塑件侧壁均布12个直径为6ram的通孔,注塑生产时需要多型芯径向抽芯。
本文介绍了多型芯径向抽芯轴套注塑模的设计。
该注塑模的抽芯机构利用开模力使异型弯销驱动转盘转动,再由转盘上与侧型芯轴线成45。
的弧形长孑L带动滑块上的滑销,完成圆周侧向抽芯。
2 模具结构设计根据塑件产品的结构特点和具体要求,设计了多型芯径向抽芯轴套注塑模,如图2所示。
2.1 注塑系统由于塑件周向存在通孑L,成型时通孑L处易出现熔接痕,影响塑件质量。
为解决该问题,且考虑熔体不同方向的收缩率,模具采用盘形浇口进料,这种注塑系统浇口流程短,流动平稳,排气良好,不易产生熔接痕。
浇口设置在塑件顶部整个内孑L周边上,这样能使熔体以大致相同的速度进入型腔,型芯受力均匀,型腔内的气体从分型面处顺序排出。
2.2 圆周侧向分型与抽芯机构塑件外侧圆周方向存在的12个通孑L要求设置多型芯侧向抽芯机构。
常用的有异型弯销侧向抽芯机构、齿轮一齿条抽芯机构、液压一连杆抽芯机构,以及齿轮、连杆等组合回转抽芯机构。
这些机构结构复杂,制造、安装、调试都有一定的难度。
而且由于模具空间位置有限,设置困难,使得模具整体性差,影响模具的使用寿命及塑件的尺寸精度。
为此,该模具采用一种简便有效的新型抽芯机构,即利用异型弯销、转盘及滑块实现多型芯径向抽芯。
转盘8有l2个沿圆周方向均匀分布的径向导槽和与导槽成45。
夹角的弧形长孔转盘8的导槽内装有滑块9,两者间隙配合(H9/e8)。
加工转盘8弧形长孑L时,一次装卡定位,用线切割加工转盘8上的所有弧形长孑L,以保证滑块9具有相同的抽芯距离。
滑块9上装有滑销7和型销lO,都是过盈配合(H6/r5);套l5与转盘8过渡配合(H7/m6),与凹模镶件l4间隙配合(H9/e8);滑销7插在转盘8的弧形长孔内,两者间隙配合(H9/b8);型销lO与凹模镶件14间隙配合(H9/e8)。
《弯水嘴成型工艺与模具设计》课程设计说明书班级:机自1104学号:0401110430姓名:杨凯指导老师:周建华时间:2014.12目录一、零件成型工艺分析………………………………………...…….二、设计计算…………………………………………………………三、模具结构设计……………………………………………………3.1模架的设计与选择……………………………………………3.2浇注系统的设计…………………………………………………3.3顶出机构设计……………………………………………………3.4冷却系统设计……………………………………………………四、模具3D结构设计……………………………………….……..五、结束语……………………………………………………………六、参考文献…………………………………………………………一、零件成型工艺分析弯水嘴注塑模具设计1.前期准备工作1.1塑料件1.2选材塑件无特殊要求。
PVC经济,故选PVC1.3生产纲领大批量生产1.4.塑件结构及成型工艺分析结构:1.弯管2.有螺母头3.有外螺纹成型工艺分析:1.精度等级渠5级 2.脱模斜度取1度1.5.PVC性能分析1.易分解2.流动性差3.非结晶型聚合物,收缩率不大,硬质0.006——0.0154.易着色,易印染 PVC 相关性能表性能 相对密度 吸水率(浸泡24h )%拉伸强度/MPa 伸长率/% 弯曲强度/MPa 压缩强度/MPa邵氏硬度最高工作温度/度硬质PVC 1.35—1.460.07——0.535——52<40 70-112 55-85 D75-85 701.6.PVC 成型塑件的主要措施及其主要缺陷及其消除措施1.易分解:加稳定剂,快速注射成型,采用深槽螺杆注射机2.流动性差:加增塑剂,主流道粗,分流道短,高压注射 二.设计计算 2.1确定型腔数目确定型腔数目时因考虑到型腔数目的增加对产品质量的影响,根据经验,每增加一个型腔,制品尺寸精度要降低4%。
编号:实训(论文)说明书题目:90度水管接头注塑模模具设计院(系):机电工程学院专业:机械设计制造及其自动化学生姓名:学号:指导教师:2012 年 12 月 26日本次课程设计是塑料90度水管接头注塑模具设计。
通过对塑件进行工艺的分析和比较,最终设计出一副注塑模具。
该课题具体从产品结构工艺性,模具结构出发,对模具的浇注系统、模具成型部分的结构设计、脱模机构设计、冷却系统、注塑机的选择及有关参数的校核、都有详细的介绍。
同时简单的对模具成型零件进行了结构工艺分析,并编制加工工艺流程。
通过对整个模具的设计过程,表明该模具能够达到此塑件所要求的加工工艺。
塑件外形简单,90度直接头,因此,本套模具设计采用滑块侧抽芯结构。
总之,通过该90度水管接头注塑模具设计,系统的阐述了侧向抽芯模具的分型面确定以及抽芯方向的选择。
通过这次的课程设计,提高对模具的自我认知能力,对模具的设计流程有了一个更深层次的了解,同时对模具的加工工艺流程及模具加工所采取的一些方法都有了一定理解。
关键词:90度水管接头;模具;侧抽芯结构;设计This course is designed Plastic 90-degree pipe fittings injection mold design. Through the process of plastic parts for analysis and comparison, the final design of an injection mold. The subject of the specific process from the product structure, die structure starting on the casting mold system, mold forming part of the structural design, ejection mechanism design, cooling systems, the choice of injection molding machines and related parameters of the check, there is a detailed description . While the simple parts of the structure molding process analysis, and preparation of process flow. Through the entire mold design process, indicating that the plastic mold to achieve the required processing. Simple form plastic parts, 90-degree pipe fittings, so this set of die design by spring, the slider side core pulling structure. In short, by the 90-degree pipe fittings injection mold design, the system described side core parting surface to determine the choice of direction and core pulling.Through this curriculum, raise self-cognitive ability of the mold, the mold design process have a deeper understanding of both the mold and die machining process adopted by some of the processing methods have a certain understanding.Key words:Plastic 90-degree pipe fittings; die; side core pulling structure;design目录引言----------------------------------------------------------- 1 1 塑件工艺分析----------------------------------------------- 2 1.1塑件的设计要求-------------------------------------------------------- 2 1.2塑件的造型尺寸-------------------------------------------------------- 2 1.3塑料制件工艺性分析及工艺选择------------------------------------------ 3 1.3.1塑料制件的结构工艺性------------------------------------------------ 3 1.3.2成型材料ABS的特性-------------------------------------------------- 31.3.3ABS的注射成型过程及工艺参数----------------------------------------- 42 模具的结构形式和初选注射机---------------------------------- 5 2.1分型面位置的确定------------------------------------------------------ 5 2.1.1分型面的形式-------------------------------------------------------- 5 2.1.2分型面的设计原则---------------------------------------------------- 5 2.2型腔数量和排列方式确定------------------------------------------------ 6 2.2.1型腔数量的确定------------------------------------------------------ 6 2.2.2型腔排列形式的确定-------------------------------------------------- 6 2.3注射机型号的确定------------------------------------------------------ 6 2.3.1注射量的计算-------------------------------------------------------- 6 2.3.2浇注系统凝料体积初步计算-------------------------------------------- 7 2.3.3注射机的选择-------------------------------------------------------- 7 2.3.4注射机的有关工艺参数校核-------------------------------------------- 7 2.3.5喷嘴尺寸------------------------------------------------------------ 8 2.3.6定位圈尺寸---------------------------------------------------------- 9 2.3.7最大、最小模厚:---------------------------------------------------- 92.3.8安装螺纹尺寸-------------------------------------------------------- 93 浇注系统的设计--------------------------------------------- 10 3.1浇注系统设计分析----------------------------------------------------- 10 3.2确定浇注系统的原则--------------------------------------------------- 10 3.3主流道的设计--------------------------------------------------------- 10 3.4分流道的设计--------------------------------------------------------- 11 3.5浇口的设计----------------------------------------------------------- 123.5.1浇口的形状--------------------------------------------------------- 12 3.5.2浇口位置的选择----------------------------------------------------- 13 3.6浇注系统的平衡------------------------------------------------------- 13 3.6.1分流道的平衡------------------------------------------------------- 13 3.6.2浇口的平衡--------------------------------------------------------- 143.7冷料穴的设计和计算--------------------------------------------------- 144 成型零部件工作尺寸的计算----------------------------------- 14 4.1计算成型零部件工作尺寸要考虑的要素----------------------------------- 14 4.2型腔和型芯尺寸的计算------------------------------------------------- 15 4.2.1型腔径向尺寸的计算------------------------------------------------- 16 4.2.2型腔深度尺寸的计算------------------------------------------------- 16 4.2.3型芯径向尺寸的计算------------------------------------------------- 16 4.2.4型芯高度尺寸的计算------------------------------------------------- 164.2.5型腔壁厚计算------------------------------------------------------- 165 推出机构设计----------------------------------------------- 18 5.1推出机构的设计要求:------------------------------------------------- 19 5.2推出力的计算--------------------------------------------------------- 195.3推杆形状的设计及其固定形式------------------------------------------- 196 导向机构的设计--------------------------------------------- 21 6.1导向、定位机构的作用------------------------------------------------- 21 6.2导向、定位机构的总体设计--------------------------------------------- 216.3模架的选择-------------------------------------------------- 217 侧向分型与抽芯机构设计------------------------------------- 22 7.1侧向分型与抽芯机构分类----------------------------------------------- 22 7.2斜导柱的设计--------------------------------------------------------- 22 7.2.1斜导柱受力分析与直径计算------------------------------------------- 23 7.2.2 斜导柱长度的计算--------------------------------------------------- 247.3斜滑块的设计--------------------------------------------------------- 258 排气槽设计------------------------------------------------- 259 温度调节系统----------------------------------------------- 26 9.1冷却系统的设计------------------------------------------------------- 269.2冷却水体积流量计算--------------------------------------------------- 279.3冷却水管的分布------------------------------------------------------- 2710 模具零件制造工艺的编制------------------------------------ 28 10.1塑料成型工艺卡------------------------------------------------------ 28 10.2注射机加工难点------------------------------------------------------ 29 10.3型腔工艺分析-------------------------------------------------------- 30 10.3.1工艺分析---------------------------------------------------------- 30 10.3.2加工工艺过程------------------------------------------------------ 3010.4主型芯工艺分析------------------------------------------------------ 3111 模具装配和试模-------------------------------------------- 31总结---------------------------------------------------------- 32谢辞-------------------------------------------------------- 33参考文献------------------------------------------------------ 34引言改革开放以来,随着国民经济的高速发展,市场对模具的需求量不断增长。
出水嘴注射模设计1.模具结构设计出水嘴注射模的结构设计非常重要,直接影响到模具的使用寿命和注射产品的质量。
首先需要确定模具的型腔结构,根据注射产品的形状和尺寸绘制出完整的三维模型。
在模型的基础上,设计模具的分型线和分型面,确保模具的顶出功能和产品的顶出性能。
另外,还需要考虑冷却系统和顶出系统的设计,以确保注射过程中的冷却效果和产品的顶出效果。
2.注射过程设计注射过程设计是出水嘴注射模设计中的关键环节之一、首先需要确定注射产品的材料,根据材料的特性和要求选择合适的注射参数,包括注射压力、注射速度、注射温度等。
另外,还需要根据模具的结构设计合理的去气系统,以排除注射过程中产生的气体。
通过合理的注射过程设计,可以获得高品质的注射产品。
3.材料选择材料选择是出水嘴注射模设计中的另一个重要环节。
注射模的工作环境一般较为恶劣,需要选择具有良好耐磨性和耐腐蚀性的材料。
通常情况下,模具的主要部件采用优质的钢材,如P20、718等。
另外,还需要考虑模具的表面处理,以提高模具的耐磨性和耐腐蚀性。
4.模具加工根据模具结构设计和注射过程设计,进行模具加工。
模具加工过程中需要进行多道工序,包括车削、铣削、钻孔、镶件加工等。
在模具加工过程中,需要保证模具的尺寸精度和表面粗糙度,以确保模具的质量和性能。
另外,还需要进行模具的热处理和表面处理,提高模具的硬度和耐磨性。
5.模具调试在模具加工完成后,进行模具的调试。
首先需要对模具进行组装和调整,以确保模具的正常运行和使用。
然后进行模具的试模和调整,根据试模结果对模具进行微调,以获得高品质的注射产品。
在模具调试过程中,需要注意调整注射参数和顶出参数,以确保注射过程的稳定性和产品的一致性。
6.模具维护完成模具调试后,需要进行模具的维护。
模具在使用过程中会出现磨损和腐蚀现象,需要及时进行维护和修复。
定期对模具进行检查和保养,以延长模具的使用寿命和保证注射产品的质量。
综上所述,出水嘴注射模设计是一个复杂而细致的过程,需要综合考虑多个因素。
多抽芯出水弯接注塑模设计何冰强1,廖春玲1,肖国权2(1.广东机电职业技术学院,广东广州510515;2.华南理工大学,广东广州510640)来稿日期:2012-03-06基金项目:中央高校基本科研业务费专项资金资助(2011ZM0060)作者简介:何冰强,(1971-)男,广东兴宁,副教授,博士,主要从事模具、数控、新型制冷工质及汽车空调研究1引言塑料注射成型模具主要用于热塑性塑料的注射成型。
在注塑模具的设计过程中,必须根据塑料制品的材料、规格、用途及技术要求,来确定模具的结构、浇注系统、成型零部件、脱模机构、冷却系统以及模具的具体加工方法,从而确保产品的质量[1-2]。
下面以生产出水弯接头的注塑模具设计来介绍注塑模设计的技术思路。
2结构与工艺分析出水弯接头及其实体造型,如图1所示。
产品为一直角转弯的塑料管道。
一端外表面是由4个圆锥叠加排列的接合位,主要用于与其它联接管道扣压;另一端为长方体形,其上分布有4个安装用通孔。
产品材料为PA66,要求表面用600#砂布抛光。
出水弯接属日常生产生活中常用易损件,其产量较大,是中大批量生产制品,其结构比较复杂,若采用一模一件生产,会造成模具受力不均,效率低。
考虑在保证产品质量的同时,控制模具制造成本,该注射模具采用一模二件形式。
在设计模具时,必须解决的两个关键问题:(1)塑件4个圆锥形状、4个安装用通孔和管内二段垂直通孔的成型;(2)塑件质量保证,塑件要求外表光滑、无变形、精度高,整体无熔接痕、飞边、缩孔等注塑缺陷。
3547105769I4-Φ6.29°IΦ242.631.5图1出水弯头及造型Fig.1Pump Outlet ’s Curve and Mould综上所述,要求成型出水弯接注塑模的结构必须合理,合模精度高,有合理的浇注系统、模温控制和脱模机构等。
否则在壳体上极易因合模不准产生飞边,充填不满、料流纹理等产品质量缺摘要:分析了出水弯接头塑件的结构及成型工艺,针对塑件材料性能、内部垂直管道及侧面安装孔,研究了一模二件对称分布的注塑型腔模具结构,设计了包含弹簧辅助分型抽芯的三套侧向分型机构于同一模具上方案,采用了冷料井为顶出位和确保开合模行程有效的结构。
并设计了模具的盘式浇注系统、组合式的型腔与开型芯部件、斜导柱式侧向分型抽芯机构、导向机构、复位及顶出机构、冷却与排气系统等。
实践结果表明:模具设计方案合理、结构紧凑、动作可靠。
关键词:出水弯;模具;侧抽芯;顶出;优化设计中图分类号:TH16;TS943.66文献标识码:A文章编号:1001-3997(2013)01-0250-04Design of Injection Mould of Multi-Core-Pulling Curved Pipe of the Pump OutletHE Bing-qiang 1,LIAO Chun-ling 1,XIAO Guo-quan 2(1.Guangdong Jidian Polytechnic ,Guangdong Guangzhou 510515,China ;2.South China University of Technology ,Guangdong Guangzhou 510640,China )Abstract :It analyzed the structure and forming process of plastic parts of the pump outlet ’s curved pipe and studied the injection cavity mould mode structure of symmetric distribution of “one mould two plastic parts ”according to the material property ,the internal vertical pipe of plastic parts as well as the side mounting hole.The scheme of combining three side parting mechanisms were designed including the spring aided parting core-pulling as one ,adopting the cold slug well as the ejection and making sure the efficient structure of mould open-close stroke.The disc feed system ,molding parts ,combined cavity and open cores parts ,bevel lead side parting core pulling mechanism ,guiding mechanism and reset &ejector plate assembly as well as cooling &exhaust system were designed.The results of practice show that the rational design scheme of mould has compact structure and reliable action.Key Words :Curved Pipe of the Pump Outlet ;Mould ;Side Core-Pulling ;Ejection ;OptimizationMachinery Design &Manufacture机械设计与制造第1期2013年1月250陷,从而影响产品外观与正常使用。
3成型工艺分析3.1材料分析出水弯接原材料为PA66,是一种半晶体-晶体材料,在较高温度能保持较强的强度和刚度,但吸水性较大。
熔点252℃,热分解温度大于350℃,连续耐热(80~120)℃,密度为ρ=1.15g/cm 3。
PA66成型薄壁塑件,当模具温度低于40℃的,塑件的结晶度将随时间变化。
为了保持塑件的几何稳定性,多采用80℃的模具温度;原料在85℃的热空气中进行干燥处理。
同时PA66的凝固时间很短,因此浇口的位置非常重要。
3.2制品结构及分型面从结构分析可见,该出水弯接塑件内孔表面必须采用组合式型芯成型,而外表面部位的4个圆锥形状部位需采用二瓣对开组合凹模,在其上用于固定的端面和4个安装孔的成型则用另一套模芯成型。
分型面应尽可能做到处在“断面尺寸最大处与开合模方向平行”,本塑件最大断面如图1中Ⅰ-Ⅰ平面所示,选取该面为主分型面,同时还可保证4个圆锥体部位的成型。
而塑件内孔长型芯可采用一侧向分型与抽芯机构,同样地内孔短型芯和固定用端面及4个安装孔则可用另一侧向分型与抽芯机构成型。
采用上述分型与结构,也保证了模具加工和注射成型时进气与排气。
123456789101112131415161718192021222324252627282930313233343536A-A 旋转AAZC1.动模固定板2.垫板3.弹簧A4.型芯压板A5.型芯A6.水嘴7.侧滑块8.斜导柱A9.导柱10.定模固定板11.型腔A 12.浇口套13.定模14.顶出机构导柱15.顶出板16.顶出固定板17.限位钉18.滑槽体19.限位块20.滑块21.型芯压板B 22.型芯B 23.斜导柱B 24.斜楔块25.支承柱26.塑件27.顶出杆28.型芯C 29.型芯D30.滑槽盖板31.弹簧B 32.型腔B 33.动模固定板34.拉杆35.复位杆36.螺钉图2出水弯头注射模具结构与造型Fig.2Pump Outlet ’s Curved Inject Mold Structure and Mould3.3壁厚与表面质量出水弯接壁厚比较均匀,为2.6mm 。
只要浇口位置选择合适,减少原材料水份,控制好注射时熔料及模具的温度,相应地不会产生缩孔、气泡等注塑缺陷。
为提高产品表面光洁度,减少表面抛光处理过程,对模具型腔、型芯、镶件表面质量及其相对位置精度要求更高(模具精度等级要比制件精度等级至少高1~2级)[3-4]。
相应地,对淬火后的零件,需对其成型表面采用磨削、研磨、抛光等光整加工,以保证模具成型塑件的表面粗糙度值。
4模具结构设计出水弯接塑件注射模结构,如图2所示。
模内型腔分布,如图3所示。
对称布置[5-6]。
为简化模具结构并降低模具制造成本和难度,使用组合镶件、型芯完成塑件内、外形型。
开模时,除利用模具开合力使成型面分型外,还使用了三套斜导柱侧向分型与抽芯机构,在其量一套机构中还采用了弹簧辅助分型机构。
在顶出机构的设置上,将顶出位置设在非工件表面区域的冷料贮存井位上,最大限度地减少产品变形。
图3模内塑件、浇注与推出系统Fig.3Mould Plastic Parts 、Pouring and Detrusion System4.1浇注系统由于PA66的凝固时间很短,在型腔中须设置相应的冷料穴,用于贮存料头以及熔体前锋冷料。
浇注系统由主流道和分流道相结合。
分流道浇口采用薄片式浇口,它具有较大的流道面积,充填时间快,充填均匀,翘曲现象小,成型品质佳,尺寸精确,熔接痕少等。
浇注系统结构,如图4所示。
ΦhLd bαl图4浇注系统结构Fig.4Pouring System使用UG 软件分析模块对所造型塑件分析,单个塑件体积为19.32cm 3,质量为22.3g 。
选注射量为75g 的注射机,注塑机喷嘴直径:主流道设计为圆锥形,与注塑机喷嘴相连处小端直径为:d 0=2.5d=d 0+(0.5~1)=3mm与塑件相连处大端直径为:D=d +2L tan α=4.2mm式中:d —流道小端直径,mm ;d 0—流道大端直径,mm ;L —流道长度,mm ;α—流道锥角,(°)。
第1期何冰强等:多抽芯出水弯接注塑模设计251分流道设计参数查参考文献[4-5],取经验数据b=B=5,h=0.7nt= 2,l=3.4。
4.2型芯及型腔结构注塑模具采用组合式型芯和型腔。
成型弯接内表面的型芯主要由:通过型芯压板A4固定于侧滑块7上的二支型芯A5;通过型芯压板B21固定于滑块20上的二支型芯C28和八支型芯D29组合形成。
成型弯接外表面的型腔主要由:固定于定模13上的型腔A11和固定于动模固定板33上的型腔B32组成,联结形式模具结构,如图2所示。
4.3侧向分型与抽芯机构4.3.1斜导柱设计斜导柱结构如图2中序号7、23所示,取斜导柱倾角α=20°。