现代热镀锌机组连续退火技术
- 格式:doc
- 大小:101.50 KB
- 文档页数:11
0机组主要技术性能1产品方案、原料1.1产品方案设备名称开卷机4.6检查1#5入口直流传动装置合闸5.1确认入口主操作台“电源接通”指示灯亮;5.2紧急停车后合闸应先按“急停复位”按钮;7点动上卷小车“升8操作上卷小车“进9操作开卷外支撑臂“升10操作上卷小车“升1.7按焊机操作台上“复位”键1.8根据生产规格1.8.1手动时1.8.2自动时3.3如选择自动焊接,置“自动”位置,具体操作步骤如下:3.3.1按“对中投入”按钮,使带头处于机组中心位置;3.3.2焊机自动完成出口,入口夹钳夹紧、剪切、挑套、搭接等动作;3.3.3操作对中手动换向阀手柄使带头带尾对齐;2.1.3打开软水总阀及2.1.4观察2.1.5通知锅炉房送蒸汽。
2.1.6打开脱脂配碱系统蒸汽进口总阀,打开用的配碱槽碱液出口阀已处于全闭位置,反之则全闭。
1.1.4确认已决定投入使用的配碱槽碱泵(进口阀,出口阀已开至全开位置。
1.1.5确认备用的配碱槽碱泵(2.1.4.2 2.1.4.3 2.1.4.42.1.4焊接完毕后,按入口主操作台上“充套”按钮,活套快速充套。
十入口段穿带区段联动及运行1入口段主操作台穿带操作1.1主操作台“联机6.1炉子RJC水压正常6.2确认炉内露点满足工艺要求;6.3确认炉内氢含量满足工艺要求;十二全线运行操作1准备工作完成后,通知入口段、出口段主操作室,机组准备运行。
2全线各操作台上“联机3全线各操作箱上“加张铁钩子、气焊设备等。
1.3打开炉子上下所有炉盖及卧式炉与立式炉通道之间的盲板,式炉与立式炉通道外等候;1.4用φ20封要求为止。
4验收标准:炉内通入性合格。
十五塔式炉烘炉各段炉膛露点达到十六连续退火1升温准备1.1确认下楔槽已安装入锅。
3.3按入炉前板宽,出炉后板宽差≤3.4当机组故障减速时应减小炉内张力,故障停机时,应将炉内张力减至最小,防止断带。
3.5相组停机后,恢复运行时,以较小张力慢速将钢带运行出炉。
介绍连续热镀锌线的退火炉工艺以及节能技术热镀锌前的退火工艺,对热镀锌板的质量及性能起至关重要的作用。
本文介绍了连续镀锌线退火炉工艺控制技术及节能技术的应用。
l 绪论在带钢连续热镀锌机组中,连续退火炉是带钢连续热镀锌工艺段主要工序之一,也是机组的心脏。
它将完成带钢热镀锌前的退火工艺,对热镀锌板的质量及性能起至关重要的作用。
其技术水平的高低直接影响到热镀锌产品的质与性能。
冷轧钢带通过退火完成以下功能:①使带钢在退火炉内消除轧制应力,改善力学性能。
并逐步保温,冷却到镀锌温度。
②清洁带钢表面。
将钢带表面上的轧制油等污物通过加热过程中的扦发,燃烧而去除。
③在完成退火过程的同时,钢带表面的一层为氧化膜被炉内氢气还原成纯铁层,为热镀锌准备好具有良好附着力的表面。
④保持和改善镀锌钢带板形。
目前,热镀锌退火技术的发展丰要表现在:①退火炉工艺控制技术(包括温度、张力、均衡冷却控制技术)。
②炉内带钢防瓢曲、跑偏及自动纠偏技术。
③节能技术等。
2 退火炉工艺控制技术(I)温度控制技术。
退火炉温度控制包括两方面:一是板温控制,二是炉温控制,板温控制是镀锌.1:艺的关键,对于连续卧式炉来讲,炉温控制也足重要的一环。
实践证明,由于不同的加工成形性是带钢具有小同的再结晶温度。
因此,对于某一种产品应该结合使用情况确定出最佳的再结晶温度。
那么对于不同的钢铁企业,要根据本身原材料的材质,加工成形方式及其最终用途确定热镀锌连续退火温度,这关系到镀锌产品的性能和表面质量问题,是镀锌工艺的基础。
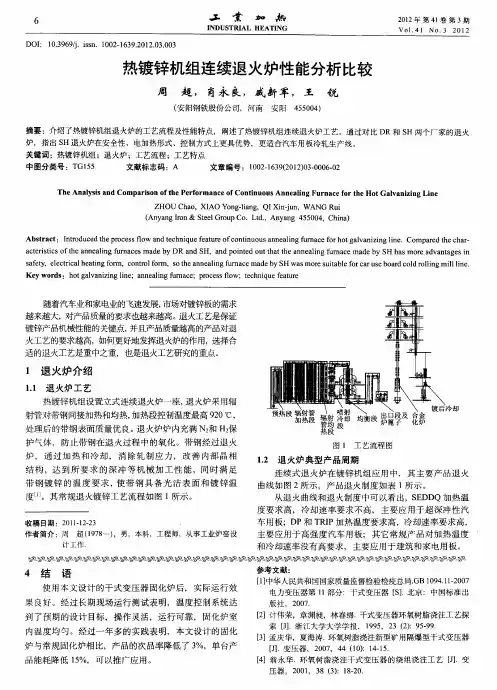
图1表示的是不同产品的理论退火温度,仅供参考。
另外,炉膛温度也对镀锌产品表面质量起到很火作用。
对于改良森吉米尔法热镀锌线,在NOF 段炉膛温度愈高,越有利于板面上油污及杂质的清除。
而且实践证明高炉温能保证NOF段的无氧化气氛,尽可能避免带钢的二次氧化,有利于RTH段还原作用的进行。
但是温度控制要遵循高炉温、低板温原则。
具体来说,出直燃加热段最后的加热区炉温要达到1200℃左右,但板温要控制在650"C左右,对于热轧板镀锌控制在550"C左右,这样既能避免钢带高温变形,又保证无氧化加热气氛。
内蒙古科技大学本科生课程论文题目:连续热镀锌工艺的现状及发展学生姓名:学号:专业:材料成型机控制工程班级:指导老师:连续热镀锌工艺的现状及发展摘要本文主要是介绍了带钢连续热镀锌工艺及其改进,包括热镀锌工艺流程、以及热镀锌的核心设备及改进设备和连续热镀锌退火设备的技术进步,发展了热镀锌保护气体的技术和常用的几种热镀锌钢板生产技术以及锌金属制品概况及技术,讨论了新型热镀锌材料的开发,指出了国内外发展状况及差距,介绍连续热镀锌产品发展趋势,以及对连续热镀锌产品。
关键词: 连续热镀锌; 工艺技术; 合金化; 高强钢Current process and technology investigation situation in the field of steelstrip continuous hot-dip galvanizationAbstract This paper mainly introduces the hot dip galvanizing process and its improvement, technological progress includes hot dip galvanizing process, as well as the core equipment of hot dip galvanizing and improved equipment and continuous hot dip galvanizing annealing equipment, development of hot dip galvanizing protective gas technology and several commonly used galvanized steel production technology and of zinc metal products and technology, discussion the development of new hot dip galvanized material, and points out the development status and the gap between China and abroad, the development trend of continuous hot dip galvanized products, as well as to the continuous hot dip galvanized products.前言热镀纯锌( GI, galvanized) 产品及其合金化( GA, galvannealed) 产品具有优良的耐蚀性能, 成本也相对较低, 而且随着热镀锌技术的进步, 其产品表面质量几乎可以与电镀锌产品相媲美, 因而在汽车上得到了广泛地应用。
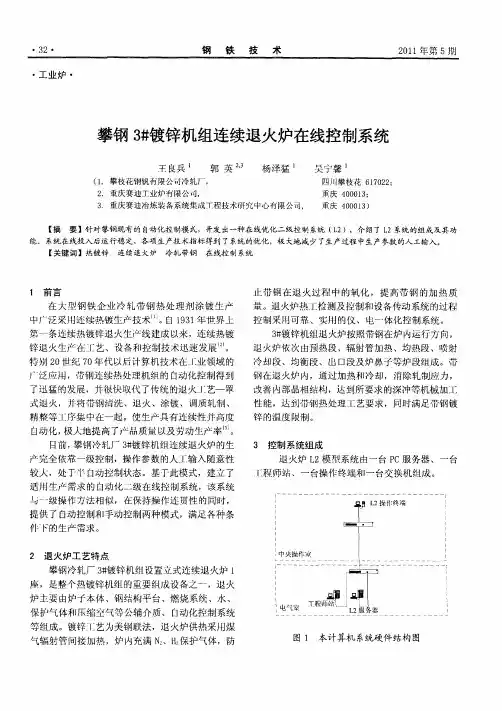
连续热镀锌机组自动化及智能化覃结,杨帆(广西柳州格瑞米智能装备制造有限公司,广西柳州545007)【摘要】随着技术的进步,机械水平得到了发展,先进工艺技术的运用促使大规模机器设备达到了智能化,这种新技术的诞生为我们的日常生活带来了巨大的变化,也为企业的发展提供了强有力的支撑。
本文旨在深入探讨热镀锌机组设备及其工艺技术,以及如何实现机组的自动化和智能化。
关键词:连续热镀锌机组;自动化;智能化中图分类号:TH163文献标识码:BDOI:10.12147/ki.1671-3508.2023.05.059Automation and Intellectualization of Continuous HotGalvanizing LineQin Jie,Yang Fan(Guangxi Liuzhou Greemi Intelligent Equipment Manufacturing Co.,Ltd.,Liuzhou,Guangxi545007,CHN)【Abstract】With the progress of technology,the level of machinery has been developed,and the application of advanced process technology has led to the intellectualization of large-scale machinery and equipment.The birth of this new technology has brought tremendous changes to our daily life,and also provided strong support for the development of enterprises.This article aims to deeply explore the equipment and process technology of the hot dip galvanizing unit,as well as how to achieve automation and intelligence of the unit.Key words:continuous hot galvanizing line;automation;intelligence连续热镀锌机组是一种复杂的大型生产设备,其产线长度、设备数量众多、工艺参数复杂,一般需要十几人到几十人操作,而且由于设备复杂,一旦出现任何小问题,就可能导致整条机组停机,造成巨大的经济损失[1]。
现代热镀锌退火炉的特点摘要:本文分析了近年来热镀锌退火炉出现的一些新的特点,针对带钢的热镀锌连续退火工艺,提出了提高控制带钢质量的措施和重视热能利用的方法。
关键词:热镀锌退火技术质量控制热能利用1 前言退火炉是冷轧薄板连续热镀锌生产的关键设备,用于完成冷轧带钢热镀锌前的退火工艺,对钢带的热镀锌后的性能起到至关重要的作用。
它的功能归纳为同时实现完成退火处理和表面净化处理两个方面作用。
完成退火和还原后的钢带在退火炉内通过快冷和均衡后,准确的控制入锌锅的温度。
热镀锌的退火工艺经历了由老式熔剂法热镀锌的线外退火到森吉米尔法线内退火法,再到1965年美国阿姆柯公司研究成功改良森吉米尔法,直至目前广泛采用的美钢联法,退火工艺随着时代的进步发生了历史性的长足进步,近年来,退火炉的控制出现了许多新的技术和特点。
2 炉内带钢张力分布更趋合理连续退火炉的出口即锌鼻处设立热张紧辊。
可将连续退火炉区和镀层区的带钢张力分开,使带钢在炉内以低张力运行,在镀层内以高张力运行,分别满足不同的工艺要求。
各炉辊传动采用单独的交流调速,连续退火炉一般由加热、均热、冷却和均匀化等炉段组成,由于各炉段工况不一,带钢在各炉段甚至各行程的张力就有差异。
为使带钢运行速度和各炉辊的线速度保持一致,各炉辊均采用单独交流传动。
3 设立均匀化段在冷却段后、锌鼻前设立均匀化段,一般为1~2个行程,炉内设有电加热元件,该炉段的作用为:(1)可减少沿带钢宽度方向上的温差,有利于改善带钢的板形。
(2)可有效地防止锌蒸汽、空气从锌鼻处直接进入冷却段,净化炉内气氛,确保镀锌板的粘附力。
( 3)为在该段的顶部设立纠偏辊提供了空间。
4 炉内带钢质量保证技术4.1 防止炉辊结疤技术炉辊结疤的主要影响因素有:a. 带钢进炉内前,表面残余轧制油和铁粉的含量,尤其是铁粉;b. 带钢的运行速度和炉内各炉辊的线速度是否一致;c. 炉辊的工作温度和炉辊表面的抗温度性。
为此,防止炉辊结疤的主要措施如下:一是需在退火炉前设立清洗段,进行碱洗、电解清洗、刷洗、漂洗、挤干和烘干等,使带钢表面轧制油和铁粉量双面含量应小于8mg/m2。
目录一.概述 (1)二.热镀锌线中退火炉工艺 (2)三.退火工艺的确定 (2)四.炉型选择 (3)1. 产品的规格和品种 (4)2. 退火炉的生产能力 (4)3. 带钢热处理的要求 (4)4. 带钢表面质量的要求 (5)5. 事故处理 (5)6. 厂房的要求 (6)五.烧嘴选型及燃烧控制 (6)六.带钢张力分布与控制 (7)七.带钢质量控制 (8)1. 防止炉辊结瘤技术 (9)2. 防止带钢跑偏技术 (9)3. 防止带钢产生热瓢曲技术 (10)八.内衬结构 (11)九.节能技术 (11)1. 预热助燃空气 (11)2. 预热带钢 (11)3. 生产热水或蒸汽 (12)十.结语 (12)连续热镀锌生产线退火炉设计浅析一.概述镀锌是目前应用最广泛的板材防腐方法,连续热镀锌则成为当今世界发展最快的镀锌技术。
连续热镀锌方法主要有森吉米尔法/改良森吉米尔法、美钢联法、柯克-诺尔特法(即惠林法)、塞拉斯法四种。
世界各国的连续热镀锌生产线采用森吉米尔法的最多,美钢联法广泛用于生产汽车用钢的连续热镀锌生产线上。
改良森吉米尔法和美钢联法的主要区别在于前者采用了无氧化加热段(NOF或DFF),而后者采用间接加热。
镀锌板主要用于建筑、汽车、轻工、家电、商品包装及农牧渔业。
随着国民经济的飞速发展,市场对镀锌板的需求大幅度增加,估计到2005年我国镀锌板的产能将达到1200万吨以上。
首钢目前已建成一条年产17万吨的1#连续热镀锌生产线,还有一条年产36万吨的2#连续热镀锌生产线在建,此两条生产线均采用美钢联法,由比利时CMI公司技术总负责。
通过对这两条生产线关键设备退火炉的转化设计,笔者认为掌握和应用连续退火炉技术有很深的学问,本文将通过退火工艺制定、炉型选择、烧嘴选型及燃烧控制、带钢张力分布与控制、带钢质量控制、内衬结构、节能技术等几个方面探讨一下连续退火炉的工艺和结构设计。
二.热镀锌线中退火炉工艺冷轧或热轧带钢进入退火炉后,首先经过预热段将带钢预热带一定温度,然后进入加热段将带钢加热到再结晶温度之上,接下来在均热炉中保温、均热,使再结晶进行完全,并把带钢表面还原成活性铁状态,然后经喷射冷却炉把带钢冷却到入锌锅的温度,这就是退火炉的一般工艺过程。
张
摘要随着社会的发展进步,对热镀锌钢板的要求越来越高。
因此近年来热镀锌钢板的连续退火技术发展变化很大,本文详细介绍了热镀锌连续退火工艺的发展变化、现代热镀锌连退火设备及其控制,对现代热镀锌连续退火技术作了一个全面的阐述。
关键词现代热镀锌连续退火技术
CONTINUOUS ANNEALING TECHNOLOGY FOR
MODERN HOT GALVANIZING LINE
Zhang Hong
(Wuhan Iron & Steel Design and Research Institute)
Abstract Demands for hot galvanized steel sheets are ever increasing with the progress of the society, therefore the technology in this field has seen an amazing advance. The present paper reviews and discusses in detail the changes and progress in the continuous annealing technology for the hot galvanizing line as well as its related control and equipments. Keywords modern hot galvanizing continuous annealing technology
1 热镀锌机组连续退火技术的发展
热镀锌板主要用于建筑、家电,汽车等行业,以前在数量上建筑业是第一大用户,随着人们对汽车质量的要求越来越高,热镀锌板开始大量用于汽车面板、内板、底盖等,而且使用比例越来越大。
目前发达国家用于汽车行业的热镀锌板占其总产量的40%以上。
汽车用板对表面质量,焊接性,着漆性,粘附性有严格要求,同时由于使用部位的不同,对原板的深冲性能,强度也有更高的要求。
为了满足这些要求,现在一些现代化热镀锌机组生产的热镀锌板其深冲钢板屈服强度范围达到135~215N/mm2,抗拉强度范围达到270~350N/mm2,高强钢板屈服强度达到215~305N/mm2,抗拉强度范围达到340~450N/mm2,而且还可以生产一些特殊的镀锌板如烘烤硬化板等。
另外通过改变镀液成分,还可生产锌合金镀层钢板,如铝锌合金镀层钢板(Galvalume),其耐腐蚀性是常规镀锌钢板的2~6倍,并可在500℃温度下长期工作,锌铝合金镀层钢板(Galfan),耐腐蚀性是常规镀锌钢板的
两倍,着漆性好。
19世纪中叶在英国开始用剪切的钢板镀锌,连续热镀锌技术是本世纪30年代由波兰人森吉米尔发明的,其工艺主要特点是采用直火加热方式使钢板表面强氧化,同时烧掉轧制油,然后在分开设置的加热段中采用辐射管加热方式在强还原气氛中长时间加热、均热,使带钢表面氧化膜还原而消除,产生活化的带钢表面
进行镀锌。
50年代后,出现了无氧化加热方式,即在加热段采用无氧化加热,加热段控制氧化,使带钢表面弱氧化,在还原段进行弱还原,产生适合镀锌的带钢表面,这种方式用火焰直接除去轧制油,前面不用设置清洗段,直火加热可以降低燃料单耗,直火加热炉与还原炉为一体,既可减少热损失,又可节约占地面积,还原段保护气体中氢气含量降至10%~20%,且炉子长度大幅度减短,可以大大降低还原用保护气体成本,同时炉子操作灵活性提高。
无氧化加热方式的不足是停机时要采取措施防止带钢氧化断带,同时正常生产时,为抑制直火加热中的氧化现象,无氧化炉温需控制在1100℃以上。
后来又出现了立式退火炉,它可以提高机组速度,
提高产量同时节约占地面积。
80年代后,随着世界经济的发展,全世界特别是发达国家用于汽车行业的热镀锌板比例越来越大,同时其它行业如家电行业等对使用热镀锌板质量要求也越来越高,无氧化直接加热方式不能满足表面质量等方面的要求,于是出现了全辐射加热方式,全辐射加热就是带钢全部由辐射管进行加热,不与燃烧气体直接接触,这种加热方式的优点:第一,不受火焰直接喷吹,带钢表面质量好;第二,带钢不产生氧化,可以生产更薄的带钢,最薄达0.18mm;第三,保护气体中氢气含量大大降低,为5%左右,降低成本且安全性高;第四,停炉后可直接再次升温加热。
同时它也要求炉子前面必须有清洗段清洗带钢,保证带钢表面清洁进入炉内,而且与直火加热相比,加热控制滞后性大。
由于汽车用热镀锌板比例的不断增大,对产品焊接性、镀层粘附性、着漆性等方面有特殊要求,在镀锌后出现了锌层退火工艺,满足汽车板的生产需要。
锌层退火也叫锌层合金化,即通过热处理在钢板基体和镀层之间产生一层特殊的锌铁合金层,合金层中铁含量约8%~12%,锌层退火可以明显提高产品的粘附性、着漆性、焊接性和耐腐蚀性。
立式辐射加热退火工艺和锌层退火工艺的结合是现代化热镀锌机组连续退火工艺的发展趋势,在近几年投产的热镀锌机组基本上都是采用这种工艺,而且还有很多生产厂家因此改造其现有机组,向这种退火工艺靠近,见表1和表2。
表1 近几年世界上投产的一些热镀锌机组。