以及直方图排列图和因果图的绘制与分析资料
- 格式:doc
- 大小:315.50 KB
- 文档页数:11
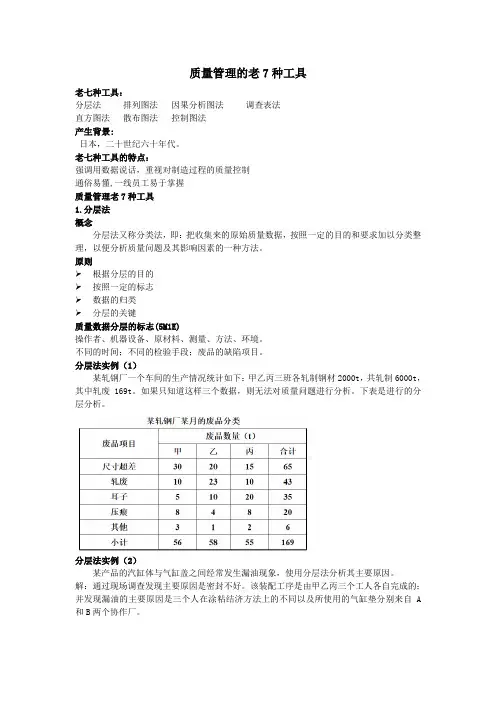
质量管理的老7种工具老七种工具:分层法排列图法因果分析图法调查表法直方图法散布图法控制图法产生背景:日本,二十世纪六十年代。
老七种工具的特点:强调用数据说话,重视对制造过程的质量控制通俗易懂,一线员工易于掌握质量管理老7种工具1.分层法概念分层法又称分类法,即:把收集来的原始质量数据,按照一定的目的和要求加以分类整理,以便分析质量问题及其影响因素的一种方法。
原则➢根据分层的目的➢按照一定的标志➢数据的归类➢分层的关键质量数据分层的标志(5M1E)操作者、机器设备、原材料、测量、方法、环境。
不同的时间;不同的检验手段;废品的缺陷项目。
分层法实例(1)某轧钢厂一个车间的生产情况统计如下:甲乙丙三班各轧制钢材2000t,共轧制6000t,其中轧废169t。
如果只知道这样三个数据,则无法对质量问题进行分析。
下表是进行的分层分析。
分层法实例(2)某产品的汽缸体与气缸盖之间经常发生漏油现象,使用分层法分析其主要原因。
解:通过现场调查发现主要原因是密封不好。
该装配工序是由甲乙丙三个工人各自完成的;并发现漏油的主要原因是三个人在涂粘结济方法上的不同以及所使用的气缸垫分别来自A 和B两个协作厂。
调查的数据如下:调查总数50个,漏油19个,漏油发生率0.38。
现采用分层法按操作者和协作厂分层收集整理数据。
按操作者分层结论:工人乙的操作方法漏油发生率比较低。
按协作厂分层结论:B厂的气缸垫漏油发生率比较低。
综上:建议采用乙的工作方法和B厂的气缸垫。
实施结果:漏油发生率增加了原因:没有考虑两者之间的关系措施:重新考虑分层与协作厂联合分层结论:B厂↔工人甲A厂↔工人乙2.排列图法概念➢排列图又称主次因素分析图或帕累托图(Pareto)。
➢由两个纵坐标、一个横坐标、几个直方块和一条折线所构成。
➢累计百分比将影响因素分成A、B、C三类。
排列图又叫巴雷特图(pareto diagram),其原理是意大利经济学家帕累托在分析社会财富分布状况时得到的“关键的少数和次要的多数”的结论。
控制图、排列图和直方图参考书:张智勇(2004),基础质量管理工具,广东科技出版社马逢时等,六西格玛管理统计指南,中国人民大学出版社。
全国质量专业技术人员职业资格考试办公室,质量专业理论与实务,第4章统计过程控制,中国人事出版社。
质量管理工具有七种主要工具:排列图,直方图、质量控制图、散点图、分层法、因果图和检验表(老7种)。
本次重点介绍排列图,直方图和质量控制图的软件画法。
控制图能对过程质量特性统计值进行测定、记录、评估,从而监察过程是否处于控制状态,简言之,控制图用以判断生产过程是否处于统计控制状态(是否存在异因),可以判断生产过程的异常,及时报警。
质量控制图既可以由质量管理人员使用,也可以由第一线工人使用,日本115家中小企业平均每个厂用137张控制图;美国柯达公司5000名职工,共用35000张控制图,可见其重要性。
工厂中使用控制图的数量在某种意义上反映了管理现代化的程度。
控制图是质量管理7个工具的重要组成部分,也是六西格玛管理的重要工具。
质量管理软件分为专用软件与通用软件,后者如MINITAB,JMP、SPSS,SAS-QC等。
许多专用软件ETM(ERP)中也有质量控制部分。
本次只介绍MINITAB15中文版。
MINITAB是美国宾夕法尼亚大学统计系开发,特别适用于质量管理。
主要窗口有数据窗口(工作表)和会话窗口。
可用粘贴等方法将数据填入工作表。
在会话窗口发布命令和收到结果。
Pareto 图是一种条形图,其中水平轴表示所关注的类别(缺陷),而非连续尺度。
类别通常是缺陷。
将每种缺陷按百分比从大到小排列成条形,Pareto 图可帮助您确定哪些缺陷是“少数而关键”的缺陷,哪些缺陷为“多数而琐碎”。
累积百分比线条帮助您判断每种类别所占的比例。
Pareto 图可帮助你,着重改进能获得最大收益的方面。
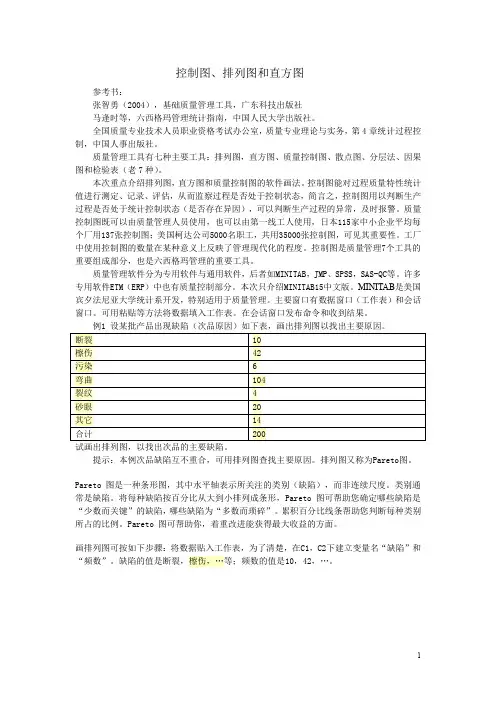
画排列图可按如下步骤:将数据贴入工作表,为了清楚,在C1,C2下建立变量名“缺陷”和“频数”。
缺陷的值是断裂,檫伤,…等;频数的值是10,42,…。

常用统计分析方法排列图因果图散布图直方图控制图控制图的重要性控制图原理控制图种类及选用统计质量控制是质量控制的基本方法,执行全面质量管理的基本手段,也是CAQ系统的基础,这里简要介绍制造企业应用最广的统计质量控制方法。
常用统计分析方法与控制图获得有效的质量数据之后,就可以利用各种统计分析方法和控制图对质量数据进行加工处理,从中提取出有价值的信息成分。
常用统计分析方法此处介绍的方法是生产现场经常使用,易于掌握的统计方法,包括排列图、因果图、散布图、直方图等。
排列图排列图是找出影响产品质量主要因素的图表工具.它是由意大利经济学家巴洛特(Pareto)提出的.巴洛特发现人类经济领域中"少数人占有社会上的大部分财富,而绝大多数人处于贫困状况"的现象是一种相当普遍的社会现象,即所谓"关键的少数与次要的多数"原理.朱兰(美国质量管理学家)把这个原理应用到质量管理中来,成为在质量管理中发现主要质量问题和确定质量改进方向的有力工具.1.排列图的画法排列图制作可分为5步:(1)确定分析的对象排列图一般用来分析产品或零件的废品件数、吨数、损失金额、消耗工时及不合格项数等.(2)确定问题分类的项目可按废品项目、缺陷项目、零件项目、不同操作者等进行分类。
(3)收集与整理数据列表汇总每个项目发生的数量,即频数fi、项目按发生的数量大小,由大到小排列。
最后一项是无法进一步细分或明确划分的项目统一称为“其它”。
(4)计算频数fi、频率Pi和累计频率Fi首先统计频数fi,然后按(1)、(2)式分别计算频率Pi和累计频率Fi(1)式中,f为各项目发生频数之和。
(2)(5)画排列图排列图由两个纵坐标,一个横坐标,几个顺序排列的矩形和一条累计频率折线组成。
如图1所示为一排列图实例。
2.排列图用途(1)确定主要因素、有影响因素和次要因素根据排列图可以确定质量问题的主要因素:累计频率Fi在0-80%左右的若干因素。
质量改进的工具与技术质量改进有老七种工具:因果图;排列图;直方图;检查表;分层法;控制图;散布图。
新七种工具:关连图;系统图(树图);矩阵图;网络图(箭条图);PDPC法(过程决策程序图);亲和图(kj法);矩阵数据解析法。
补充工具有:流程图;水平对比法;头脑风暴法。
一、因果图(一)因果图的概念因果图又称鱼刺图或石川图或特性要因图,是一种用于分析质量特性(结果)与可能影响质量特性的因素(原因)的一种工具。
用来分析因果关系,表达因果关系;通过识别症状、分析原因、寻找原因促进问题的解决。
(二)因果图的绘制1、利用逻辑推理法绘制因果图的步骤(1)确定质量特性(结果);(2)将质量特性(结果)写在纸的右侧,用方框框上,从左至右画一箭头(主骨),列出影响结果的主要原因作为大骨,也用方框框上;(3)列出影响大骨(主要原因)的原因,也就是第二层次原因,作为中骨;用小骨列出第三层次原因,以此类推;(4)将认为对质量特性(结果)有显著影响的重要原因标出来;(5)在图上记录必要的有关信息(如产品、工序或小组名称、参加人员、日期等)。
它是用逻辑推理法去确定第一层次原因(大骨),第二层次原因(中骨),第三层次原因(小骨)与结果之间的关系,故称“逻辑推理法”。
2、利用发散整理法绘制因果图的步骤(1)确定质量特性;(2)尽可能找出所有可能会影响结果的因素;(3)找出各原因之间的关系,在因果图上以因果关系箭头联接起来;(4)将认为对结果有显著影响的重要因素标出来;(5)在因果图上标上必要的信息。
它的特点是开放式的查找原因(最有效的方法是“头脑风暴法”),然后根据对结果的影响从小骨到中骨再到大骨系统地整理这些原因,形成因果图形状,故称为“发散整理法”。
(三)因果图的注意事项1、绘制因果图的注意事项(1)确定原因应集思广益,以免疏漏;(2)确定原因应尽可能具体;(3)有多少质量特性,就要绘制多少张因果图;(4)验证原因必须要细化,直至能采取措施为止,如分析出的原因不能采取措施,说明原因分析尚未到位。
数据统计分析方法QC旧七种工具排列图,因果图,散布图,直方图,控制图,检查表与分层法QC新七种工具(略)关联图,KJ法,系统图法,矩阵图法,矩阵数据解析法,过程决策程序图法(PDPC)和箭头图法。
数据统计分析方法-排列图数据统计分析方法-排列图排列图是由两个纵坐标,一个横坐标,若干个按高低顺序依次排列的长方形和一条累计百分比折线所组成的,为寻找主要问题或主要原因所使用的图。
例1:排列图的优点排列图有以下优点:直观,明了--全世界品质管理界通用用数据说明问题--说服力强用途广泛:品质管理/ 人员管理/ 治安管理排列图的作图步骤收集数据(某时间) 作缺陷项目统计表绘制排列图画横坐标(标出项目的等分刻度)画左纵坐标(表示频数)画直方图形(按每项的频数画)画右纵坐标(表示累计百分比)定点表数,写字数据统计分析方法-因果图何谓因果图:对于结果(特性)与原因(要因)间或所期望之效果(特性)与对策的关系,以箭头连接,详细分析原因或对策的一种图形称为因果图。
因果图为日本品管权威学者石川馨博士于1952年所发明,故又称为石川图,又因其形状似鱼骨,故也可称其为鱼骨图,或特性要因图作因果图的原则采取由原因到结果的格式通常从‘人,机,料,法,环’这五方面找原因‘4M1E’,Man,Machine, Material, Method, Environment通常分三个层次:主干线、支干线、分支线尽可能把所有的原因全部找出来列上对少数的主要原因标上特殊的标志写上绘制的日期、作者、有关说明等作因果图应注意的事项问题(结果)应单一、具体,表述规范最后细分出来的原因应是具体的,以便采取措施;在寻找和分析原因时,要集思广益,力求准确和无遗漏可召开诸葛亮会,采用头脑风暴法层次要清,因果关系不可颠倒原因归类正确作因果图应注意的事项画法按从左至右的贯例执行--规范化在作因果图前,可先从排列图中找出主要问题,然后针对主要问题,召集相关人员进行讨论,力求尽可能找出产生问题的原因,通过分析,确立主要原因。
数据分析基本原则和四图一表数据分析包括了百分率,(合格率),波动图即趋势图(趋势图),因果图,直方图,对策表(一般称为四图一表)及过程能力分析,等部分组成,产品合格率与废品率是各单位常用的手段。
过程能力(工程能力)多用于大批量稳定生产的条件下的大批量产品,对于中小型企业多产品,经常换产品的生产单位使用不多。
加之层次稍高涉,又及概率论数理统计部分较多,运用不广,故一般以“四图一表”为常用手段。
首先是尽可能多而真实的搜集记录数据,如实的反映产品质量现况,从而用“四图一表”找出质量变化的规律,废品与不合格品产生的原因最后采取措施找到解决的对策。
一般从波动图即趋势图开始一、波动图(趋势图)心电图就是记录人的心脏与时间关系的波动图即趋势图。
如图一所示医生由此可以诊断人的心脏得什么病。
同样原理把一个产品在某一个机床或生产系统的产品特性与生产时间也可以得出产品生产过程也可以从波动图即趋势图中得到机图 1 心电图可以反映人的心脏的规律床或系统加工中发生了什么问题。
如;每1分钟抽一个数值测量得结果如下;下料直径Ф20±0.15mm的直径加工记录为表1:图2 Ф20±0.15 的抽查记录如图所示虽然是抽查但反映0—23分钟期间产品加工中的趋势,加工尺寸的中心线是向直径变大的方向发展的,而到了22分后,开始出现超差。
抽查有偶然性,实际上可能早就有超差的,从波动图即趋势图我们可以看出来的超差只有一个占1/ 23即4.34%,但实际超差数是按正态分布,可以用直方图描述的(下边讲)。
说明一点2虽然是抽查但反映0—23分钟期间产品加工中的趋势,加工尺寸的中心线是向直径变大的方向发展的,而到了22分后,开始出现超差。
抽查有偶然性,实际上可能早就有超差的,从波动图即趋势图我们可以看出来的超差只有一个占1/ 23即4.34%,但实际超差数是按正态分布,可以用直方图描述的(下边讲)。
说明一点是清晰的,在前一段时间倾向于因小而废,后一段时间因大而废,关键是出现可能性的大小,从图上看中间最安全因大因小而废的(安全系数都最大)出现可能性都小。
在前两篇文章中我们分别介绍了如何应用SAS软件进行质量数据的描述性统计分析,以及直方图、排列图和因果图的绘制与分析。
下面我们将继续介绍SAS软件在质量管理中的应用:控制图和过程能力分析。
一、运用SAS进行过程能力分析通过ISO9000:2000族标准我们可以看出,过程贯穿于标准始终。
过程能力和过程能力指数应用得越来越广泛。
过程能力是指工序过程生产出合格产品的能力,也是指过程在稳定状态下的胜任加工的能力,即人员、材料、机器设备、方法、环境、检测等质量因素充分规范化,处于稳定控制状态下所表现出来的保证工序过程质量的能力。
过程能力指数是表示过程能力或工序能力满足过程质量标准要求程度的量值。
设某化学用品厂生产一种产品,每种产品需要反应试剂至少为5.00克,但是不能超过5.50克,为了控制生产过程,该厂QC小组用控制图对生产过程进行监控。
QC小组以连续生产的5个产品为一个样本组,每间隔1小时抽取一个样本,共取25组,将数据记入表1中。
首先选择Solutions菜单下的ASSIST模块,再依次选择DATAANALYSIS→ELEMENTARY→QUALITYCNTL→CAPABILITY,进入过程能力分析界面。
在Activedataset栏里选择导入的数据集,再将观测值选入Variabletoanalyze(分析变量),再点击Specificationlimits进入公差界限界面,在Lowerspecificationlimit 栏里填入公差下限5.00,在Upperspecificationlimit栏里填入公差下限5.50。
下面选择输出图形,在过程能力模块里,SAS提供了五种图形分析供我们选择,分别是:CDF 图、直方图(Histogram)、P-P图、Q-Q图以及概率图(Probability),或者不输出任何图形。
本文我们在Plots栏里选择None,即不输出任何图形。
点击Run运行程序后可以得到过程能力分析的结果。
该结果由八部分组成,包括基本统计分析、正态检验、过程能力指数等等。
限于篇幅,本文只列出部分分析结果,图1是过程能力指数分析的结果。
SAS软件不仅计算了Cp、Cpl、Cpu以及Cpk值,同时还计算了各个值的95%置信区间。
由图1可知,该化学用品生产厂生产过程的过程能力指数Cp=1.113,修正的过程能力指数Cpk1.038,因此过程能力尚可,但必须用控制图或其他方法对过程进行控制和监督,以便及时发现波动异常,对产品按照正常规定进行检验。
下面我们用控制图对该过程继续进行分析,以确定该过程是否出现波动异常。
表1反应试剂用量表图1过程能力分析部分结果二、运用SAS进行控制图分析控制图又称为管理图。
它是用来区分由异常原因引起的波动、还是由过程固有的原因引起的正常波动的一种有效的工具。
GB/T4091-2001是关于常规控制图的国家标准。
常见的控制图可分为两类,计量值控制图和计数值控制图,每类下面又各有几种控制图。
计量值控制图包括平均值-极差控制图、平均值-标准差控制图、中位数-极差控制图以及单值-移动极差控制图,计数值控制图包括不合格品数控制图、不合格品率控制图、缺陷数控制图以及单位缺陷数控制图。
本文将选用最常用的平均值-极差控制图为例说明如何用SAS软件实现控制图。
我们继续前面的过程能力分析,绘制该化学用品生产厂生产过程的控制图。
首先将数据导入SAS软件后,然后选择Solutions菜单下的ASSIST模块,再依次选择DATAANALYSIS→ELEMENTARY→QUALITYCNTL→CONTROLCHARTS,进入控制图分析界面。
在Activedataset栏里选择导入的数据集,在Typeofcontrolchart栏里选择控制图类型,本文选择Meanandrangecharts,即平均值-极差控制图。
在Processvariable栏里选择所要分析的数据项,即观测记录值。
再从Subgroupvariable栏里的Enterthenumberofmeasurementstoformeachrationalsubgroup内填入5,即样本容量。
SAS软件的控制图分析部分还集成了检验功能,即判断控制图是否出现异常现象。
点击Additionaloptions→Testsforspecialcauses,进入控制图检验界面(如图2所示)。
由图可以看出,SAS软件提供了GB/T4091-2001中给定的八种判异准则,我们将这八项全部选定。
再将Displaylinesdelineatingzones选项选上,以便显示A、B、C区。
当然,由于SAS软件可以自动判断过程是否出现异常,并标记出异常点,因此我们也可以不选择显示A、B、C区。
最后点击Run运行程序,即可得到平均值-极差控制图结果(如图3所示)。
由平均值-极差控制图分析结果可知,该产品生产过程未出现异常现象。
当控制图显示过程出现异常时,SAS软件将在控制图中以红线显示,并标注违反哪一条判异准则。
下面我们对该厂在控制生产过程之前测量的部分数据进行控制图分析,结果如图4所示。
由分析结果可知,该过程已经出现异常,违反准则1、准则6以及准则8。
图2控制图检验图3平均值-极差控制图分析结果图4控制生产过程前的控制图分析结果本文仅仅是介绍了描述性统计功能及统计质量管理模块在质量管理中的应用,但SAS软件在质量管理中的应用远不止这些,还有参数检验、方差分析等多种统计功能可以应用于企业的质量管理工作。
感兴趣的读者可以将SAS软件的各种功能广泛应用于工作之中,提高质量管理的效率和准确性。
1在前一篇文章中我们应用SAS软件对质量数据进行了描述性统计分析,并介绍了如何应用SAS软件进行直方图分析,本文我们将继续介绍SAS软件在质量管理中的应用:排列图和因果图。
一、运用SAS进行排列图分析排列图右叫帕累托图、主次图。
它是将出现的质量问题和质量改进项目按照重要程度依次排列而采用的一种图表。
可以用来分析质量问题,确定产生质量问题的主要因素。
某工业有限公司钻头车间QC小组在分析钻头车间的锥柄扭制钻头的废品率较高的情况时,做出的统计资料如表1所示。
将数据导入SAS软件后,在Solutions菜单下选择ASSIST模块,然后依次选择DATAANALYSIS→ELEMENTARY→QUALITYCNTL→PARETO,进入排列图分析界面,在Activedataset中选入导入的数据文件,令废品原因项目为Processvariable,频数为Frequencyvariable,运行程序,即可得到排列图分析结果(如图1所示)。
根据绘制的排列图以及80/20原则可知,造成锥柄扭制钻头废品率高的主要原因是接柄和扭槽问题。
了解到主要问题之后,我们需要进一步分析造成这些问题的原因究竟是什么,此时,我们可以用因果图之一质量工具进行分析。
下面我们将介绍接柄问题的因果图分析。
表1锥柄扭制钻头的废品统计表图1排列图分析结果二、运用SAS进行因果图分析因果图又叫鱼刺图或特性要因图,是用来表示质量特性波动与其潜在(隐含)原因的关系,即分析表达因果关系的一种图表。
适用于有多种复杂原因影响,又无法用准确的数据进行定量分析的情况。
在SAS软件中,首先选择Solutions菜单下的ASSIST模块,然后依次选择DATAANALYSIS→ELEMENTARY→QUALITYCNTL→ISHIKAWA,选择建立一个新的因果图,进入因果图的分析界面,依次在结果、大原因、中原因、小原因框内输入相应的质量问题原因分析。
在前面的排列图分析中我们已经得知,造成锥柄扭制钻头废品率高的主要原因之一是接柄问题,下面我们用因果图分析造成这一问题的原因。
图2接柄工序废品率超标的因果图分析结果图2接柄工序废品率超标的原因进行分析得到的结果。
由图可以看出,造成接柄问题的原因可以从操作方法、操作者、材料以及设备四个方面进行分析,对每一个大原因又可继续分析其中原因以及小原因,最终找出引起接柄工序废品率超标的具体原因,得到纠正措施。
1随着信息技术的飞速发展,企业信息化的时代已经到来。
质量管理作为企业管理的重要组成部分,质量管理也要实现信息化。
同时,由于下现代工业中对产品或服务的质量要求越来越高,质量管理人员需要分析大量质量数据。
过去以手工方式计算变量绘制图形的方法已经不再可行,这就要求我们应用计算机和统计软件来更好地进行质量管理。
SAS(StatisticalAnalysisSystem,统计分析系统)软件是世界上著名的统计分析软件之一。
在数据处理和统计分析领域,SAS软件被誉为国际上最权威的优秀统计软件包,广泛应用于各种领域,发挥着重要的作用。
SAS系统中提供的主要分析功能包括统计分析、决策分析、财务分析和全面质量管理工具等等。
目前,已有很多企业成功地应用SAS软件解决质量问题,如上海通用汽车采用SAS 的保修解决方案,将质量问题解决周期缩短70%;上海宝钢使用SAS软件来提高其产品质量和改进供货流程;韩国浦项制铁采用SAS9推动其质量流程管理。
本文将简要介绍SAS软件的描述性统计功能和统计质量管理模块在质量管理中的应用。
一、质量数据的描述性统计分析通常,我们拿到一组质量数据时,首先要对这组数据有个大概了解,或者说有个粗略的认识,之后再根据具体需要进行更深入的分析。
描述性统计分析便为我们提供这样一种功能,它通过对计算数据的均值告诉我们样本数据的分布中心在哪儿,为下一步计算Cp值和Cpk值做准备;计算方差让我们了解分布的分散程度如何;计算偏度峰度使得我们能初步判断数据分布的正态性。
下面让我们一起通过实例来学习如何用SAS软件对质量数据进行描述性统计分析。
某企业生产产品的一个关键质量特性是产品重量,现对该企业抽检的100件产品的重量(表1)进行描述性统计分析。
首先将记录为Excel文件的重量数据导入SAS软件,在File菜单下选择ImportData,导入数据类型选择Excel,之后浏览找到数据文件导入。
然后点击Solutions菜单,打开ASSIST模块,依次选择DATAANALYSIS→ELEMENTARY→Summarystatistics,这样便进入了描述性统计分析的界面。
在Table栏里选择刚刚导入的重量数据(数据集),在Columns栏里选择所要分析的变量weight,然后选择需要分析的统计量,如Mean(均值)、Range(极差)、Variance (方差)、Skewness(偏度)、Kurtosis(峰度)等等。
最后选择Run→Submit运行程序,便得到了我们需要的结果(如图1所示)。
可以看出,抽取的这批产品重量的均值是1026.79g,方差是80.147,偏度是-0.108,峰度是0.244。