焊接与胶接成型..
- 格式:ppt
- 大小:1.26 MB
- 文档页数:63
材料成型工艺及其在汽车工业中的应用一、概述材料成型工艺主要包括金属材料连接成型工艺、固态金属塑性成型工艺、液态金属成型工艺,是机械制造的主要组成部分,是现在工业生产技术的基础。
材料成型工艺在工程机械、动力机械、农用机械、家用电气制造业等行业中起着重要的作用。
特别是在汽车工业中的应用十分广泛,一辆汽车,无论是整车还是零部件,都要采用到材料成型工艺。
汽车制造的冲、焊、涂、整四大工序中有两道都是由材料成型所完成的。
总之,一辆汽车有80%~90%的部分是使用材料成型工艺生产的。
二、金属材料连接工艺①分类:铆接、胶接、焊接铆接:用铆钉将材料连接的成型工艺。
类似于用扣子扣起来。
图中剪刀双刃间的连接件就是铆钉,还有我们以前用的铁桶,提手部位也是铆接起来的。
别小看了铆接,飞机的很多部分都是铆起来的。
胶接就是用粘接剂将材料粘接成型,在机械行业中,多用于金属与非金属制件的连接。
焊接,则是我们日常生活中见得最多,也是生产中应用较为广泛的连接成型工艺,下面我讲着重对焊接进行讲解。
②焊接的定义焊接是通过加热、加压或加热加压,并且用或不用填充材料,是焊件达到原子间结合的一种加工方法。
因为焊件间原子间距非常小,接近晶格常数(3~5)×10-10m,因此焊件之间的连接是非常牢固的。
③焊接的优点节省材料与工时,相比铆接,焊接一般可以节约金属材料15%~20%。
能化大为小,拼小成大,一些大型设备,整体生产起来非常困难,但是可以分块制作,最后现场焊接安装。
适应性强,比如气密性要求高的储存设备就只能使用焊接方法制造。
可实现不同材料间连接成型。
可优化设计,节省贵重金属。
④焊接的分类焊接的分类是比较繁多的,但是根据接头形成机理可分为熔化焊,压力焊和钎焊三类。
⑤两种具有代表性的焊接方法介绍1.焊条电弧焊(SMAW)焊条电弧焊是用手工操作焊条进行焊接的电弧焊方法,即是利用焊条与焊件制件的电弧热将其融化,从而形成接头的焊接方法。
在焊接过程中,焊条药皮分解融化生成气体和熔渣,在气、渣的联合保护下,有效地排除了周围空气的有害影响,通过高温下熔化金属与熔渣之间的冶金反应,还原与净化金属,得到优质的焊缝。
紧固件连接工艺、粘接工艺与焊接工艺紧固件连接工艺、粘接工艺与焊接工艺是常用的结构连接方法。
这些方法在不同场合下具有各自的优势和特点。
紧固件连接工艺是通过螺栓、螺钉等紧固件将两个或多个零部件连接在一起。
这种连接方式具有拆卸方便、可重复利用等特点,适用于需要频繁拆卸和装配的场合。
同时,紧固件连接具有连接可靠、不易松动等优势,适用于承受较大力和振动的环境。
但是,紧固件连接需要使用专用的工具进行紧固和拆卸,且需要耗费一定的时间和劳力。
粘接工艺是通过使用胶黏剂将两个或多个零部件粘合在一起。
这种连接方式具有连接均匀、分布应力等特点,适用于连接面积较大而紧固件难以满足的情况。
粘接工艺还可以实现连接的密封性和防水性能,并且可以在一定程度上提高材料的整体强度。
然而,粘接工艺需要满足一定的条件,如对连接面的处理、胶黏剂种类的选择等,且粘接后的零部件通常无法拆卸,维修起来较为困难。
焊接工艺是通过加热材料使其熔化,然后使两个或多个零部件通过熔化材料之间的协调形成连接。
这种连接方式具有连接强度高、连接可靠、占用连接面积小等特点,适用于要求高强度连接和密封性能的场合。
焊接还可以实现材料的连续性,并能连接不同种类的材料。
然而,焊接工艺需要专业的设备和操作技术,且焊接后的零部件通常无法拆卸,维修起来较为困难。
综上所述,紧固件连接工艺、粘接工艺与焊接工艺各具特点,适用于不同的连接需求和场合。
在选择连接方式时,需要根据具体的工程要求和产品特性综合考虑,以确保连接的可靠性和使用效果。
紧固件连接工艺、粘接工艺与焊接工艺是常用的结构连接方法,它们在各个行业和领域中都有广泛的应用。
下面将详细介绍每一种连接工艺的特点以及其应用领域。
首先,紧固件连接工艺是通过使用螺栓、螺钉等紧固件将两个或多个零部件固定在一起。
这种连接方式具有以下优势:首先,紧固件连接是一种可拆卸连接方式,方便维修和拆卸;其次,紧固件连接可以保证连接的可靠性,尤其适用于需要承受较大力和振动环境的场合;此外,紧固件连接可以重复利用,节约资源。
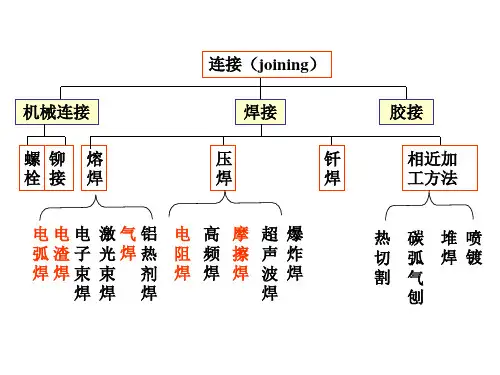

第三章连接成形常见的连接成形工艺:焊接、胶接和机械联接等。
焊接:通常是指金属的焊接。
是通过加热或加压,或两者同时并用,使两个分离的物体产生原子间结合力而连接成一体的成形方法。
分类:根据焊接过程中加热程度和工艺特点的不同,焊接方法可以分为三大类。
(1)熔焊将工件焊接处局部加热到熔化状态,形成熔池(通常还加入填充金属),冷却结晶后形成焊缝,被焊工件结合为不可分离的整体。
常见的熔焊方法有气焊、电弧焊、电渣焊、等离子弧焊、电子束焊、激光焊等。
(2)压焊在焊接过程中无论加热与否,均需要加压的焊接方法。
常见的压焊有电阻焊、摩擦焊、冷压焊、扩散焊、爆炸焊等。
(3)钎焊采用熔点低于被焊金属的钎料(填充金属)熔化之后,填充接头间隙,并与被焊金属相互扩散实现连接。
钎焊过程中被焊工件不熔化,且一般没有塑性变形。
焊接生产的特点:(1)节省金属材料,结构重量轻。
(2)以小拼大、化大为小,制造重型、复杂的机器零部件,简化铸造、锻造及切削加工工艺,获得最佳技术经济效果。
(3)焊接接头具有良好的力学性能和密封性。
(4)能够制造双金属结构,使材料的性能得到充分利用。
应用:焊接技术在机器制造、造船工业、建筑工程、电力设备生产、航空及航天工业等应用十分广泛。
不足:焊接技术也还存在一些不足之处,如焊接结构不可拆卸,给维修带来不便;焊接结构中会存在焊接应力和变形;焊接接头的组织性能往往不均匀,并会产生焊接缺陷等。
胶接技术:使用胶粘剂来连接各种材料。
与其它连接方法相比,胶接不受材料类型的限制,能够实现各种材料之间的连接(例如各种金属、各种非金属和金属与非金属之间的连接),而且具有工艺简单,应力分布均匀,密封性好,防腐节能,应力和变形小等特点,已被广泛用于现代化生产的各个领域。
胶接的主要缺点是固化时间长,胶粘剂易老化,耐热性差等。
机械联接:有螺纹联接、销钉联接、键联接和铆钉联接,其中铆钉联接为不可拆连接,其余均为可拆连接。
机械联接的主要特点是所采用的连接件一般为标准件,具有良好的互换性,选用方便,工作可靠,易于检修,其不足之处是增加了机械加工工序,结构重量大,密封性差,影响外观,且成本较高。
⾦属包装容器-习题与答案⾦属包装容器(第⼆篇)⼀、是⾮题1、冲压成形⼯艺的兴起使得⾦属罐的发展进⼊了⼀个崭新的阶段。
2、锡涂层很薄,但它⾜以保护⾦属基材。
3、电解和电镀⼯艺具有同样好的加⼯性能。
4、近年来,开始使⽤马⼝铁制罐。
5、传统的马⼝铁之所以耐腐蚀:⼀⽅⾯有表⾯锡涂层的保护,另⼀⽅⾯有⼀个表⾯电化学腐蚀反应的作⽤。
6、普通内部涂布容器可⽤于所有⽔果和某些⾷品的包装。
7、在锡或锡铅材料表⾯镀银可以增加其抗蠕变性。
8、铝的⽣产成本降低,使得铝材具有马⼝铁同样的竞争⼒。
9、铝罐的专⽤涂料层跟马⼝铁罐的的涂层类似。
10、两⽚罐的⽣产成本远远⾼于三⽚罐的成本。
11、变薄拉伸过程中,容器底盖和侧壁的要求与罐盖不同。
12、喷雾罐的内部涂层必须预防推进剂的影响,也要预防内装物的影响。
13、⾦属软管是⼤约100年前⼀个画家发明的。
14、⾦属软管不可采⽤⾼速⾃动灌装⼯艺。
15、事实上,可在低温下使⽤的韧性⾦属都可⽤来制作⾦属软管。
16、⾦属软管⽣产⼯艺最重要的过程是冲压过程。
17、⾦属软管并不总是从底部灌装。
18、钢制品起源于钢桶可替代⽊桶。
19、冷压和热压⼯艺都可⽤来制造钢桶,但优先考虑冷压⼯艺。
20、钢桶的抗腐蚀采⽤的是化学法。
21、钢桶品种有闭⼝钢桶和开⼝钢桶,闭⼝钢桶也叫⼩⼝钢桶。
22、钢桶是⽤来盛装液体并且带有把⼿的容器。
23、冲压成形过程可以分为两类:冷压成型和热压成形。
⾦属容器通常采⽤冷压成型。
24、拉深次数取决于拉深系数的⼤⼩。
25、根据材料的弯曲⽅向,逆向拉伸有时并不可取。
26、变薄拉深⼯艺使壁厚发⽣变化,然⽽,深拉深过程中壁厚⼏乎不变。
27、⼆重卷边不总是采⽤冷压⼯艺。
28、⼆重卷边⾄少需要两辊⼦。
29、喷雾罐可以⼀⽚成型,也可两⽚或三⽚成型。
30、喷雾罐要求易混合的有效成分和液态推进剂。
(题1~6:第⼀章,7~12:第⼆章,13~17:第三章,18~22:第四章,23~27:第五章,28~30:第六章)⼆、选择题1、⾦属罐产⽣于哪⼀年()A、100年前。
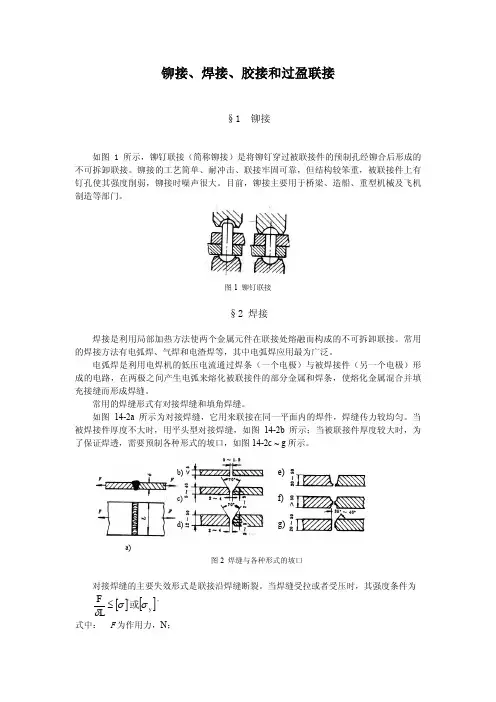
铆接、焊接与胶接基本概念§6—1 铆接利用铆钉把两个以上的被铆件联接在一起的不可拆联接,称为铆钉联接。
一、铆缝铆钉和被铆件铆合部分一起构成铆缝。
强固铆缝、强密铆缝、紧密铆缝(a)搭接缝;(b)单盖板对接缝;(c)双盖板对接缝二、铆缝的受力及破坏形式、设计计算要点(a)铆钉被剪断;(b)板边被剪坏;(c)钉孔接触面被压坏;(d)板沿钉孔被拉断;(e)板边被撕裂§6—2 焊接利用局部加热的方法将被联接件联接成为一个整体的一种不可拆联接,称为焊接。
一、焊接的类型、特点及应用焊接可以分为两大类:①压力焊;②熔融焊二、焊接件常用材料及焊条焊接的金属结构常用材料及Q215、Q235、Q255;焊接的零件则常用Q275、15~50号碳钢,以及50Mn、50Mn2、50SiMn2等合金钢。
三、焊缝的受力及破坏形式焊接时形成的接缝叫做焊缝。
(a)正接角焊缝;(b)搭接角焊缝;(c)对接焊缝;(d)卷边焊缝;(e)塞焊缝对接焊缝主要用来承受作用于被焊件所在平面内的拉(压)力或弯矩(图6-4a、b),其正常的破坏形式是沿焊缝断裂(6-4c)。
正焊缝通常只用来承受拉力;侧焊缝及混合焊缝可用来承受拉力或弯矩。
它的正常破坏形式均认为是由于剪切而破坏的。
四、焊接件的工艺及设计注意要点焊缝的长度应按实际结构的情况尽可能取得短些或分段进行焊接,并应避免焊缝交叉;还应在焊接工艺上采取措施,使构件在冷却时能有微小自由移动的可能;;焊后应经热处理(如退火),以消除残余应力。
在焊接厚度不同的对接板件时,应将较厚的板件沿对接部位平滑辗薄,以利焊缝金属匀称熔化和承载时的力流得以平滑过渡。
§6—3 胶接一、胶接及其应用胶接是利用胶粘剂在一定条件下把预制的元件联接在一起,并具有一定的联接强度的不可拆联接。
二、胶接接头设计胶接接头时应注意以下各点:(1)尽可能使胶层受剪或受压;(2)尽可能使胶层应力分布均匀;(3)胶层厚度为0.1~0.2mm 时,胶层强度最高;(4)胶接面积宜取大些以利于金属强度的充分利用。