孔位置度综合量规的设计方法研究
- 格式:pdf
- 大小:169.10 KB
- 文档页数:6

位置量规设计原理及基本尺寸的确定
位置量规是一种用于测量工件尺寸和位置的精密测量工具,其
设计原理和基本尺寸的确定涉及到多个方面。
首先,位置量规的设计原理主要包括以下几个方面:
1. 结构原理,位置量规通常由主体、测头、刻度盘、游标尺、
固定块等部件组成,其结构设计需要考虑测量精度、稳定性和耐用性。
2. 工作原理,位置量规通过测头与被测工件接触或非接触测量,利用游标尺和刻度盘来读取测量数值,实现对工件位置和尺寸的精
密测量。
3. 测量原理,位置量规的测量原理包括机械测量原理和光电测
量原理两种,机械测量原理主要依靠机械结构实现测量,而光电测
量原理则通过光电传感器实现测量。
其次,确定位置量规的基本尺寸需要考虑以下几个因素:
1. 测量范围,根据被测工件的尺寸范围确定位置量规的测量范围,确保能够满足实际测量需求。
2. 测量精度,根据测量精度要求确定位置量规的刻度盘刻度间距和游标尺的分度值,以及测头的精度等。
3. 结构尺寸,确定位置量规的主体尺寸、测头长度、刻度盘直径、游标尺长度等结构尺寸,以便满足工件测量的实际需求。
4. 材料选择,根据使用环境和测量要求选择适当的材料,确保位置量规具有良好的稳定性和耐用性。
综上所述,位置量规的设计原理涉及结构原理、工作原理和测量原理,而确定基本尺寸需要考虑测量范围、测量精度、结构尺寸和材料选择等因素。
在实际应用中,设计和确定位置量规的基本尺寸需要综合考虑这些因素,以确保位置量规能够准确、稳定地完成工件尺寸和位置的精密测量。

孔位置度综合检具的设计及使用规范【摘要】检验夹具是指零件在加工制造过程中在生产线上专用(尺寸)检测工装(简称检具),检具不但具有定量功能同时具有定性功能(非机械加工零件所使用检具同时具备测量支架功能),检具设计时其测量功能,定位原则应满足图纸测量技术要求,从而保证加工制造;测量评定基准的一致性。
综合检具适用于大批量生产的产品如汽车零部件等,用来替代卡规,塞规,cmm(三坐标测量机),游标卡尺等测量工具,操作简单,使用方便,省时省力,精度可靠,检验效率高。
本文设计的检具主要是指测量各个加工孔位置度的计数型(定性功能)综合检具,它是用来检验最大实体要求的被测要素和(或)基准要素,以确定它们的实际轮廓是否超出相应的边界。
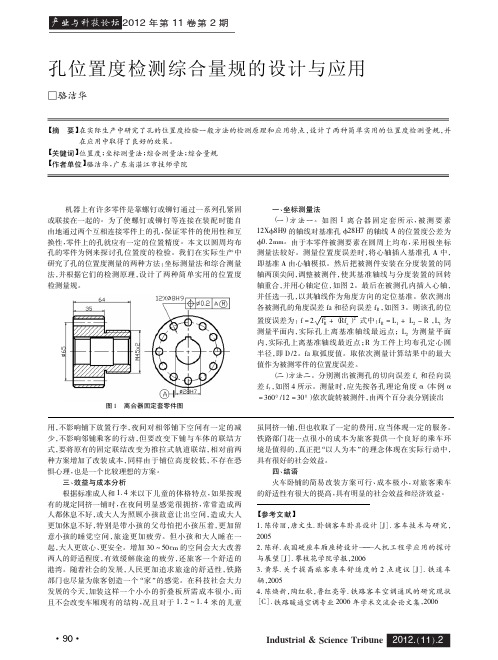
【关键词】孔位置度设计组合检具1 孔位置度综合检具的设计检具整体结构如图1所示:此检具是一个组合检具,由定位装置、测量装置、夹紧装置、辅助装置(包括导向装置、传动装置、测量零件的紧固装置)组成。
检具结构确定后,检具设计关键在于确定定位装置、测量装置、夹紧装置、辅助装置尺寸.本例中零件基准孔尺寸和一个加工孔尺寸如图2所示,加工孔只列举1个,其它检测销尺寸计算方法与本检测销检测方法相同:本文位置度公差是最大实体原则同时应用于被测要素和基准要素的实例。
当被测孔和基准b和基准c均处于最大实体状态时(最大实体状态,是指实际要素在给定长度上处处位于极限尺寸之内,并具有允许的材料量最多的状态,称为最大实体状态.)设计此综合位置检具是模拟被测件的装配极限(实效边界)情况下的一种标准匹配件。
以下分别介绍定位装置、检测装置、夹紧装置、辅助装置尺寸的计算方法。
1.1 检具定位装置设计为了明确地确定一非旋转对称之物体的位置,必须用所有六个可能的运动方向来对其定位,即3-2-1定位法则,如图所示1面(a 面),两销(直销定位销b,菱形销定位销c)限制6个自由度。
两个定位销采用固定式,如图3所示,定位销尺寸计算如下:1.1.1 定位销b的定位部位尺寸dmv=dm-t=(6.09-0.02)-0.05=6.02mmtt=td+t=(0.02+0.02)+0.05=90μm;tp=4μm;fp=12μm;wp=4μm;dbp(b)=dmvdlp(b)=(dbp(b)+fp(b))0-tp=(6.02+0.012)0-0.004 =6.0320-0.004mmdwp(b)=(dbp(b)+fp(b))-(tp+wp)=(6.02+0.012)-(0.004+0.004)=6.024mm1.1.2 定位销c的定位部位尺寸dmv=dm-t=(6.09-0.02)-0.10=5.97mmtt=td+t=(0.02+0.02)+0.10=140μm;tp=5μm;fp=16μm;wp=5μm;dbp(c)=dmvdlp(c)=(dbp(c)+fp(c))0-tp=(5.97+0.016)0-0.005=5.9860-0.005mmdwp(c)=(dbp(c)+fp(c))-(tp+wp)=(5.97+0.016)-(0.005+0.005)=5.976mm(如图3)1.2 测量部位尺寸确定其测量要素的形状,为与被测孔的实效边界相一致的活动销组成,本检具要检测12个孔位,以下列举1个被测孔位尺寸计算。

是一种法兰零件的图纸。
图1法兰盘的位置度要求测量方法对于圆周均布孔的位置度的检测方法有两大类,类是用位置度专用检具,这是一种功能性的检测方法,一种是用三坐标检测仪,它可以检测出各孔位置度的实位置度专用检具位置度专用检具是一种用检测销检测位置度,可以快速判断零件是否合格,它更适用于在线测量,,但也需要在设计中注意以下情况。
图2简易的均布孔位置度专用检具内燃机与配件有孔的位置情况,利用综合法进行调整,并确定修正角度后再确定新的评价基准来评价各个均布孔的位置度,这种综合法的修正使得测量基准具体唯一性,以下是理论方法及计算。
如圆周上均布四个孔A、B、C、D,各孔之间要求为90°均布,如果以A孔与基准孔为第二基准,A孔的角度偏差为0°,各孔与基准的角度偏差为A=0°,B=0.5°,C=-0.1°,D=0.3°中间值为0.175°,所以各以值坐标基准为转-0.175°,此时更新后的各孔与基准的角度误差为A=-0.175°,B=0.325°,C=-0.275°,D=0.125°。
如果以B孔与基准孔为第二基准,各孔与基准的角度误差为A=-0.5°,B=0°,C=-0.6°,D=-0.2°,中间值为-0.325°,以值坐标基准为转0.325°,此时更新后的各孔与基准的角度误差为A=-0.175°,B=0.325°,C=-0.275°,D=0.125°。
所以无论以哪个孔为坐标的第二基准,各孔之间及各孔与中心基准圆之间的位置始终都不会改变,所以通过这种计算很容易找到正确的第二基准,在三坐标检测过程中无需重新再检测,只需要在评价时对第二基准进行修正后就行。
以下是实物检测报告,在直径40的圆周上均布六个孔的位置检测结果如表1所示。

孔位置度综合检具的设计及使用规范作者:于建华史贞绪来源:《中国科技纵横》2013年第05期【摘要】检验夹具是指零件在加工制造过程中在生产线上专用(尺寸)检测工装(简称检具),检具不但具有定量功能同时具有定性功能(非机械加工零件所使用检具同时具备测量支架功能),检具设计时其测量功能,定位原则应满足图纸测量技术要求,从而保证加工制造;测量评定基准的一致性。
综合检具适用于大批量生产的产品如汽车零部件等,用来替代卡规,塞规,CMM(三坐标测量机),游标卡尺等测量工具,操作简单,使用方便,省时省力,精度可靠,检验效率高。
本文设计的检具主要是指测量各个加工孔位置度的计数型(定性功能)综合检具,它是用来检验最大实体要求的被测要素和(或)基准要素,以确定它们的实际轮廓是否超出相应的边界。
【关键词】孔位置度设计组合检具1 孔位置度综合检具的设计检具整体结构如图1所示:此检具是一个组合检具,由定位装置、测量装置、夹紧装置、辅助装置(包括导向装置、传动装置、测量零件的紧固装置)组成。
检具结构确定后,检具设计关键在于确定定位装置、测量装置、夹紧装置、辅助装置尺寸.本例中零件基准孔尺寸和一个加工孔尺寸如图2所示,加工孔只列举1个,其它检测销尺寸计算方法与本检测销检测方法相同:本文位置度公差是最大实体原则同时应用于被测要素和基准要素的实例。
当被测孔和基准B和基准C均处于最大实体状态时(最大实体状态,是指实际要素在给定长度上处处位于极限尺寸之内,并具有允许的材料量最多的状态,称为最大实体状态.)设计此综合位置检具是模拟被测件的装配极限(实效边界)情况下的一种标准匹配件。
以下分别介绍定位装置、检测装置、夹紧装置、辅助装置尺寸的计算方法。
1.1 检具定位装置设计为了明确地确定一非旋转对称之物体的位置,必须用所有六个可能的运动方向来对其定位,即3-2-1定位法则,如图所示1面(A面),两销(直销定位销B,菱形销定位销C)限制6个自由度。

成组要素(孔)位置度综合量规的尺寸计算王杏荪【摘要】根据相关的国家标准,结合作者多年来在工艺装备设计工作中的经验.主要介绍了综合量规在共同检验方式情况下的测量部位和定位部位尺寸的计算.【期刊名称】《机械工程师》【年(卷),期】2016(000)011【总页数】2页(P192-193)【关键词】综合量规;最大实体要求;最大实体实效尺寸;最大实体尺寸【作者】王杏荪【作者单位】中钢集团衡阳重机有限公司,湖南衡阳421002【正文语种】中文【中图分类】TG802综合量规是模拟被测零件在装配极限情况下的功能要求。
它是检验被测零件提取组成要素是否超出图样上给定的相应边界。
它适用检测零件的被测要素和(或)基准要素采用最大实体要求(MMR),它检测的是被测零件的尺寸公差和几何公差两者所形成的综合极限状态。
根据被测零件要素的要求,综合量规一般由定位部位,测量部位和手持部位三部分组成。
对零件检验方式分两种:一种方式为依次检验,另一种为共同检验。
依次检验主要用于工序检验,共同检验主要用于终结检验。
1.1 量规测量部位的公称尺寸量规测量部位的尺寸、形状、方向和位置应与零件被测要素的最大实体实效边界或最大实体边界一致。
当最大实体要求(MMR)应用于零件被测要素时,量规测量部位的公称尺寸应等于零件被测要素的最大实体实效尺寸(MMVS=DMV或dMV),其定位尺寸等于零件被测要素相应的理论正确尺寸。
当零件被测量要素的几何公差(t)标注为0M或E时,就应以最大实体状态边界代替最大实体实效边界。
量规测量部位的公称尺寸应该等于零件被测要素的最大实体尺寸(MMS=DM或dM)。
零件被测外要素:dMV=dM+t。
零件被测内要素:DMV=DM-t。
1.2 量规定位部位的公称尺寸量规的定位部位与被测零件的基准要素相对应。
其公称尺寸应该等于被测零件基准要素的边界尺寸。
当最大实体要求(MMR)应用于被测零件基准要素,而基准要素的导出要素本身又没有标注几何公差(t)要求时,量规定位部位的公称尺寸应该等于零件基准要素的最大实体尺寸(MMS=DM或dM)。
孔位置度综合检具的设计及使用规范孔位置度是工业制造中的重要参数之一,特别是在需要高度精确的数字控制加工、测量和装配过程中,它的质量直接影响到产品的精度和稳定性。
为了保证孔位的精度和稳定性,制造厂家通常使用孔位置度综合检具进行检测。
本文将介绍如何设计和使用孔位置度综合检具,以确保其有效性和准确性。
一、孔位置度综合检具的设计孔位置度综合检具,通常由以下部分组成:1. 基座:承载孔的位置度综合检具。
2. 探针:用于扫描、测量孔的直径和深度。
3. 支架:确保探针在位置度综合检具中运动时的平稳和精确。
4. 精度尺:用于判断孔的位置度是否正确。
在设计孔位置度综合检具时,重要的因素包括:1. 基座的平稳性和刚性。
2. 探针的强度、灵敏度和准确性。
3. 支架的刚性和可调节性。
4. 精度尺的准确度和可读性。
设计孔位置度综合检具时,需要根据具体的工件尺寸、形状和孔位置度的精度要求进行计算和确定。
为了保证检具的理想几何特性,通常需要使用CAD软件进行三维建模和仿真分析。
二、孔位置度综合检具的使用规范为保证孔位置度综合检具的检测精度和稳定性,以下是使用规范。
1. 孔位置度综合检具的标定在使用之前,需要对孔位置度综合检具进行标定,包括校正探针、精度尺、支架和基座的各个位置,并确保与制造工艺中的标准相符合。
2. 检查表面在进行检测前,需要检查待测工件表面是否清洁、平整和光滑,以确保探针扫描时没有阻碍,否则会影响检测精度。
3. 孔位置度检测使用精密探针扫描待测孔的内径和深度,并将测量结果与标准值进行比较。
如果结果偏差在规定范围内,则认为孔位置度合格。
4. 记录结果每次检测完成后,需要记录测量结果、日期和检测人员等信息,以便跟踪和管理。
如果结果不合格,则需要进行调整和修复,以确保工件的质量。
5. 定期检测和维护为保证孔位置度综合检具的检测精度和稳定性,需要定期进行检测和维护。
维护包括定期清洗、涂抹润滑油和替换磨损部件等。
结论孔位置度综合检具是保证工业制造质量的重要工具,它的设计和使用对产品的精度和稳定性起着至关重要的作用。
孔、轴检测与量规设计基础孔、轴(被测要素)的尺寸公差与形位公差的关系采用独立原则时,它们的实际尺寸和形位误差分别使用普通计量器具来测量。
对于采用包容要求○E的孔、轴,它们的实际尺寸和形状误差的综合结果应该使用光滑极限量规检验。
最大实体要求应用于被测要素和基准要素时,它们的实际尺寸和形位误差的综合结果应该使用功能量规检验。
孔、轴实际尺寸使用普通计量器具按两点法进行测量,测量结果能够获得实际尺寸的具体数值。
形位误差使用普通计量器具测量,测量结果也能获得形位误差的具体数值。
量规是一种没有刻度而用以检验孔、轴实际尺寸和形位误差综合结果的专用计量器具,用它检验的结果可以判断实际孔、轴合格与否,但不能获得孔、轴实际尺寸和形位误差的具体数值。
量规的使用极为方便,检验效率高,因而量规在机械产品生产中得到广泛应用。
我国发布了国家标准GB/T 3177—1997《光滑工件尺寸的检验》和GB/T 1957—1981《光滑极限量规》、GB/T 8069—1998《功能量规》,作为贯彻执行《极限与配合》、《形状和位置公差》以及《普通平键与键槽》、《矩形花键》等国家标准的技术保证。
§1 孔、轴实际尺寸的验收一、孔、轴实际尺寸的验收极限按图样要求,孔、轴的真实尺寸必须位于规定的最大与最小极限尺寸范围内才算合格。
考虑到车间实际情况,通常,工件的形状误差取决于加工设备及工艺装备的精度,工件合格与否只按一次测量来判断,对于温度、压陷效应以及计量器具和标准器(如量块)的系统误差均不进行修正。
因此,测量孔、轴实际尺寸时,由于诸多因素的影响而产生了测量误差,测得的实际尺寸通常不是真实尺寸,即测得的实际尺寸=真实尺寸±测量误差,如图7-1所示。
鉴于上述情况,测量孔、轴实际尺寸时,首先应确定判断其合格与否的尺寸界限,即验收极限。
如果根据测得的实际尺寸是否超出极限尺寸来判断其合格性,即以孔、轴的极限尺寸作为孔、轴实际尺寸的验收极限,则有可能把真实尺寸位于公差带上下两端外侧附近的不合格品误判为合格品而接收,这称为误收。