打包机气缸式推料箱的改进设计
- 格式:pdf
- 大小:138.12 KB
- 文档页数:3
打包机气缸式推料箱的改进设计
李金霞
(邯郸宏大化纤机械有限公司056019)
摘要通过对气缸式推料箱在使用中经常出现的故障及存在问题的分析,找出了原因,提出了解决方案。
关键词打包机推料箱耙齿吹气
1引言
打包机作为化纤后处理设备中的一个重要设备,主要用途是把落入储料箱中的化学纤维送入固定棉箱中,对化学纤维包的预压缩及压缩工艺。
因而在推板前进和后退的整个过程中都要求动作顺畅、导向性好、动作响应快和无飞花。
目前,推料箱结构按驱动方式主要分为电动机驱动和气缸驱动。
电动机驱动式推料箱有动作响应快的特点,但是过高的制造成本限制了它的推广使用;气缸驱动式推料箱由于结构简单,无污染,制造成本低而逐渐成为我厂打包机的主流配置结构。
因此,找出目前气缸驱动式推料箱存在的问题,优化设计,对提高打包机可靠性具有重要的意义。
2气缸式推料箱常见故障及分析
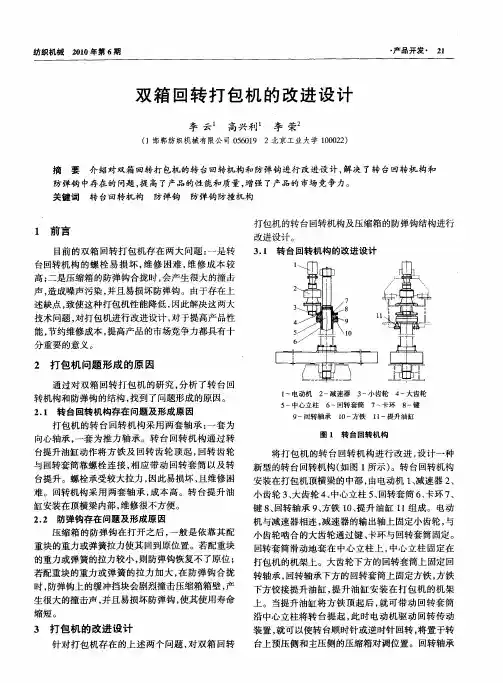
目前,我公司气缸驱动式推料箱结构如图1所示。
它主要由气缸驱动、导向轮导向等机构组成。
这种结构由于整体高度低,结构简单,成本低廉,因此在打包机中得到大量应用。
根据对这种推料箱结构运行的长期观察,并结合用户的反馈,目前影响该设备可靠运行的主要因素有以下几方面。
1-导向轮2-侧导向轮3-推板4-箱体5-脚轮
图1气缸驱动式推料箱结构
2.1常见故障
2.1.1推料板两侧与箱体内壁之间易产生挤棉、卡滞现象。
这些挤在缝隙中的纤维经和箱壁反复摩擦,形成废棉,同时使推板不能顺畅的运行,因而使打包机发生故障。
3结论
在系统中,将其他机构对曲轴的作用力分解,其中影响振动的分力用一个虚拟的质量(当量质量)来替换,从而将整个系统的动平衡研究转化为对单一曲轴的动平衡研究。
这种通过在曲轴上添加当量质量来使整个系统达到动平衡状态的方法作为一种理论计算方法还是比较准确的。
参考文献
[]赵经文,王铎,等理论力学(下册)(第五版)[M]北
京:高等教育出版社,1997.227-232.
[2]申永胜.机械原理教程[M].北京:清华大学出版社,
2005.344-352.
[3]鲁统利,张为春,刘贵森.大型回转件动平衡测试系统
研究[J].汽车工艺与材料,2000(07).
[4]陈文勇,王秋晓,王世耕.一种动平衡测试系统测试方
法的研究[J].机械研究与应用,2003(02).
[5]朱志刚,李铁在,天玲计算机辅助平衡测试系统[]
机械工程师,6(3)
[6]张玉光动平衡测试技术研究[D]中国优秀硕士学位
论文全文数据库,6(5)
18产品开发纺织机械2010年第4期
1..
.J.
1990.
..
2000.
2.1.2在设备连续运行时,飞到推板后侧的纤维长时间不能清理,形成堆积。
而这些纤维如果堆积到一定程度,将会使推板无法退到后限而发生故障。
2.1.3脚轮及推板在运动中容易偏摆,使推板快速前进和后退时和箱壁发生摩擦,噪声较大。
2.1.4动作响应慢。
受导向性差及系统的影响,一般推板前进或后退时间均大于6~8s 。
当要求提高产能加快动作时,则由于噪声较大或系统无法调快而不能实现。
2.1.5箱体密封性差,由上部计量装置落料到推料箱时产生的飞花容易在推料箱后侧产生大量的堆积。
这些落棉如果不能得到及时清理,一方面可能形成废棉,另一方面会挤到脚轮处或推板与箱体的间隙中,从而使推板运行卡滞,产生故障。
2.2故障分析
2.2.1推板和推料箱两侧壁间隙太小
推板与推料箱两侧壁之间的间隙设计不合理是产生挤棉、卡滞现象的主要原因。
原结构为了最大限度地减少落向推板后的飞棉量,采取了减小推板与两侧壁的间隙(通常设计为
5mm)的办法。
由
于箱体是网孔板焊接的长方体结构,两侧壁的平面度达不到设计的理想程度;另外,推板也是长方形截面,受制造工艺和本身刚性的影响,其截面有一些形状误差;而对于承受推板重量的两脚轮来说,只是起到一个支撑作用,不能防止推板的侧向偏移;同时,两侧导轮也因为侧壁的制造缺陷而不得不调整到较大的间隙。
这样就会形成推板的对角与侧壁在运动中形成死角,造成卡滞、挤棉。
2.2.2
推板结构设计不合理
1-推板
2-箱体内壁
3-后侧密封
图2侧壁密封结构
推板结构设计不合理在一定程度上加剧了挤棉的发生。
如图所示,原推板采用角钢框架外衬不锈钢板的焊接式结构,不锈钢板和角钢的角焊焊道
往往不能修磨得非常光滑,这就使得推板边角带有许多毛刺,当推板运动时,落到侧壁间隙中的纤维被这些毛刺挂住,越积越多,从而形成挤棉。
2.2.3箱体侧壁导向性差
两侧导向轮依靠箱体侧壁导向,受箱体制造精度影响较大,因而导向性差,这不仅造成箱壁的挤棉,同时使得推板和箱壁发生摩擦,产生较大的机械噪声,一定程度上也影响了推料速度的进一步提高。
2.2.4
气路设计不合理
原气路设计的缺陷限制了推料速度的进一步提高。
如图3所示为原气动原理图。
由于该结构气缸行程较长(一般1600~1880mm),而受整体结构限制,换向阀需安装在箱体外侧,进出气缸的管路较长,气路压降较大,从而影响运行速度的提高。
1-推料气缸2-单向节流阀3-换向阀4-消声器
图3原气动原理图
2.2.5结构设计存在缺陷
在原结构中,通过减小推板和箱壁的侧间隙来避免向推板后侧的飞花。
由于纤维的纤度较细,同时受到纤维落下时气流的作用,往推板后侧的飞棉不可避免。
正是由于以上设计缺陷的存在,才造成了推料箱容易挤棉,系统工作稳定性差。
3设计的改进
在找出设备所存在问题的原因后,我们查阅了相关资料,并结合类似进口设备的经验,对推料箱结构做了以下改进设计:
3.1加大推板和推料箱两侧壁之间的间隙新设计将间隙调整为14~16mm 。
这样就使得即使有纤维进到间隙中,在推板运动时也很容易脱开,不至于使推板挤死。
同时也解决了箱体和推板外形公差不容易控制的工艺难题。
3增加耙齿和吹气机构
19
纺织机械2010年第4期产品开发2.2
如图4所示,3和9分别是上、下吹气装置;10是固定于箱体底部的耙齿。
隔板4、密封装置8和推板6将推料箱体分为三个室。
当纤维落入到推料箱中时,由于推板间隙的加大,有一小部分纤维透过间隙落到推板的后侧。
在推板运动到前限位置时,3和8分别吹出高压小流量脉冲式的压缩空气,通过合理设定喷嘴孔径和脉冲时间,就可以达到即把落棉吹到耙齿前侧,又不至于纤维到处乱飞的效果;耙齿10和装于推板下侧的反向耙齿起到防止吹到前部的纤维再次被推板向后运动时挂回去的作用;而
隔板4的全密封结构保证了气缸周围空间不会被飞花污染。
1-导向槽2-箱体3-吹气装置4-隔板5-气缸6-摆板7-导向块8-密封装置9-吹气装置10-耙齿11-导轨
图4改进后推料箱结构
3.3加强推板的导向性
在图4中,1是装于箱体侧壁的导向槽,7是和推板固定为一体的导向块。
其中导向槽为增强聚四氟乙烯材料,导向块采用表面镀铬工艺,并加工使得其表面粗糙度不低于Ra0.8。
由于增强聚四氟乙烯材料较高的自润滑性,这样就保证了推板的侧向导向,同时提高了耐磨性,延长了导向装置的使用寿命。
而固定于箱体底部的导轨11和推板的滚轮轮缘则限制了推板在前进或后退时,左右偏摆量不超过3~4mm,有效地控制推板与侧壁的间隙不小于10mm。
同时导轨11的使用降低了箱体底面不平度的要求。
达到改善运动平稳性和减轻运动噪声的双重效果。
3.4改进推料气路
根据打包工艺要求,在推料气缸的有杆腔增加快速排气阀。
如图5所示,当活塞杆伸出时,快速排气阀3的控制气流通过A口作用于B口,使单向阀打开,气缸有杆腔的回气经装于阀3的消音节流阀排出。
由于大大缩短了气路长度,使气路阻力大大降低,气缸前进速度得以提高。
而导向装置的加强为气缸运动速度的提高提供了硬件上的保障。
1-推料气缸2-消音节流阀3-快速排气阀4-电磁换向阀
图5改进后的气动原理图
4结论
通过以上改进,打包机推料箱有效地减少了挤棉、卡滞等故障的发生。
同时,由于提高了推板的导向性,系统运行平稳性有所增强,而工作噪声则大大降低。
新设计还有效减少了飞花污染等问题,使设备外观得到改善。
目前改进设计的推料箱已经在国内外多家化纤厂中应用,成为我厂打包机的主流配置,在使用中得到了用户的一致好评。
我们将继续对其使用情况进行跟踪,以使产品质量得到进一步提升。
参考文献
[1]魏大昌主编.化纤机械设计原理[M].北京:纺织工业
出版社,1991.
[2]SMC(中国)有限公司编.现代实用气动技术(第2版)
[M].北京:机械工业出版社,2003.
[3]成大先主编.机械设计手册(第四版)[M].北京:化学
工业出版社,2002.
[4]路甬祥.液压气动技术手册[M].北京:机械工业出版
社,2003.
[5]姜佩东主编.液压与气动技术[M].北京:高等教育
出版社,2000.
20产品开发纺织机械2010年第4期2。