纸面石膏板生产工艺技术-石膏芯凝固和强度提高
- 格式:pptx
- 大小:811.08 KB
- 文档页数:23
第十八章石膏板烘干1. 介绍石膏板的制造与其他许多现代工业生产过程相比,成本较低,工艺简单。
因此,为了保持竞争优势,必须对工序进行高度控制,特别是对干燥等高耗能的单位。
不幸的是,对大多数人来说,石膏板干燥过程不过是一种“黑色艺术”,而干燥机本身被简单地看作是一条长长的通道,在通道的一端是湿板,另一端(希望如此)是干板。
我们往往会忘记,尽管干燥机永远无法提高石膏板的质量,但它却能(而且经常是这样)彻底摧毁原本可能是一种非常好的畅销产品。
干燥机可能会以多种方式损坏石膏板,包括:∙物理损伤,如与干燥机结构(墙壁、链条、喷嘴、热电偶等)接触,或由于干燥机或进口辊上的堆积物造成粘结损失。
∙过烧,可能是整个板,也可能只是它的边缘或末端。
∙干燥不足,通常是在板材中部,尽管使用了边缘硬度混合器或涂层辊,但当板材的其余部分过度干燥时,边缘可能会变湿。
∙染色,通常是淀粉,但也可能是彩色添加剂通过纸张毛孔。
我们需要干燥机,因为我们的工艺要求我们用凝固石膏的浆液来填充纸袋,为了产生确保纸袋完全填满所必需的流动特性,我们必须使用比理论石膏需水量更多的水。
在我们的大多数工厂中,由于干燥机中的蒸发而减少的重量相当于最终干板重量的40 - 55%。
各种系统和添加剂可能用来减少蒸发的负载,如木质素磺酸或其他增塑剂的使用,使用不同的研磨和煅烧以及发泡剂的分散控制, 在石膏板生产的最后阶段我们总是需要蒸发大量的水。
一年一度的干燥成本在每个工厂可能高达1000万。
姚恒昌 1姚恒昌2 2. 相关术语一些基本的术语可能是有价值的,然后我们继续讨论烘干和干燥机:2.1 干燥机区. 这是干燥机的一部分,由进气管道和出气管道连接,相同的管通过管道相互连接,并在管道中包含一个再循环风扇和加热装置。
2.2 直接火焰加热. 当加热燃料在干燥器回路中燃烧时,热气体与燃烧产物一起在干燥器体内循环。
2.3 间接火焰加热. 这是当燃料和它的燃烧产物远离干燥机和第二介质,如蒸汽,空气或热流体是用来转移热量到干燥机里的板。
第十三章石膏板添加料1. 介绍石膏板的基本原料是石膏、水和护面纸。
包括各种其他材料;有些是为了降低制造成本,有些是为了提高或保持板材的质量,还有一些是为特殊类型的板材赋予特殊的附加质量。
石膏板的主要材料成本为(随市场的价格变动而有差异):护面纸51%石膏 36%淀粉 4%其它 9%可用于石膏板厂浆体的添加剂包括:-•促凝剂•缓凝剂•淀粉•玻璃纤维•纸浆•木质素磺酸盐•泡沫•硅油•瓜儿豆胶•乳化石蜡•硅粉2. 脱水, 瓦解和水合生产石膏和石膏板的过程围绕着一个简单的可逆化学反应:CaSO4.2H2O ⇔ CaSO4.½H2O + 1½H2O二水硫酸钙⇔半水硫酸钙 + 水石膏⇔熟石膏粉 + 水除了伴随脱水而来的化学变化,还有物理变化,这些变化对我们的脱水过程的后期有着深远的影响。
这些物理变化是由于结合水体积的损失而引起的收缩。
石膏的重量约为21%,体积约为50%。
在石膏结构中,水分子与硫酸钙分子以平面的形式交替。
在半水合物脱水过程中,占据水平面的四分之三的水分流失,石膏颗粒无法改变尺寸以适应体积损失,导致硫酸钙平面出现裂缝。
硫酸钙平面的表面进一步出现裂缝(类似于干燥泥浆中出现的六角形裂缝)。
这些裂缝的数量、大小和方向与煅烧过程中存在的温度和压力条件有关,具有明显的“指纹”形状,即温度和压力是影响裂缝类型的主要因素。
裂纹模式对煅烧问题的诊断有一定的指导意义,但其主要作用是由于石膏颗粒在掺混过程中出现崩解现象,其对水需求量和水化速度的影响。
此外,还有一些次要因素会影响裂纹模式发展的性质。
这些包括: •石膏纯度•研磨 (粒径分布)•能源的输入•煅烧炉的类型 (类型, 大小, 产量)•可溶性盐类前4个次要因素会影响脱水速率,因此,当主要温度和压力因素定义的裂纹模式形成时,随着脱水速率的变化,裂纹模式可以从数量增加或减少的位点开始。
这反过来又会导致或多或少的裂缝,干扰裂缝系统等。
可溶性盐也会影响脱水速度,但是以更基本的方式。
第十五章石膏板成型和凝固宽度,厚度和边缘轮廓,即板的几何形状,是由板厂湿端决定的。
各种设备的项目是或曾经用来控制板外观形状的概况:1.边角构成1.1刻痕机一在最早的石膏板厂,石膏板的宽度过大,边缘没有固定,干燥后切成宽度。
在现代板材厂,边是在湿端形成的,不再需要修边。
就在下纸张到达搅拌机之前,它通过一个平行的刻痕机,在纸的两边刻出两个连续的,平行的压痕。
这些压痕允许纸张的边缘翻转,形成石膏板所需的锐利轮廓。
最早的刻痕机(实际上仍在某些行业的专业领域使用)是由一对直径约20厘米的窄金刚砂圆盘组成,直接安装在电机轴上。
在轴上还安装了钢垫片来分离压轮,根据所生产板的厚度选择不同的垫片厚度。
碳化硅圆盘被修整使用金刚石尖端的工具,以提供一个锋利的点,这将只切割第一层的护面纸,从而允许纸张折叠创建一个锋利的边缘。
每个圆盘的直径必须完全相同,否则其中一个压痕会比另一个更深,而且石膏板的边缘不会是正方形。
CARBORUNDUM DISCSHARPENED TO A POINTTWIN DISCSDIAMOND-TIPPEDDISC DRESSING TOOL现代刻痕机使用更小的(75毫米直径),锯齿状的双金属刀片代替了碳化硅盘,独立可调压轮下方的纸张,以控制每根压痕的深度。
各种其他压痕系统已被使用,包括倾斜,高度可调电机,不同的锯齿配置,锯齿盘和压痕盘,而不是刀具。
正如两个压痕机叶片之间的距离控制板的厚度一样,两组压痕机之间的距离(在护面纸的每边各设置一组)控制板的宽度。
1.2震动器石膏/水的石膏浆从搅拌机通过一个喷嘴或多个喷嘴分配到底部的纸。
然后,在浆料进入挤出机之前,要求浆料完全分散在纸张的宽度上。
在现代工厂的速度下,实现这种传播的时间通常不到两秒钟。
浆体本身的流动特性在实现这种扩散过程中发挥了很大的作用(这就是为什么我们在浆体中使用的水要比半水合物再水化所需的水多得多),但也使用了其他机械手段。
在搅拌机和挤出机之间的湿端部装有各种设计的振动器,以促进浆液的扩散,并有助于去除一些较大的气泡,这些气泡如果留在板芯中,可能会对板的质量造成问题。
天花板是一般是安装在一座室内顶部表面的地方。
在室内设计中,天花板可以写画、油漆
美化室内环境及安装、光管、、开天窗、装空调,改变室内照明及空气流通的效用。
是对装
饰室内屋顶材料的总称。
天花板经特殊工艺处理,抗静电,不落尘,不沾尘,能彻底满足高精度电子厂房、医院手
术室、等高无尘、高洁净场所的要求。
天花板有不同规则尺寸:595*595mm,600*600mm,603*603mm,603*1209mm 。
石膏板天花板是以熟石膏为主要案原料掺入添加剂与纤维制成,具有质轻、绝热、吸声、
阻燃和可锯等性能但石膏板,容易裂和变形。
多用与商业空间科学,一般采用600*600规格,有明骨和暗骨之分,龙骨常用铝或铁。
天花板质量的控制,我们一般需要测试天花板的长度、宽度、厚度、外观质量主要看包装
是否完好,无碰撞问题。
内在质量需要测试重量,含水率、干粘结、强度等质量指标。
现在的石膏天花板的生产设备已经很先进,产量高,质量稳定。
但是天花板的质量很大一
部分石来自纸面石膏板的质量。
因此纸面石膏板的质量如尺寸,表面平整度,粘结好,强度
稳定等。
第九章熟石膏煅烧后的处理1. 介绍抹灰石膏是在建筑石膏的制造过程中研磨,以改变半水合物灰泥的和易性,并提供现场抹灰工人所需的性能。
在石膏板的制造过程中,有证据表明,煅烧后的研磨可以带来更大的分散性和提高成品板的硬度。
在许多地方,人们发现在使用前冷却石膏是有益的,既可以减少与热石膏储存有关的问题,也可以最大限度地提高板芯强度。
2. 建筑石膏在煅烧后的研磨在我国倾向于在建筑的砌体上使用底层抹灰,并在顶部使用面层抹灰。
类似地,石膏板有使用面层抹灰的趋势。
纵观世界上的其他国家,湿抹灰是一个单一的抹灰工艺要求,所需的特征是通过使用一系列的添加剂在配制的产品,和石膏板进行直接的面层抹灰后而会粘牢。
在欧洲大陆,许多建筑石膏是在旋转窑中生产的,而旋转窑是用直径约50毫米的石膏石提供的。
一旦煅烧,使用锤磨或类似设备将其磨成所需的粒度分布(PSD)。
可以使用管磨机研磨煅烧后熟石膏,因为这些磨机可以产生所需的粒度分布和颗粒形状,使我们的建筑石膏具有最佳的性能特点。
2.1管磨机粉碎过程中使用了许多不同类型的机器(通过粉碎和磨削来减小尺寸),管磨机属于“滚磨机”的范畴。
滚筒式磨机的显著特点是使用可占容器或壳体体积一半的松散棒或球。
当壳体旋转时,壳体的摩擦力使松动的杆或球(研磨介质)在壳体的上升侧被提起。
当杆状体或球状体达到一定的临界高度时,它们呈瀑布状,沿被提升的其它介质的自由表面向下滑落。
粉碎发生在杆或球之间的推挤在提升过程,在滚动的行动和冲击过程中下降。
滚筒式磨机是一种带棒的磨机,被称为“棒状磨机”,特别适用于将颗粒尺寸从25毫米减少到0.5毫米以下。
棒磨机包括一个外壳,通常圆柱形、旋转与轴水平和1½之间的长度和直径的2倍。
杆的长度比壳体的内部长度略短,这防止了杆在宽度上的定位。
在整个设备和里面的杆件成一定的角度,因此在壳体的进料端分离杆件的距离为进料颗粒的尺寸,在出料端分离杆件的距离为产品的尺寸。
因此,棒就形成了一个大圆锥体,它的作用就像一个筛子,允许更小的颗粒通过棒,直到它们在受到棒的作用时,到达小于其特定尺寸的空间。
纸面石膏板的制作工艺流程英文回答:The manufacturing process of paper-faced gypsum board involves several steps. First, gypsum rock is mined from quarries and crushed into a fine powder. This powder is then mixed with water to form a slurry. Next, the slurry is poured onto a layer of paper and covered with another layer of paper. The paper acts as a facing material, providing strength and stability to the board.After the slurry is sandwiched between the layers of paper, it is passed through a set of rollers to remove excess water and flatten the board. This step is crucial in ensuring the board's dimensional stability and uniform thickness. The board is then cut into desired lengths and transferred to a drying chamber.In the drying chamber, the boards are subjected to high temperatures to remove any remaining moisture. This processis known as calcination, and it causes the gypsum to undergo a chemical reaction, transforming it into a hard, solid material. The drying time can vary depending on the board thickness and environmental conditions.Once the boards are fully dried, they are inspected for quality control. Any defective boards are discarded, and only the ones that meet the required standards are packaged and prepared for distribution. The finished boards are typically bundled together and wrapped in plastic or paper to protect them during transportation.中文回答:纸面石膏板的制作工艺流程包括几个步骤。
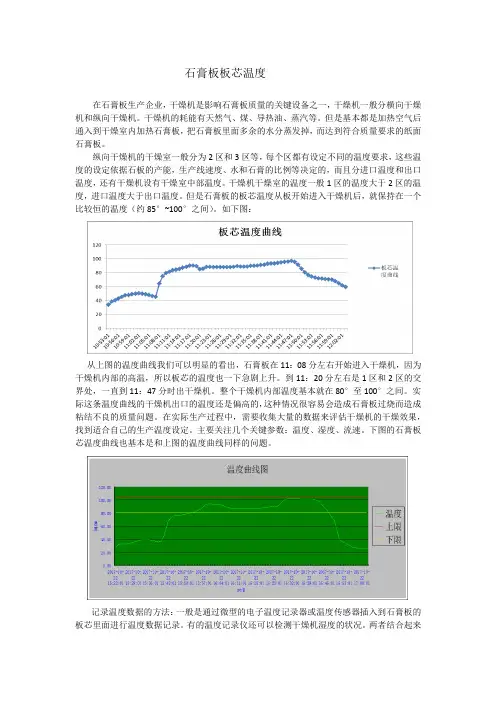
石膏板板芯温度在石膏板生产企业,干燥机是影响石膏板质量的关键设备之一,干燥机一般分横向干燥机和纵向干燥机。
干燥机的耗能有天然气、煤、导热油、蒸汽等。
但是基本都是加热空气后通入到干燥室内加热石膏板,把石膏板里面多余的水分蒸发掉,而达到符合质量要求的纸面石膏板。
纵向干燥机的干燥室一般分为2区和3区等,每个区都有设定不同的温度要求,这些温度的设定依据石板的产能,生产线速度、水和石膏的比例等决定的,而且分进口温度和出口温度,还有干燥机设有干燥室中部温度。
干燥机干燥室的温度一般1区的温度大于2区的温度,进口温度大于出口温度。
但是石膏板的板芯温度从板开始进入干燥机后,就保持在一个比较恒的温度(约85°~100°之间)。
如下图:从上图的温度曲线我们可以明显的看出,石膏板在11:08分左右开始进入干燥机,因为干燥机内部的高温,所以板芯的温度也一下急剧上升。
到11:20分左右是1区和2区的交界处,一直到11:47分时出干燥机。
整个干燥机内部温度基本就在80°至100°之间。
实际这条温度曲线的干燥机出口的温度还是偏高的,这种情况很容易会造成石膏板过烧而造成粘结不良的质量问题。
在实际生产过程中,需要收集大量的数据来评估干燥机的干燥效果,找到适合自己的生产温度设定。
主要关注几个关键参数:温度、湿度、流速。
下图的石膏板芯温度曲线也基本是和上图的温度曲线同样的问题。
记录温度数据的方法:一般是通过微型的电子温度记录器或温度传感器插入到石膏板的板芯里面进行温度数据记录。
有的温度记录仪还可以检测干燥机湿度的状况。
两者结合起来分析会达到更好的效果。
下图是一种纽扣温度记录仪,可以在凝固皮带上把它放到石膏板芯里面,并做好记号一直随着石膏板进入干燥机出来后取出进行温度数据读取。
根据板芯温度数据曲线,结合石膏板的质量进行干燥机的优化和调整,不同的产品都需要进行温度数据的跟踪,在石膏板质量出现大的异常时需要跟踪板芯温度曲线的变化趋势。
纸面石膏板生产工艺及应用纸面石膏板是由石膏、纤维等材料融合而成的一种建筑材料。
它不仅具有良好的隔音、隔热、防火等性能,而且还具有良好的装饰性能。
在现代建筑中,纸面石膏板已经成为一种常见的建筑材料。
下面我们来了解一下纸面石膏板的生产工艺及应用。
纸面石膏板的生产工艺主要分为以下几个步骤:1. 石膏粉的准备:石膏粉是纸面石膏板的主要原材料之一。
在生产之前,需要对石膏粉进行筛选、计量等处理,以保证石膏粉的质量和稳定性。
2. 短纤维的加入:短纤维是纸面石膏板的另一个主要原材料。
短纤维的加入可以提高纸面石膏板的强度和韧性。
在加入石膏粉的同时,将短纤维均匀地撒在石膏粉上,然后进行充分的搅拌和混合。
3. 纸面的制备:在纸面石膏板的生产过程中,需要用到两种不同类型的纸张。
一种是背板,用于制作纸面石膏板的背部;另一种是面纸,用于制作纸面石膏板的表面。
在制备纸面时,需要进行涂胶、抗张等处理,以保证纸张的质量和稳定性。
4. 复合生产:将纸面和石膏混合后,用特殊的生产设备将其压制、烘干等处理,形成成型。
最后,将背板与纸面石膏板复合,定型成为最终的产品。
纸面石膏板的应用非常广泛。
它主要用于室内隔断、天花板、墙面等装饰和隔音隔热等方面。
具体应用领域包括:1. 室内隔断:纸面石膏板具有良好的防火、隔音和隔热性能,非常适合用于室内隔断。
它可以有效地隔离不同的房间,创造舒适的居住和工作环境。
2. 天花板:纸面石膏板的质地轻盈,安装方便,可以使用各种造型设计,呈现出美观的视觉效果。
它还可以通过加入吸声材料等处理,增强其隔音隔热性能。
3. 墙面装饰:纸面石膏板的表面可以进行各种不同的装饰处理,如喷涂、贴壁纸等。
它不仅可以在视觉上提升房间的美观度,还具有保温和噪声隔绝等功能。
4. 其他装饰:除了以上应用领域外,纸面石膏板还可以用于其他的装饰方面,如柜子、石膏线条、壁板等。
这些产品可以温和而有效地点缀和丰富空间装饰。
总之,纸面石膏板是一种具有多种功能的优质建筑材料。
磷石膏制纸面石膏板的生产技术纸面石膏板是一种消耗石膏量很大的建筑装修材料,廣泛应用于房屋吊顶、隔墙等室内装饰。
由于磷矿质量逐渐降低,生产磷铵所副产的磷石膏杂质含量较高,用于纸面石膏板生产,会出现纸面石膏板不粘纸问题。
用含钾钠高的磷石膏生产纸面石膏板时出现不粘纸现象。
通过采用自主开发的抑制剂,使钾钠生成溶解度小的难溶盐;并选用合适的生产工艺,调节一次脱水、二次脱水温度,抑制剂加量等有效的控制方法,实现了磷石膏生产出合格纸面石膏板。
标签:磷石膏;制纸面石膏板;生产技术1、前言磷石膏是湿法磷酸生产过程中的工业副产物,主要成分是二水硫酸钙。
磷石膏作为制作建筑材料的原料已进行过多方面开发,其中用磷石膏生产纸面石膏板因其用量大、使用面广,已成为磷石膏利用的一条有效途径。
2、磷石膏制纸面石膏板生产工艺纸面石膏板是以磷石膏为主要原料,掺入适量的纤维增强材料和外加剂,与水搅拌后浇注于两层护面纸之间,经成型、凝固、切断、干燥、切割而成的建筑板材。
利用磷石膏生产纸面石膏板主要包括制粉、制板2个工序,其工艺流程见图1。
(1)制粉工序将w(H2O)为15%~20%的磷石膏经皮带输送机送入旋转烘干机进行预干燥,经干燥脱去游离水和部分结晶水,再进入煅烧炉,脱水制得半水石膏粉。
预干燥采用直接接触换热法的旋转烘干机烘干工艺,煅烧采用间接接触换热法的沸腾炉工艺。
废气经旋风除尘和电除尘器处理后外排。
(2)制板工序分为配料系统、制板系统和热源系统3大部分。
制粉工序加工得到的半水石膏粉掺加适量的纤维增强材料、外加剂和水混合搅拌成均匀浆料,浆料在成型站由成型机与石膏板护面纸复合制成板型,石膏平板在凝固皮带上经自然凝固逐渐形成有一定强度、形状规则的湿石膏板,湿石膏板经精确自动控制的切断系统按设定的尺寸精确地切断成单板,经干燥窑烘干,再经切割成规则尺寸后,即得纸面石膏板成品。
3、生产过程控制要点3.1磷石膏脱水温度调控磷石膏脱水分二步进行。
首先是将磷石膏中的游离水脱去,该步主要是将磷石膏与来自燃煤沸腾炉的热炉气直接接触,待磷石膏料温升至80~120℃后,即完成游离水的脱除;再进入导热油沸腾煅烧炉将二水石膏脱水成半水石膏,该步采用间接接触换热法,控制沸腾炉磷石膏的出口料温在160~180℃,即可得半水石膏粉,该温度应根据产出的磷石膏粉的凝结时间调节。
石膏板生产工艺流程石膏板是一种用石膏为主要原料制成的建筑装饰材料,具有轻质、环保、隔音、隔热等特点,被广泛应用于室内墙面和天花板的装修。
石膏板的生产工艺流程一般包括原料准备、浆料制备、造纸、压制、烘干、刮光、修边等环节。
下面将以一家石膏板工厂为例,介绍石膏板的生产工艺流程。
首先,原料准备。
石膏板的主要原料是石膏和纤维素纸面。
石膏是通过破碎、磨细、筛分等工艺处理后得到的细粉末,纤维素纸面则是由纤维素纤维经过制浆、造纸等工艺处理得到的纸张。
这两种原料都需要经过严格的质量检验和储存。
其次,浆料制备。
将石膏粉末和水按一定比例加入混合器中进行搅拌混合,使其形成均匀的浆料。
浆料中通常还会添加一些添加剂,如增强剂、防水剂和调节剂等,以提高石膏板的强度、防水性能和加工性能。
然后,造纸。
将纤维素纸面浸泡在浆料中,使纸面与浆料充分接触,然后将浸渍好的纸面放置在一张张细网上,经过振动和压制,使纸张上的浆料均匀分布。
接着,压制。
将造纸好的纸面放置在压板上,加上头尾两个压板,然后通过压机的压力和温度将纸面与浆料紧密结合,并将过多的水分排除。
之后,烘干。
经过压制后的石膏板需要经过烘干处理,以去除残留的水分。
烘干的温度和时间根据产品工艺要求进行调节,一般在烘干室内进行。
然后,刮光。
经过烘干后的石膏板表面会有一些不平整和凹凸,需要进行刮光处理。
刮光是使用刮刀将石膏板表面刮平,使其平整光滑,以便于后续的施工和装饰。
最后,修边。
经过刮光后的石膏板需要进行修边处理,去除边缘的毛刺和不平整,以便于拼缝和安装。
以上所述就是石膏板的生产工艺流程。
石膏板具有广泛的应用前景,在居住建筑和商业建筑中都有着重要的作用。
随着人们对环保、节能建筑材料需求的增加,石膏板的市场前景将更加广阔。
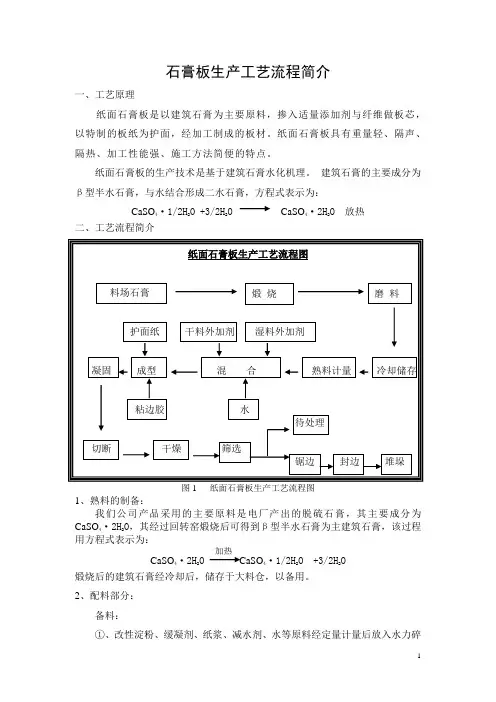
石膏板生产工艺流程简介一、工艺原理纸面石膏板是以建筑石膏为主要原料,掺入适量添加剂与纤维做板芯,以特制的板纸为护面,经加工制成的板材。
纸面石膏板具有重量轻、隔声、隔热、加工性能强、施工方法简便的特点。
纸面石膏板的生产技术是基于建筑石膏水化机理。
建筑石膏的主要成分为β型半水石膏,与水结合形成二水石膏,方程式表示为:CaSO 4·1/2H 2O +3/2H 2OCaSO 4·2H 2O 放热二、工艺流程简介图1 纸面石膏板生产工艺流程图1、熟料的制备:我们公司产品采用的主要原料是电厂产出的脱硫石膏,其主要成分为CaSO 4·2H 2O ,其经过回转窑煅烧后可得到β型半水石膏为主建筑石膏,该过程用方程式表示为:加热 CaSO 4·2H 2O CaSO 4·1/2H 2O +3/2H 2O 煅烧后的建筑石膏经冷却后,储存于大料仓,以备用。
2、配料部分:备料:①、改性淀粉、缓凝剂、纸浆、减水剂、水等原料经定量计量后放入水力碎浆机搅拌成原料浆,然后泵入料浆储备罐备用;②、发泡剂和水按比例投入发泡剂制备罐搅拌均匀,泵入发泡剂储备罐备用;③、促凝剂和熟石膏粉原料经提升输送设备进入料仓备用;配料:料浆储备罐中的浆料使用计量泵泵入到搅拌机,发泡剂使用动态发泡装置发泡后进入搅拌机,促凝剂和石膏粉使用全自动计量皮带称计量后进入搅拌机,然后所有主辅料在搅拌机混合成合格的石膏浆。
所有主辅料的添加都含括在自动控制系统中,随生产线速度的不同自动调节,以适应大规模、高速度的要求。
图2 纸面石膏板生产线立体形象示意图3、成型输送部分上纸开卷后经自动纠偏机进入成型机,下纸开卷后经自动纠偏机、刻痕机、震动平台进入成型机,搅拌机的料浆落到震动平台的下纸上进入成型机,在成型机上挤压出要求规格的石膏板,然后在凝固皮带上完成初凝、在输送辊道上完成终凝,经过定长切断机切成需要的长度(2400mm、3000mm或其它),经横向机转向,转向后两张石膏板同时离开横向机,然后使用靠拢辊道使两张板材的间距达到要求后,经分配机分配进入干燥机干燥。
纸面石膏板生产过程简介纸面石膏板整个生产过程是比较复杂的过程,主要的步骤可以分为以下几个大的区域:石膏粉煅烧区、干添加区、湿添加区、混合区、成型区、刀区、干燥区、成品区、包装区。
以上可以有不同的分区方法。
根据各自工厂的功能模块可以合并或拆分。
一、石膏粉煅烧区按照石膏粉的输送过程又可以分成如下几个工序:石膏原料堆场、磨碎&烘干、煅烧、冷却、研磨、储存。
煅烧前石膏是二水石膏为主要成份,煅烧是二水石膏转化成半水石膏的过程,煅烧后的石膏是半水石膏为主要成份。
二、干添加区根据添加料的种类包括:石膏粉、淀粉、促凝剂、缓凝剂、耐火材料、水泥等等,各种添加料的功能都不同,有个别的添加料也可以不用,但是也并不是只有这几种添加料,这里就没有一一列举了。
一般性工厂前三种添加剂是必不可少的。
三、湿添加区也是根据添加料的种类包括:水、减水剂、皂液、皂液水、空气、胶水系统、耐水剂等等,其中皂液、皂液水、空气是产生泡泡的一个系统,湿添加基本都是通过管道,泵、流量计进行输送到搅拌机里面。
任何的干添加料和湿添加料最终都是输送到搅拌机里面进行充分的搅拌成石膏浆。
四、混合区根据设备的排布和流程包括下面的主要项目:纸张支架、接纸平台、储纸机构、拉纸滚轮、纸张张力、纸张纠偏与定位、纸张打印或印刷、纸张刻痕、搅拌机、成型平台、挤压机。
如今随着自动接纸机的普及,纸张准备工序变得比较简单,减少了人为失误,接纸成功率越来越高。
搅拌机是整个石膏板生产线的主要设备之一,因此对搅拌机的维护和保养特别重要,主要为了降低因为搅拌机产生的停机时间。
从石膏粉进入搅拌机开始就开始从半水石膏逐步转换成二水石膏,一直到干燥机进口都在进行水合过程,而且是逐步转换成二水石膏,一直到成品干石膏板的主要成份是二水石膏。
五、成型区主要包括:凝固皮带、凝固皮带清洗装置、皮带纠偏器、锥形带、走纸轮、粘结水、成型压板、成型压脚、喷雾水等,成型的石膏板在凝固皮带上逐步凝固达到可以分切的要求。
纸面石膏板生产工艺
纸面石膏板是一种广泛应用于墙壁和天花板的轻质、高强度建筑材料。
其生产工艺复杂,通常包括以下步骤:
1.石膏粉的制备:石膏是纸面石膏板的主要原材料,其主要成分为硫酸钙。
石膏粉可以通过石膏矿脉的矿石破碎、筛分、脱水和煅烧等步骤制备而成。
2.纸面的制备:纸面是纸面石膏板的表面材料,用于增强板材的强度和防火性能。
通常采用无纺布或玻璃纤维纸等材料制成。
3.混合石膏浆:制备石膏浆的过程通常包括将石膏粉和水混合在一起,研磨、搅拌,然后加入填充剂、增稠剂、改性剂等助剂,以调整石膏浆的性能。
4.浆液的涂布和卷压:制备纸面石膏板通常先在纸面上涂布一层石膏浆,再将纸面和石膏浆一起卷压在一起,形成一种“三明治”结构。
5.切割和硬化:将卷好的纸面石膏板切割成所需长度,并将其置于加热室中,在高温下进行脱水和硬化,以确保板材具有足够的强度和防火性能。
6.包装和存储:将制成的纸面石膏板进行包装和存储,以便将其运往各个建筑工地。
通常将板材分别打包成适当的大小和形状,以防止板材在运输过程中受到损坏。
总之,纸面石膏板的生产工艺需要经过多个步骤的加工和处理,在质量和性能上经过精心的调整和控制。
这使得纸面石膏板成为了一种优良的轻质建筑材料,为建筑工程的发展提供了重要的支持。