再热器烟气挡板自动控制系统的设计与应用
- 格式:docx
- 大小:41.00 KB
- 文档页数:8
烟气挡板的合理控制防止再热器金属超温
吴玉枝
锅炉再热器金属超温是降低再热器使用寿命及造成再热器爆管的主要原因之一,我厂较长一段时间在机组高负荷时,再热器金属超温,一般有两种超温现象――短时超温和个别点长时超温,我厂锅炉
于尾部平行双烟道下面的过热器A/B板和再热器A/B烟气挡板经一个逻辑系统自动调整到适当位置而实现。
下面通过再热器金属个别点长时间超温进行分析:
气温偏差和热偏。
受热面管材中某一根管子的焓增(每千克蒸汽所吸收的热量)与该管组平均焓增之比称为热偏差系数,在同一片管
屏中的热功当量偏差称为同屏热偏差,造成热偏差的原因可能有:各管的吸热不同、各管的蒸汽流量不同、各管的进口汽温不同、其中和管吸热不同又可分为各管的受热长度不同和各管单位长度的热负荷不同,热偏差包括热负荷偏差,结构偏差和流量偏差。
投
传热量减少,B侧烟道再热器管屏金属温度就能得到很好的控制。
反之侧相反,通过运行中的试验和观察也取得了一定的效果。
2006-12-12。

烟气调节挡板及再热器调温烟气调节挡板作为电站锅炉的主要辅助设备,以其调温幅度大、操作安全可靠、运行费用低等优点,已被国内外锅炉制造厂所广泛采用,并也得到用户认可。
烟气调节挡板主要运用于再热机组锅炉上,主要根据锅炉再热汽温的调节要求,通过改变流经锅炉低温再热器侧的烟气流量份额,从而改变低温再热器的吸热量,达到调节再热汽温的目的。
目前,燃煤锅炉中较为常用的再热汽温调节方式有两种:一是摆动燃烧器,二是锅炉尾部双烟道,烟气调节挡板。
通过利用从国外引进的300MW、 600MW锅炉设计技术,在设计制造的300MW、200MW锅炉中,上述两种再热器调温方式均有采用,也取得了丰富的经验。
摆动燃烧器调温多用于燃用烟煤或挥发份较高的贫煤锅炉,其优点是调节灵敏,但其对煤种的适应性有限。
为保证锅炉的长期安全稳定运行,并考虑锅炉燃煤的适应性,采用尾部双烟道,再热汽温采用挡板调温方式,挡板自身的阻力特性及驱动器最小力矩见图1、图2)。
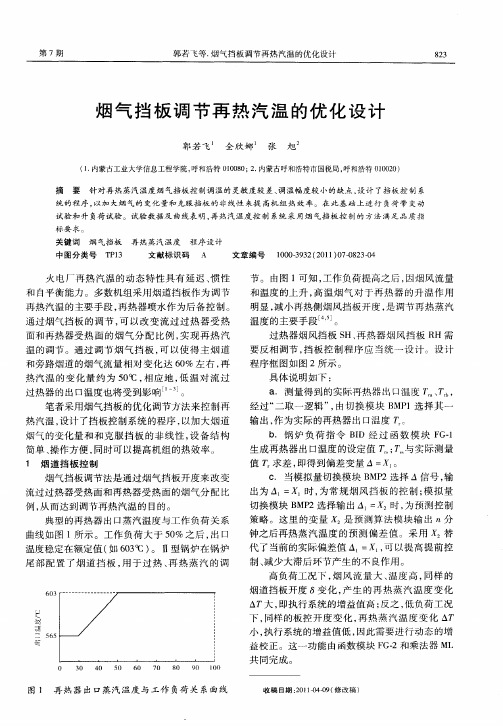
挡板调温锅炉调温性能的好坏,关键在于挡板流量特性以及热力特性的优劣。
挡板的流量特性即烟气流量随烟气挡板开度的变化特性;挡板的热力特性即再热汽温度随烟气挡板开度的变化特性。
挡板的两大特性除与挡板自身的阻力特性有关外,还很大程度上受锅炉过热器、再热器的布置(即要求的再热器侧烟气份额)、挡板所在截面烟气的流通面积、以及平行烟道各自的几何尺寸的影响。
设计的挡板调温锅炉,针对以上几点,采取了如下措施,以达到良好的挡板烟气特性与汽温特性。
1·合理地布置再热器受热面,确定适当的高温再热器低温再热器受热面吸热比例,多布置低温再热器受热面积,以控制再热器侧烟道烟气流量随负荷变化幅度,改善烟气挡板的汽温耦合特性。
2·合理选定再热器、过热器侧烟道尺寸,减小烟气流经过热器侧烟温及再热器侧烟道的阻力差,达到有效利用烟气挡板有效调节范围的目的。
3·正确确定挡板所在烟道截面的烟气流通面积,从而加大烟气挡板的调节灵敏度。

再热器汽温控制系统课程设计说明书随着工业生产的不断发展,能源问题日益突出,对能源的利用效率要求也不断提高。
在电力、热力等领域,过热器和再热器是提高能源利用效率的关键设备。
其中,再热器的主要作用是将汽轮机低压缸的乏汽再次加热,以提高整个机组的热效率。
然而,再热器的运行过程中,汽温的控制是一项关键的技术难题。
过高的汽温会导致设备损坏,而过低的汽温则会影响机组的效率。
因此,进行再热器汽温控制系统的课程设计,对于理解和掌握再热器的工作原理,以及解决实际工程中的问题具有重要的意义。
再热器汽温控制系统主要包括测量、控制和执行三个部分。
测量部分主要负责对再热器出口汽温进行测量,并将测量结果反馈给控制系统;控制部分则根据测量结果和设定值进行比较,根据比较结果决定控制策略;执行部分则根据控制策略的输出,调节再热器的加热功率或者蒸汽流量,以实现对汽温的精确控制。
本次课程设计的主要内容是构建一个再热器汽温控制系统模型,通过模拟实验来模拟再热器的运行过程,并实现对汽温的精确控制。
具体目标包括:理解并掌握再热器的工作原理及汽温控制的基本原理;学会使用常用的控制算法,如PID控制算法等;通过模拟实验,实现对再热器汽温的精确控制;讲解再热器的工作原理及汽温控制的基本原理;进行模拟实验,实现对再热器汽温的精确控制;分析实验结果,讨论控制过程中的问题及解决方法。
通过本次课程设计,我们成功地构建了一个再热器汽温控制系统模型,并实现了对汽温的精确控制。
实验结果表明,我们所设计的控制系统具有良好的性能,能够有效地应对各种工况变化,确保再热器的高效稳定运行。
我们也发现了一些潜在的问题,如测量误差、执行机构的响应速度等,这些问题需要在未来的研究中加以解决。
本次课程设计让我们更深入地理解了再热器的工作原理及汽温控制的基本原理,掌握了控制系统的基本组成及各部分的功能,学会了使用常用的控制算法。
通过模拟实验,我们成功地实现了对再热器汽温的精确控制。
目录一 600MW火电机组DCS系统设计 11.1电源部分 11.2通信部分 21.3 系统接地 21.4 软件部分 3二、设计正文 42.1 已知技术条件与参数 42.2设计总体方案及传感器、执行器、调节器等的选择 42.2.1 再热汽温的影响因素 42.2.2再热汽温控制的任务 52.2.3 再热汽温的控制方法 52.2.4执行器的选择 62.2.5变送器的选择 82.2.6控制器的选择 102.4画出系统框图及接线图 122.4.1再热器烟道挡板控制系统 132.4.2再热器喷水减温控制回路 14三、设计心得 16五、附表 18一 600MW火电机组DCS系统设计DCS系统配置应能满足机组任何工况下的监控要求(包括紧急故障处理),CPU负荷率应控制在设计指标之内并留有裕度;所有站的CPU负荷率在恶劣工况下不得超过60%,所有计算站、数据管理站、操作员站、历史站等的CPU负荷率在恶劣工况下不得超过40%;控制站、操作员站、计算站、数据管理站、历史站或服务器脱网、离线、死机,在其它操作员监视器上应设有醒目的报警功能,或在控制室内设有独立于DCS系统之外的声光报警;DCS应采用合适的冗余配置和直至卡件的自诊断功能,使其具有高度的可靠性,系统的任何一个组件发生故障均不影响整个系统工作。
DCS系统应易于组态、易于实用和易于扩展;系统的报警、监视和自诊断功能应高度集中在CRT上,控制功能应尽可能在功能和物理上进行分散;主要控制器应采用冗余配置,重要I/O点应考虑采用非同一板件的冗余配置;系统设计应采用各种抗噪声技术、包括光电隔离、高共模抑制比以及合理的接地和屏蔽;分配控制回路和I/O信号时,应使一个控制器或一块I/O板件损坏时对机组的安全运行的影响尽可能小。
I/O板件及其电源故障时,应使I/O处于对系统安全的状态,不出现误动;电子设备机柜的外壳防护等级应满足有关标准的规定;机柜内的模件应能带电插拔,而不影响其它模件的正常运行。
烟气挡板控制再热汽温的工作原理嘿,咱今儿就来唠唠烟气挡板控制再热汽温这档子事儿!
你说这烟气挡板啊,就像是个神奇的“温度调节大师”。
咱家里的空调能调室内温度,这烟气挡板就类似,能调节再热汽温呢!想象一下,那锅炉里的烟气呼呼地跑,就像一群调皮的小孩子到处乱窜。
这时候,烟气挡板就站出来啦,它说:“嘿,都给我听话点!”它通过改变烟气的流向和流量,来影响再热汽温。
比如说吧,要是想让再热汽温升高,那烟气挡板就把更多的烟气往再热器那边引,就像给再热器送了个温暖的大礼包。
要是觉得温度太高啦,那就把烟气往别处引引,减少给再热器的“热情”。
这多有意思呀!
这烟气挡板控制再热汽温可重要了呢!要是没它,那再热汽温不得乱套呀!那整个系统还不得闹翻天啦!就好比咱开车没了方向盘,那还不得横冲直撞呀!所以说呀,这烟气挡板可真是个宝贝呢!
它就默默地在那里工作着,不声不响地调节着温度,保障着整个系统的稳定运行。
咱可得好好感谢它呀!它就像一个勤劳的小卫士,守护着再热汽温的平稳。
而且呀,它操作起来也不难,就跟咱调个电视音量似的。
当然啦,也得专业的人来弄,咱可别瞎捣鼓。
要是弄不好,那不就出乱子啦!这可不是闹着玩的呀!
你看,这烟气挡板控制再热汽温是不是很神奇呀?它在工业生产中发挥着巨大的作用呢!它让一切都变得井井有条,让温度恰到好处。
它可真是个了不起的存在呢!咱可不能小瞧了它呀!总之,烟气挡板控制再热汽温就是这么厉害,就是这么重要!咱得重视它,让它好好发挥作用,为我们的生产生活服务呀!
原创不易,请尊重原创,谢谢!。
华电莱州公司再热器烟气挡板改造分析发表时间:2017-10-26T12:07:56.480Z 来源:《电力设备》2017年第16期作者:孙延刚[导读] 摘要:华电莱州发电有限公司一期锅炉再热蒸汽温度的调节主要通过位于省煤器和低温再热器后下方的烟气调节挡板进行控制。
正常运行过程中,烟气挡板频繁发生卡涩,驱动轴断裂故障,严重影响了机组正常运行调整要求。
通过对挡板结构进行改造,有效解决了挡板的故障率。
(华电莱州发电有限公司山东莱州 261441)摘要:华电莱州发电有限公司一期锅炉再热蒸汽温度的调节主要通过位于省煤器和低温再热器后下方的烟气调节挡板进行控制。
正常运行过程中,烟气挡板频繁发生卡涩,驱动轴断裂故障,严重影响了机组正常运行调整要求。
通过对挡板结构进行改造,有效解决了挡板的故障率。
关键词:再热器;烟气挡板;断裂1 引言华电莱州发电有限公司一期机组为1000MW级超超临界火电机组,锅炉为DG3033/26.15-Ⅱ1超超临界一次中间再热、前后墙对冲燃烧、单炉膛、平衡通风、全悬吊π型结构。
再热汽温的调节是通过布置在低温再热器和省煤器后的平行烟气挡板来调节的,通过控制烟气挡板的开度大小来控制流经后竖井水平再热器管束的烟气量的多少,从而达到控制再热器蒸汽出口温度。
在满负荷时,过热器侧烟气挡板全开,再热器侧烟气挡板部分打开。
当负荷逐渐降低,过热器挡板逐渐关小,再热器挡板开大,直至锅炉运行至最低负荷,再热器侧全部打开。
两台机组自2012年11月份投产以来,再热器烟气挡板一直存在频繁卡涉,严重时驱动轴轴头断裂,导致无法正常开关。
再热器蒸汽温度调节受限,严重影响机组的安全运行。
2 原因分析2.1原设计缺陷。
传动轴的前支撑轴承与前轴的扭矩受力点距离过长(1081mm),驱动轴的距离达到1181mm(如图1),前轴弯矩过大,导致前轴弯曲断裂。
2.2连接板、连杆及拉杆加工精度低,且每台执行器带的挡板分布过长,力矩传递空行程多。
锅炉丨二次再热机组再热汽温控制方案研究再热汽温是表征锅炉运行工况的重要参数之一。
汽温过高,会使锅炉受热面及蒸汽管道金属的蠕变速度加快,影响锅炉使用寿命;汽温过低将会引起机组热效率降低,使汽耗率增大,还会使汽轮机末级叶片处蒸汽湿度偏大,造成汽轮机末级叶片侵蚀加剧。
再热汽温对象具有大延迟、大惯性的特点,而且影响再热汽温变化的因素很多,如机组负荷变化、煤质变化、减温水量、受热面结焦、风煤配比、燃烧工况以及过剩空气系数等,汽温对象在各种扰动作用下反映出非线性、时变等特性,使其控制难度增大。
随着电网规模不断增大以及大容量机组在电网中的比例不断增加,电网要求发电机组具有更高的负荷调整范围和调整速率,快速的负荷变化极易导致再热器超温,而大量使用喷水减温又会严重降低机组热效率。
如何保证再热汽温自动调节系统正常投用,同时兼顾机组运行的安全性和经济性,是一个长期而复杂的课题。
随着近年来火力发电技术的不断发展,二次再热超超临界发电技术逐渐成熟,国内已有多台二次再热机组在建或即将开建。
而二次再热机组锅炉增加了一级二次再热循环,锅炉的受热面布置更加复杂,锅炉汽温控制的复杂性和难度也相应增加,其中最主要的在于两级再热汽温的控制。
因此,合理的再热汽温控制是二次再热机组安全性、经济性、可靠性的有力保证。
二次再热机组锅炉特点二次再热机组锅炉相比一次再热增加了一级再热器,主要的蒸汽参数也有很大差异,下表是典型的二次再热π型锅炉与常规的一次再热π型锅炉的主要参数对比。
表1二次再热锅炉与常规一次再热锅炉的主要参数对比从表1可以看出,二次再热锅炉具有以下特征:(1)增加了一级二次再热循环,主汽流量减少,主汽与再热汽之间的吸热比例发生变化。
(2)蒸汽温度调节对象由一次再热的主汽温度、再热汽温度变为主汽温度、一次再热汽温度、二次再热汽温度三个,调节方式和系统耦合将更加复杂。
(3)再热汽温度和给水温度提高,空预器入口的烟温将会提高,导致排烟温度的控制难度增大。
再热器烟气挡板自动控制系统的设计与应用陈国富【摘要】再热器烟气挡板控制系统的优劣,直接影响再热汽温的调节品质与机组经济运行指标。
本文通过再热器烟气挡板控制的理论基础及影响再热汽温的因素的分析,设计再热器烟气挡板自动控制系统,并对实际应用效果进行分析探讨。
%Good and bad of reheater gas damper control system, which directly affect regulation characters of reheated temperature and power unit economic target. This paper analyzes reheater gas damper control theory and influence factor of reheater temperature, designs reheater gas damper automation control system, in addition, analyzes and studies on its real application effectiveness.【期刊名称】《安徽电气工程职业技术学院学报》【年(卷),期】2014(000)001【总页数】4页(P86-89)【关键词】烟气挡板;汽温特性;自动控制;再热汽温;减温水量【作者】陈国富【作者单位】国电铜陵发电有限公司,安徽铜陵 244153【正文语种】中文【中图分类】TK223在煤炭价格高位运行情况下,电厂要实现全年经济运行指标,想方设法,深挖潜力,节能降耗。
再热器烟气挡板自动控制,能大幅减少再热器减温水量,节能效果突出,因而大多数电厂都投入再热器烟气挡板自动控制系统。
但是我厂自2008年#1、#2机组168h投运以来,烟气挡板纯手动控制,再热器减温水量居高不下,实现再热器烟气挡板自动控制迫在眉睫。
1 再热汽温烟气挡板控制理论基础国电铜陵发电有限公司一期工程装机容量2×635MW,锅炉由东方锅炉(集团)股份有限公司与东方-日立锅炉有限公司合作设计、联合制造,其型号为DG1900/25.4-Ⅱ型超临界参数变压直流本生锅炉。
超临界锅炉过热器系统采用辐射+对流型式,以辐射为主。
主汽温度调节以煤水比为主,一、二减温水细调。
再热器系统以对流为主,当采用烟气挡板调温时,为纯对流特性,再热汽温调节以烟气挡板为主,事故喷水细调,维持汽温稳定。
对不同设计的600MW超临界锅炉数据分析:超临界锅炉过热汽温为辐射特性,且屏式过热器和位于炉膛出口的高温过热器的吸热起主导作用,如某电厂600MW超临界锅炉过热器系统在100%ECR时的主汽温升为123℃,其中屏式过热器蒸汽温升为64℃,折焰角上的高温过热器蒸汽温升为43℃。
超临界锅炉再热汽温为对流特性。
假定随负荷增加,呈对流特性的过热器系统的吸热量不减反增,则需要降低水煤比,意味着需要增加燃料量。
这显然会导致系统吸热增加,致使主汽温度升高。
从而被迫大幅增加减温水量,导致省煤器和水冷壁中工质减少,中间点温度升高,进一步被迫增加减温水量,致使锅炉进入恶性循环的运行状态。
因此可以得出结论:超临界锅炉主蒸汽温度主要呈辐射特性是合理的,也是必然的[1]。
再热器汽温呈对流特性,过热汽温主要呈辐射特性就是烟气挡板控制再热汽温的理论指导。
通过烟气挡板开度的调整,改变再热器和过热器的烟气通流量进而调节再热汽温,由于过热器主要呈辐射特性,因而对过热汽温影响较小。
但理想的再热汽温特性是在较大负荷范围内维持再热汽温稳定。
2 影响超临界再热汽温特性的主要因素2.1 机组负荷是主要影响因素[2]超临界机组再热汽温呈对流特性,负荷升高时流过再热器受热面的烟气通流量增大,再热汽温升高,负荷降低时再热汽温降低。
通过烟气挡板改变再热器烟气流量就可控制再热汽温。
2.2 过剩空气系数的影响[2]锅炉出口过剩空气系数升高,则送入炉膛的风量增加,对流传热因烟气流速的提高而增大,再热汽温升高。
2.3 煤质变化的影响煤质变化会导致水煤比变化,并改变燃烧工况以及汽水受热面的辐射、对流传热比例。
这会影响流通再热器受热面的烟气温度,从而影响再热汽温特性。
2.4 过热汽温对再热汽温的影响由于煤水比失衡,一、二级减温水调节系统失常,过热汽温大幅变化,则进入再热的汽温亦大幅变化,进而影响再热汽温特性。
3 再热汽温烟气挡板自动控制的设计600MW锅炉的运行表明,烟气挡板对再热汽温的调节范围可达40℃,但动态响应速度慢,调节动作一般需要10min左右才能达到目标值,因此,必须配合再热器事故喷水才能有效控制再热汽温。
我公司自#1、#2机168h投运以来,#1、#2炉再热器烟气挡板一直手动调节,仅靠事故喷水自动控制再热汽温,再热器减温水流量偏大,时刻在10~20t/h之间波动,严重影响机组的经济运行。
图1 再热器烟气挡板控制SAMA图现行的再热器烟气挡板控制一般采用单回路PID控制,以再热器出口温度为控制对象,直接控制再热器侧烟气挡板开度,过热器侧烟气挡板作为再热器侧烟气挡板的随动系统,向相反方向变化,两者相结合,协调动作,控制再热汽温。
也有的采用分层算法同时控制再热器侧烟气挡板及过热器侧烟气挡板。
吸取兄弟电厂成熟的控制经验,结合我厂MAXDNA分散控制系统及实际运行工况,控制逻辑及控制算法的SAMA见图1。
3.1 再热器烟气挡板PID的PV值及SP值的选择高温再热器A/B出口蒸汽温度平均值加上再热器A/B事故喷水阀门指令的平均值经负荷函数修正折算对应的温度值(最高折算为4℃)的和作为烟气挡板PID的PV 值,事故喷水阀门开度越大,则PV值越高,加速关小烟气挡板,控制再热汽温稳定,降低减温水量。
再热器烟气挡板PID的设定值为机组负荷的函数,运行人员可通过SP设定值偏置修订再热器烟气挡板PID的设定值。
3.2 再热器烟气挡板PID前馈的选择再热汽温呈对流特性,机组负荷变化是影响再热汽温的主要因素,加上烟气挡板动态响应速度慢,因此引入机组负荷指令的静态前馈及动态前馈,加快再热器烟气挡板对再热汽温的响应速率。
3.3 再热器侧烟气挡板与过热器侧烟气挡板具体控制过程再热器烟气挡板PID的上下限设定为25%~95%,维持再热器烟气挡板和过热器烟气挡板的指令和不小于120%。
在机组运行后可根据实际运行工况修改再热器烟气挡板PID指令上下限。
再热器烟气挡板调节系统的执行机构由两个再热器侧烟气挡板和过热器侧烟气挡板组成。
再热器侧挡板和过热器侧挡板分别设置一个同操,再热器烟气挡板投入自动,运行人员将再热器侧烟气挡板同操及过热器侧烟气挡板同操的偏置设为零,这样才能保证再热器烟气挡板和过热器烟气挡板的指令和为120%。
再热器侧烟气挡板同操指令同PID指令相同,其指令为25%时过热器侧烟气挡板同操为95%,其指令为80%时过热器侧烟气挡板同操为40%,维持再热器烟气挡板和过热器烟气挡板的指令和不小于120%。
再热器侧烟气挡板同操及过热器侧烟气挡板同操的偏置为无扰切换设置,原则上再热器烟气挡板自动控制时不须设置偏置。
再热器侧烟气挡板及过热器侧烟气挡板下层4个挡板为自动状态,运行人员可通过设置偏置,改变烟气挡板输出指令,也可将4个烟气挡板自动切除,手动控制输出指令。
当下层4个烟气挡板及同操自动状态时,运行人员可手动操作烟气挡板PID的输出指令控制再热器烟气挡板和过热器烟气挡板阀门开度,也可再热器侧烟气挡板同操及过热器侧烟气挡板同操切为手动,操作再热器侧烟气挡板同操及过热器侧烟气挡板同操的输出指令控制阀门开度。
再热器侧烟气挡板同操器及过热器侧烟气挡板同操器手动输出指令上下限为0~100%。
再热器侧烟气挡板1及再热器侧烟气挡板2均手动时,再热器侧烟气挡板同操器输出指令跟踪再热器侧烟气挡板1和再热器侧烟气挡板2输出指令的大值。
过热器侧烟气挡板1及过热器侧烟气挡板2均手动时,过热器侧烟气挡板同操器输出指令跟踪过热器侧烟气挡板1和2输出指令的大值。
3.4 再热器烟气挡板具体控制逻辑(1)锅炉熄火后,为保证锅炉通道畅通,将烟气挡板全部置全开位。
(2)锅炉MFT、机组负荷指令故障、高再出口温度故障、设定值与实际测量值偏差达20℃,任一条件存在,为避免调节系统异常,将烟气挡板PID切手动。
(3)当该烟气挡板阀位信号故障、指令与实际反馈偏差达10%、锅炉MFT任一条件存在,将该烟气挡板置手动位,维持阀门开度不变,避免因阀门故障引起再热汽温内扰的产生。
3.5 再热烟气挡板自动和再热喷水减温自动如何配合的问题再热烟气挡板自动和再热喷水减温自动是两套独立的调节系统,但是调节对象都是末级再热汽温。
正常运行期间,我们可以把再热烟气挡板自动的设定值设的比再热喷水减温自动的设定值低3~4℃,调节的时候,基本上是靠再热挡板调节,这样就可以达到少喷水的目的。
4 烟气挡板的调节效果分析在2011年5月#1机组C修期间,完成烟气挡板自动控制算法及控制逻辑的设计,并完成静态调试工作。
机组正常运行后,再热器烟气挡板于2011年6月9日投入自动,热工根据调节效果进行PID参数整定[3],基本能满足运行需求。
#1机组烟气挡板的调节效果见图2和图3历史趋势:图2 #1机组中负荷时烟气挡板的调节趋势图图3 #1机组高负荷时烟气挡板的调节趋势图从图2和图3历史趋势分析:#1机组负荷连续从437MW升至587MW期间,再热器烟气挡板设定值为569℃,再热汽温负偏差最大为-7℃,再热汽温正偏差最大为5℃,虽再热器烟气档板在调节过程中波动较大,但再热器减温水累积只有9t,再热汽温控制也较为理想。
从历史曲线和数据加以分析,#1机组再热器减温水流量大幅下降,2013年6月1日00∶00时再热器减温水累积流量为24866t/h,截至2013年7月1日00∶00时再热器减温水累积流量为27876t/h,30天内再热器减温水每小时平均流量为4.18t,较再热器烟气挡板自动未投入之前,效果相当明显。
每小时若减少10t/h再热器减温水量,对应节约煤耗0.66 g/kW·h,全年全厂发电量70亿kW·h,以标煤单价800元/吨计,全年可为全厂节约资金近370万元,经济效益显著。
若开展再热器烟气档板特性的试验,在掌握控制系统基本特性的基础上对控制系统逻辑进行进一步优化和调整,效果将进一步提高。
5 存在的问题及打算现在烟气挡板控制虽基本满足运行要求,再热器减温水亦大幅下降,但烟气挡板波动过大,再热汽温亦大幅变化,烟气挡板在不同负荷段的工作特性均不相同。
在以后工作中,在不同负荷段进行烟气挡板特性试验,在掌握烟气挡板的特性基础上,增加再热器入口温度微分前馈、总给煤量微分前馈、变比例变积分调节等控制策略,烟气挡板的控制效果可能更加优良。