注塑模侧向抽芯机构设计
- 格式:pptx
- 大小:2.61 MB
- 文档页数:28


第十一章抽芯机构当制品具有与开模方向不同的内侧孔、外侧孔或侧凹时,除极少数情况可以强制脱模外,一般都必须将成型侧孔或侧凹的零件做成可移动的结构。
在制品脱模前,先将其抽出,然后再从型腔中和型芯上脱出制品。
完成侧向活动型芯抽出和复位的机构就叫侧向抽芯机构。
从广义上讲,它也是实现制品脱模的装置。
这类模具脱出制品的运动有两种情况:一是开模时优先完成侧向抽芯,然后推出制品;二是侧向抽芯分型与制品的推出同时进行。
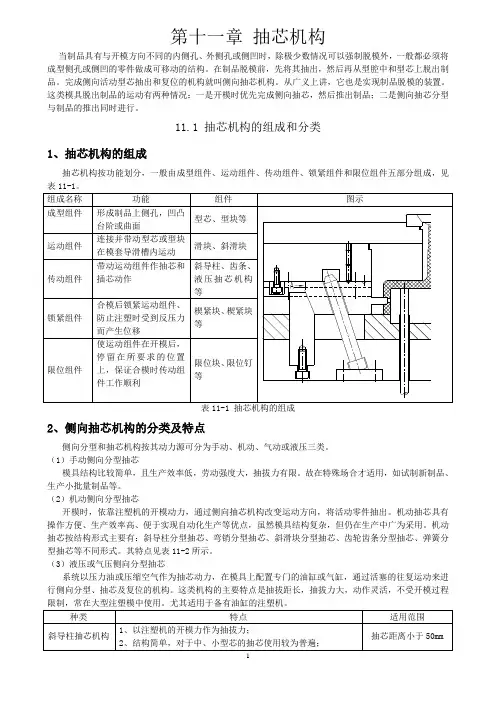
11.1 抽芯机构的组成和分类1、抽芯机构的组成抽芯机构按功能划分,一般由成型组件、运动组件、传动组件、锁紧组件和限位组件五部分组成,见表11-1 抽芯机构的组成2、侧向抽芯机构的分类及特点侧向分型和抽芯机构按其动力源可分为手动、机动、气动或液压三类。
(1)手动侧向分型抽芯模具结构比较简单,且生产效率低,劳动强度大,抽拔力有限。
故在特殊场合才适用,如试制新制品、生产小批量制品等。
(2)机动侧向分型抽芯开模时,依靠注塑机的开模动力,通过侧向抽芯机构改变运动方向,将活动零件抽出。
机动抽芯具有操作方便、生产效率高、便于实现自动化生产等优点,虽然模具结构复杂,但仍在生产中广为采用。
机动抽芯按结构形式主要有:斜导柱分型抽芯、弯销分型抽芯、斜滑块分型抽芯、齿轮齿条分型抽芯、弹簧分型抽芯等不同形式。
其特点见表11-2所示。
(3)液压或气压侧向分型抽芯系统以压力油或压缩空气作为抽芯动力,在模具上配置专门的油缸或气缸,通过活塞的往复运动来进行侧向分型、抽芯及复位的机构。
这类机构的主要特点是抽拔距长,抽拔力大,动作灵活,不受开模过程11.2 抽芯机构的设计要点1、模具抽芯自锁自锁:自由度F≥1,由于摩擦力的存在以及驱动力方向问题,有时无论驱动力如何增大也无法使滑块运动的现象称为抽芯的自锁。
在注塑成型中,对于机动抽芯机构,当抽芯角度处于自锁的摩擦角之内,即使增大驱动力,都不能使之运动,因此,模具设计时必须考虑避免在抽芯方向上发生自锁。

侧抽芯模具毕业设计侧抽芯模具毕业设计在现代工业制造中,模具被广泛应用于各个行业。
而侧抽芯模具作为一种常见的模具类型,在塑料制品的生产中扮演着重要的角色。
侧抽芯模具的设计与制造对于产品的质量和效率有着直接的影响。
因此,我选择了侧抽芯模具作为我的毕业设计课题,旨在通过深入研究和实践,提高对侧抽芯模具的理解和应用能力。
首先,我将从侧抽芯模具的基本原理和结构开始。
侧抽芯模具是一种用于制造带有凹槽或凸起的塑料制品的模具。
它通过一种特殊的结构设计,使得在注塑过程中可以实现侧向抽芯的功能。
这种设计可以在一次注塑过程中完成多个零件的制造,大大提高了生产效率。
同时,侧抽芯模具的结构复杂,需要精确的加工和装配,以确保其正常运行和长期使用。
接下来,我将研究侧抽芯模具的设计流程和方法。
在进行侧抽芯模具的设计时,首先需要进行产品的分析和需求确定。
然后,根据产品的要求和工艺特点,进行模具的结构设计。
这包括芯子的设计、导向机构的设计、抽芯机构的设计等。
在设计过程中,需要考虑到材料的选择、加工工艺的可行性以及模具的可靠性等因素。
最后,通过CAD软件进行模具的三维建模和设计验证,确保模具的准确性和可行性。
在实践环节中,我将亲自参与侧抽芯模具的制造和调试。
首先,我将学习模具加工的基本知识和技能,包括车削、铣削、磨削等工艺。
然后,我将亲自操作加工设备,制造出符合设计要求的模具零件。
在模具的装配过程中,我将学习如何正确地安装和调整各个零部件,确保模具的正常运行。
最后,我将进行模具的调试和试模,验证模具的性能和精度。
除了理论和实践的学习,我还将进行相关的研究和探索。
侧抽芯模具作为一种复杂的模具类型,其应用领域和技术难点都有待深入研究。
我将通过文献阅读和实验研究,了解侧抽芯模具的最新发展和应用技术。
同时,我还将与导师和同学进行交流和讨论,共同探讨侧抽芯模具的设计和制造方法。
通过这些研究和探索,我将进一步提高对侧抽芯模具的理解和应用能力。
最后,我将对侧抽芯模具的设计和制造进行总结和评价。
带侧向抽芯注塑模具设计-说明书带侧向抽芯注塑模具设计-说明书1.引言本文档旨在提供带侧向抽芯注塑模具设计的详细说明。
该设计要求遵循行业标准和最佳实践,以确保模具的可靠性和效率。
2.模具设计概述在本节中,我们将介绍模具设计的背景和目的,并提供设计方案的总体概述。
3.基本要求这一章节详细列出了模具设计的基本要求,包括模具尺寸、材料选择、模具的功能和预期的注塑成型过程。
4.模具结构设计在这一章节中,我们将详细描述模具的整体结构,包括模具底盘、上模、下模、侧向抽芯组件等。
我们将提供详细的设计细节和建议。
5.注塑系统设计本章节将涵盖注塑系统的设计,包括喷嘴、加热和冷却系统,以及其它相关组件。
我们将提供如何选择和设计这些组件的建议。
6.模具运动系统设计这一章节将重点介绍模具的运动系统,包括模具的开合机构、侧向抽芯机构等。
我们将提供设计原则和实施建议。
7.模具制造与装配在本节中,我们将讨论模具的制造和装配过程,包括材料加工、零部件制造、模具组装调试等。
我们将指导如何保证模具的质量和寿命。
8.模具试模与优化这一章节将介绍模具试模和优化的步骤。
我们将提供一些建议,以确保模具在注塑过程中能够达到预期的效果,并作出必要的调整。
9.模具维护与保养在本节中,我们将讨论模具的维护和保养事项,包括日常保养、故障排除和常见问题的解决方法。
我们还会介绍一些模具寿命延长的措施。
10.安全注意事项这一章节将列出模具设计和使用过程中需要遵守的安全注意事项,以确保人员的安全。
11.附件本文档附带以下附件供参考:- 模具设计图纸- 注塑工艺参数表- 模具制造和装配的流程图附:法律名词及注释1.注塑成型:指通过将熔融的塑料注入模具中,通过冷却固化所得到的制品的加工方法。
2.模具底盘:指支撑模具上下模的基础结构。
3.上模:指模具中靠近模具底盘的零件。
4.下模:指模具中靠近模具上方的零件。
5.侧向抽芯:指在注塑成型过程中,需要在模具关模时抽出的零件。
侧向分型与抽芯机构设计引言侧向分型与抽芯机构在注塑模具设计中起着重要的作用。
侧向分型是指在模具中设置缓冲阀和侧板,通过侧向运动来将塑料制品从模具中取出。
而抽芯机构则是用于取出模具中的中空或凸起的零件。
本文将重点讨论侧向分型与抽芯机构的设计原理和注意事项。
侧向分型的设计原理侧向分型是指在注塑模具中采用侧向运动的方式将塑料制品从模具中取出。
侧向分型的设计原理如下:1.设置缓冲阀:在模具的侧壁上设置缓冲阀,用于控制分型板的侧向运动。
缓冲阀可采用气动或液压方式控制,通过控制缓冲阀的开合,可以实现模具的分型操作。
2.侧板设计:在模具中设置侧板,用于支撑分型板和缓冲阀。
侧板的设计应符合模具的整体结构和功能要求,同时要考虑到侧板的材料选择和加工工艺。
3.分型板设计:分型板是侧向分型的关键部件,其设计应考虑到制品的尺寸和形状。
分型板的材料通常采用高硬度的工具钢,以确保分型过程的稳定性和可靠性。
侧向分型的注意事项在设计侧向分型时,需要注意以下几点:1.分型力的控制:在侧向分型过程中,分型力的大小直接影响到制品的质量。
因此,在设计时应合理控制分型板的运动速度和缓冲阀的开合力度,以保证制品不受损坏。
2.分型板的导向设计:分型板的导向设计直接影响到分型过程的准确性和稳定性。
在设计时应考虑到分型板的导向孔和导向销的配对设计,以确保分型过程的顺利进行。
3.分型板的润滑和冷却:分型板在长时间使用过程中容易受到磨损和热变形的影响。
因此,在设计时应考虑到分型板的润滑和冷却措施,以延长模具的使用寿命。
抽芯机构的设计原理抽芯机构是用于取出模具中的中空或凸起的零件。
抽芯机构的设计原理如下:1.抽芯导向设计:抽芯导向是指在模具中设置抽芯导向销和抽芯导向孔,以确保抽芯过程的准确性和稳定性。
抽芯导向的设计应考虑到抽芯导向销和抽芯导向孔的配对设计,以保证抽芯过程的顺利进行。
2.弹簧压力的控制:在抽芯过程中,弹簧的压力大小直接影响到抽芯的力度。
第14卷第2期2019年6月Vol.14No.2Jun.2019陕西工业职业技术学院学报Journal of Shaanxi Polytechnic Institute咖啡壶嘴侧抽芯注塑模具设计董海东(陕西工业职业技术学院材料工程学院,陕西咸阳712000)摘要:根据咖啡壶嘴塑件的结构特点和要求,模具设计釆用动模和定模对接形式所构成的分型面与塑件轮廓形状相一致的结构,利用油缸液压抽芯成型外侧侧凹,通过固定型芯的"T"形槽带动活动型芯完成内抽芯,以推块作顶出装置。
模具结构紧凑合理,容易加工制造。
采用侧浇口内侧进料的方式,可以有效改善塑件的外观质量。
关键词:咖啡壶嘴;注塑模;内抽芯;侧浇口中图分类号:TG241文献标识码:B文章编号:9459-2019(2)-0009-03A Side Core-pulling Injection Mould Design for Coffeepot SpoutsDong Haidong(School of Materials Engineering,Shaanxi Polytechnic Institute,Xianyang Shaanxi712000,China)Abstract:Based on the structural characteristics and requirements of coffeepot spouts,the design adopts the form of the movable and the fixed mold to form a coherent parting surface and contour shape of the plastic part.The outer side concave is formed by the hydraulic core pulling of the cylinder;side core-pulling is completed by T-shaped groove driving the active core and push block as the ejector device.The structure is compact and easy to be man factured.The use of side gate inside feed can effectively improve the appearance of the quality of plastic parts. Key words:Coffeepot spout;Injection mould;Inner Core-pulling;Side gate1塑件工艺性分析咖啡壶嘴柄塑件如图1所示,材料为聚丙烯(PP)o聚丙烯无色、无味、无毒,密度为0.90-0. 91g/cm3o不吸水、易着色,熔点为164-170^2,耐热性好,最低使用温度为-15T。
斜导柱侧向分型与抽芯机构设计引言一、斜导柱侧向分型的意义和要求1.斜导柱的位置应该具有合理的设计和布置,使得嵌套件与注塑件能够在开模时顺利分离,避免卡死和损坏。
2.斜导柱的数量应该根据模具的具体情况来确定,一般而言,两对斜导柱就能够满足大部分模具的要求。
3.斜导柱的倾斜角度应该根据模具的开模力大小和嵌套件的形状来确定,一般而言,角度为3-10度。
二、抽芯机构的设计原则抽芯机构是指在注塑模具中用于取出内部被模腔包围的注塑件或者核心的一种机构。
抽芯机构的设计需要遵循以下几个原则:1.抽芯机构的动作应该稳定可靠,不应该出现抖动和滑动的现象,否则会影响成型件的质量。
2.抽芯机构的设计应该尽可能地简单、易操作,以减少故障发生的可能性,同时,也能够提高生产效率。
3.抽芯机构的结构应该紧凑,不占用过多的模腔空间,以便于成型件的顺利流动。
4.抽芯机构的材料选择要正确,应该具有足够的强度和耐磨性,以保证其长时间的使用寿命。
三、斜导柱侧向分型与抽芯机构的结合设计1.斜导柱与抽芯机构的位置关系:斜导柱和抽芯机构的位置应该被合理地安排,以确保嵌套件与注塑件之间的顺利分离。
一般来说,斜导柱和抽芯机构应该尽量靠近模具的侧面。
2.斜导柱与抽芯机构的数量关系:斜导柱和抽芯机构的数量应该根据模具的具体情况来确定。
一般而言,斜导柱和抽芯机构的数量应该保持一致,一个斜导柱对应一个抽芯机构。
3.斜导柱与抽芯机构的夹角:斜导柱与抽芯机构的夹角应该根据模具的开模力大小和嵌套件的形状来确定。
一般而言,夹角为3-10度。
4.斜导柱与抽芯机构的动作配合:斜导柱和抽芯机构的动作应该配合紧密,以确保模具的开模效果。
抽芯机构应该能够顺利地取出内部被模腔包围的注塑件或者核心。
结论斜导柱侧向分型与抽芯机构设计是注塑模具设计中至关重要的组成部分。
合理的斜导柱侧向分型和抽芯机构设计可以提高模具的开模效果,避免卡死和损坏。
同时,斜导柱侧向分型与抽芯机构的结合设计也是模具设计的一项难点,需要充分考虑因素,确保各个部分的配合紧密,以确保模具的正常使用。