冲压模具常用材料种类及热处理
- 格式:docx
- 大小:43.91 KB
- 文档页数:13
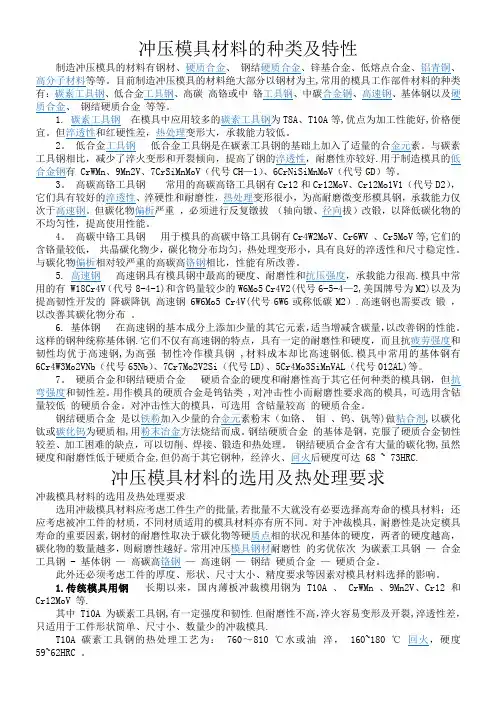
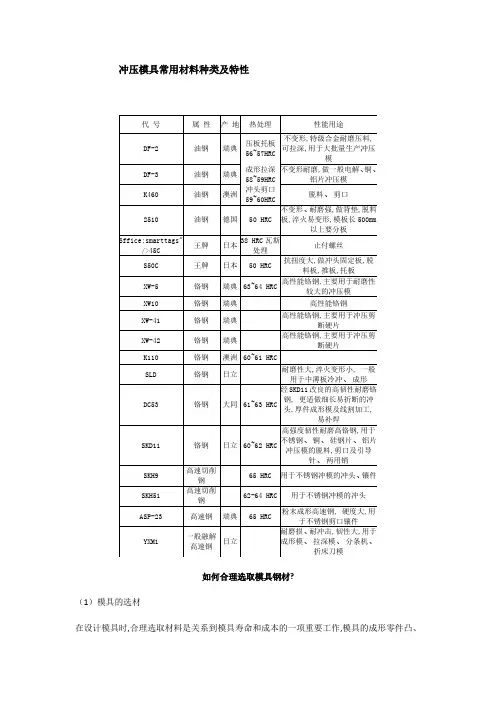
冲压模具常用材料种类及特性
代 号 属 性 产 地 热处理 性能用途
DF-2 油钢 瑞典 压板托板56~57HRC 不变形,特级合金耐磨压料,可拉深,用于大批量生产冲压模
DF-3 油钢 瑞典 成形拉深58~59HRC 不变形耐磨,做一般电解、铜、铝片冲压模
K460 油钢 澳洲 冲头剪口59~60HRC 脱料、剪口
2510 油钢 德国 50 HRC 不变形、耐磨强,做背垫,脱料板,淬火易变形,模板长500mm以上要分板
Sffice:smarttags"
/>45C 王牌 日本 38 HRC瓦斯处理 止付螺丝
S50C 王牌 日本 50 HRC 抗扭度大,做冲头固定板,脱料板,推板,托板
XW-5 铬钢 瑞典 63~64 HRC 高性能铬钢,主要用于耐磨性较大的冲压模
XW10 铬钢 瑞典 高性能铬钢
XW-41 铬钢 瑞典 高性能铬钢,主要用于冲压剪断硬片
XW-42 铬钢 瑞典 高性能铬钢,主要用于冲压剪断硬片
K110 铬钢 澳洲 60~61 HRC
SLD 铬钢 日立 耐磨性大,淬火变形小, 一般用于中薄板冷冲、成形
DC53 铬钢 大同 61~63 HRC 经SKD11改良的高韧性耐磨铬钢, 更适做细长易折断的冲头,厚件成形模及线割加工,易补焊
SKD11 铬钢 日立 60~62 HRC 高强度韧性耐磨高铬钢,用于不锈钢、铜、硅钢片、铝片冲压模的脱料,剪口及引导针、两用销
SKH9 高速切削钢 65 HRC 用于不锈钢冲模的冲头、镶件
SKH51 高速切削钢 62-64 HRC 用于不锈钢冲模的冲头
ASP-23 高速钢 瑞典 65 HRC 粉末成形高速钢, 硬度大,用于不锈钢剪口镶件
YXM1 一般融解高速钢 日立 耐磨损、耐冲击,韧性大,用于成形模、拉深模、分条机、折床刀模
如何合理选取模具钢材?
(1)模具的选材
在设计模具时,合理选取材料是关系到模具寿命和成本的一项重要工作,模具的成形零件凸、凹模材料的选取尤应慎重,通常应考虑以下几点:
① 生产批量 当冲压件的生产批量很大时,凸、凹模材料应选取质量高、耐磨性好的模具钢,对于模具的其他工艺零件的材料要求,也要相应地提高;在少量生产中,可采用成本低耐磨性较差的材料。
② 被冲压材料性能、工序性质和凸、凹模工作条件 当被冲材料较硬或变形抗力较大时,其凸、凹模应选取耐磨性好、强度高的材料;对于凸、凹模工作条件较差的冷挤模,应选取有足够硬度、强度、韧性、耐磨性等综合力学性能较好的模具钢,同时应具有一定的硬性和耐热、抗疲劳强度。
③ 加工规格 一般来料都没有加工,这些材料叫坯料,但坯料加工首先要经过铣床、磨床来达到一定尺寸之后才能制造模具。
(2)模具寿命与模具材料的关系
① 模具凹模刃口高度的估算方法
a) 规定模具寿命为2000000~3000000次时,刃口每次研磨量为ffice:smarttags" />0.2mm,每次研磨后的生产量为200000~300000次。刃口直身高度为2.5~3mm。
b) 若要模具寿命为5000000次,则刃口高度应取4~5mm。
② 模具寿命与模具材料的关系
凸模凹模通常采用的材料为XW-10、XW-5、XW-41、XW-42、SKD11(Cr12MoV)、ASP23。
以上四种主要钢材特性见表
编号 硬度 机械加工性能 研磨性 尺寸稳定性 磨粒
磨耗 粘着
磨耗 崩角
破裂 塑性
变形
XW10 1 1.43 1.18 1.1 0.77 2 2 1
XW41
XW42 1 1 1 1 1 1 1 1
SKD11
XW-5 1.25 0.71 0.35 1 1.38 0.5 0.8 1.33
ASP23 1.38 1 0.71 1.75 1.3 5 3.5 1.6
注: 1.以上各种参数均以XW-41为标准的比较值。
2.当冲件材料为SECC、SPCC、SPTE、T3时,通常选凸凹模材料为XW-41。
3.当冲件材料为不锈钢时,通常选凸凹模材料为ASP23。
金属材料现场快速鉴别的方法有哪几种?
(1) 火花鉴别
火花鉴别是将钢铁材料轻轻压在砂轮上打磨,观察所迸射出的火花形状和颜色,以判断钢铁成分范围的方法、材料不同,其火花也不同。
① 20钢 流线多、带红色,火束长,芒线稍粗。发光适中,花量稍多,多根分岔爆裂,呈星形,花角狭小。
② 45钢 流线多而稍细,火束短,发光大,爆裂为多根分岔,多量三次花呈火星形,火花盛开花数约占全体五分之三以上,有很多的小花及花粉发生。
③ T7钢 流线多而细,火束由于含碳量高,其长度渐次缩短而粗,发光渐次减弱,火花稍带红色,爆裂为多根分岔,多量三次花,花形由基本的星形发展为三层叠开,花数增多。研磨时手的感觉稍硬。
④ W18Cr4V钢 火束细长,呈赤橙色,发光极暗,由于钨的影响,几乎无火花爆裂。膨胀性小,中部和根部为断续流线,尾部呈点形狐尾花.研磨时材质较硬。
(2) 色标鉴别
生产中为了表明金属材料的牌号、规格等,通常在材料上做一定的标记,常用的标记方法有涂色、打印、挂牌等。金属材料的涂色标志用以表示钢类、钢号,涂在材料一端的端面或外侧。成捆交货的钢应涂在同一端的端面上,盘条则涂在卷的外侧。具体的涂色方法在有关标准中做了详细的规定,生产中可以根据材料的色标对钢铁材料进行鉴别。
(3) 断口鉴别
材料或零部件因受某些物理、化学或机械因素的影响而导致破断所形成的自然表面称为断口。生产现场常根据断口的自然形态来断定材料的韧脆性,也可据此判定相同热处理状态的材料含碳量的高低。若断口呈纤维状、无金属光泽、颜色发暗、无结晶颗粒且断口边缘有明显的塑性变形特征,则表明钢材具有良好的塑性和韧性,含碳量较低;若材料断口齐平、呈银灰色、具有明显的金属光泽和结晶颗粒,则表明材料为金属脆性断裂。
(4) 音响鉴别
生产现场有时也根据钢铁敲击时声音的不同,对其进行初步鉴别。例如,当原材料钢中混入铸铁材料时,由于铸铁的减振性较好,敲击时声音较低沉,而钢材敲击时则可发出较清脆的声音。
若要准确地鉴别材料,在以上几种现场鉴别方法的基础上,还应采用化学分析、金相检验、硬度试验等实验室分析手段,对材料进行进一步的鉴别。
冲压产品原材料有哪些种类?分别有什么特性?
冲压产品材料种类很多,一般常用的有:电解片、特种电解片、特种电解不锈钢片、不锈钢板、白铁片、锑片、银光锑片、镜光锑片、红钢、青钢、光箔、铝合金、网料、硅钢片等,其性能见表。
表冲压材料物理性能
MATER(材质) 名称 抗剪强度 相对密度 ffice:smarttags"
/>AL 铝板 8 2.7
AIPS-1,AIPS-2 铝板 12 7.8
AL5052 合金铝 27 7.8
BsPE1,BsPE2A,C2680 黄铜 27 8.4
BERY CU 铍铜 28 8.36
C5191,PBP2-H,PBS,C521 磷铜 30 9
BS,Brass 青铜 20 8.9
CU,Copper 红铜 48 7.8
CNP-1 白铁片 28 8.84
SPCC 冷轧钢板,单光 35 7.8
SPCC-SB 双光 35 7.8
SECC,SGCC,GLAZ150 镀锌钢板,电解片 35 7.8
SECD 拉深电解片 35 7.8
SPTE/Tin 白铁片/马口铁 35 7.9
SUS27CP,SUS304CP 不锈钢板 60 8.36
SUS301-1/2H 不锈钢板 60 7.9
SUS301CSP,SUS31CSP 不锈钢板 60 7.9
SUS304-1/2H,3/4H,H 不锈钢板 60 7.9
SUS304-2B 不锈钢全软灰料 60 7.9
SUS304-BA 不锈钢全软灰料 60 7.9
SUS403 不锈铁 60 7.9
S-23,S-34,S-44 硅钢板 48 7.8
模具设计时的冲压用料如何计算?
模具设计时的冲压用料计算是指冲压材料的长、宽规格计算。冲压材料供应一般分张料(平板料)和卷料,其尺寸有公制﹑英制之分。订料时一般可依据模具类型及冲压材质和厚度查对供货商材料规格尺寸选用。比如根据GB708 -1988的标准,厚度为0.5mm的热轧钢板其宽度×长度的规格,最小的张料尺寸为500mm×1000mm,最大的张料规格为1000mm×2000mm;厚度为1.0mm的冷轧钢板其宽度×长度的规格,最小的张料尺寸为500mm×1000mm,最大的张料规格为15000mm×3500mm。
(1) 冲压用料的长度
为了提高连续模的生产效率,一般连续模都用卷料,无需特别计算用料长度。单工序冲压模具可以用张料(平板料),也可以用卷料,不同的材质其供货规格不一样。用张料时,设计需根据实际供货规格尺寸和理论用料,估算出材料利用率后,选取适当的订料长度。
(2) 冲压用料的宽度
在模具设计中应根据产品图展开的尺寸和冲裁件的公差等级、冲裁间隙、剪口尺寸、磨损规律、模具制造特点来确定凹凸模的工作剪口边宽尺寸的公差。冲压用料的宽度是模具的工作剪口边垂直送料方向上的最大尺寸,再加上冲压送料两侧的搭边值(详见3.2.14冲裁时的搭边值如何确定?),如果在连续模内设计有定距侧刃,则还需加上侧刃裁切的条料宽度(金属材料一般取1~2.5mm,薄料取小值,厚料取大值)。设计根据计算的结果再取整数或保留到一位小数值即可。
模具制造过程中,常用到哪些热处理方法?其作用是什么?
热处理就是将钢在固态下施以不同的加热、保温和冷却,以改变其内部组织结构,获得所需性能的一种加工工艺。模具制造过程中常用到的热处理方法有: 退火、正火、淬火、回火、调质、渗碳、氮化。
(1)退火 是将金属或合金加热到适当温度,保温一定时间, 然后随炉缓慢冷却的热处理工艺。其实质是将钢加热奥氏体化后进行珠光体转变。
退火作用:
① 降低钢的硬度,提高塑性,以利于切削加工及冷变形加工;
② 细化晶粒,消除因锻、焊等引起的组织缺陷,均匀钢的组织成分,改善钢的性能或为以后的热处理作准备;
③ 消除钢中的内应力,以防止变形或开裂。
退火方法 常用的退火方法有完全退火、球化退火、去应力退火、再结晶退火、扩散退火和等温退火等几种。
① 完全退火 又称重结晶退火,是将铁碳合金完全奥氏体化,随之缓慢冷却,获得接近平衡状态组织的退火工艺。适用于含碳量为0.3%~0.6%的中碳钢和中碳合金钢。
② 球化退火 使钢中碳化物球状化而进行的退火工艺。常用的球化退火有普通球化退火和等温球化退火两种,此工艺主要用于共析钢和过析钢的模具、量具和刃具钢等。
③ 去应力退火 为了去除由于塑性变形加工、锻造、焊接等造成及锻件内存在的残余应力而进行的退火工艺。
④ 再结晶退火 又称中间退火,是指经冷形变后的金属加热到再结晶温度以上,保持适当时间,使形变晶粒重新结晶成均匀的等轴晶粒,以消除形变强化和残余应力的热处理工艺。
⑤ 等温退火 就是将钢件或毛坯加热到高于Ac3(或Ac1)温度,保持适当时间后,较快地冷却到珠光体温度区间的某一温度并等温保持,使奥氏体转变为珠光体组织,然后在空气中冷却的热处理工艺。此种退火方式主要用于过冷奥氏体Ac比较稳定的合金钢。