包埋铸造教学操作
- 格式:pdf
- 大小:2.72 MB
- 文档页数:13
包埋操作方法有哪些
包埋操作是组织学技术中的一种,它是将组织切片包裹在蜡中制成固定块,以便进行显微镜下的染色和观察。
包埋的操作方法如下:
1. 取得需要包埋的组织标本,并进行切片。
2. 将组织切片放入去水化油中脱水,通过逐渐替换水分来去除样本中的水分。
3. 将去水化切片下沉于熔蜡中,直到切片完全浸泡在蜡中。
这个步骤通常需要耐心,因为切片必须完全浸泡在蜡中。
4. 利用旋转式包埋机或手动装置,将浸泡在熔蜡中的样本切片转移到有预备好的包埋盒中,保证切片的纵向对位。
5. 将包埋盒中的切片冷却,直到蜡完全凝固。
这个过程需要放在冰箱中进行,通常需要约3至4小时。
6. 将已硬化的包埋块切割成薄切片,并进行染色和显微观察,以便研究细胞和组织结构。
以上就是包埋操作的主要步骤,需要进行细心和耐心的操作。
第1篇一、引言铸件是机械制造中的重要组成部分,其质量直接影响到产品的性能和寿命。
为了确保铸件加工的顺利进行,提高铸件质量,特制定本操作规程。
本规程适用于所有铸件加工过程中的操作人员。
二、铸件加工前的准备工作1. 工具和设备检查:操作前,必须检查所有加工工具和设备是否完好,如砂轮、锯条、磨头等,确保其正常使用。
2. 材料准备:根据铸件图纸要求,准备相应的铸件材料,如砂、铁水、合金等,确保材料质量符合要求。
3. 工艺文件阅读:操作人员应熟悉并掌握铸件加工工艺文件,了解铸件加工过程、工艺参数、技术要求等。
三、铸件加工操作规程1. 砂型制作:按照工艺文件要求,制作砂型,注意砂型的尺寸精度、表面光洁度和稳定性。
2. 熔炼:将铸件材料熔炼至所需温度,注意熔炼过程中的温度控制,防止材料过热或过冷。
3. 浇注:将熔炼好的铸件材料浇注到砂型中,注意浇注速度、浇注温度和浇注位置,确保铸件质量。
4. 冷却:浇注完成后,将铸件进行自然冷却或水冷,注意冷却速度,防止铸件出现裂纹、变形等缺陷。
5. 砂型去除:冷却至室温后,去除砂型,取出铸件,注意操作过程中避免损坏铸件。
6. 表面清理:对铸件表面进行清理,去除浇注过程中的氧化皮、砂粒等杂质,提高铸件表面光洁度。
7. 精加工:根据铸件图纸要求,对铸件进行精加工,如车、铣、磨等,确保铸件尺寸精度和表面光洁度。
8. 检验:对加工完成的铸件进行检验,包括尺寸、形状、表面质量等,确保铸件符合要求。
四、注意事项1. 操作人员应严格遵守操作规程,确保加工过程安全、高效。
2. 严禁在加工过程中吸烟、饮酒,保持加工环境整洁。
3. 操作设备时应注意设备维护,定期检查设备性能,确保设备正常运转。
4. 操作过程中,如发现异常情况,应立即停止操作,报告上级,待问题解决后方可继续操作。
5. 严格把控材料质量,确保铸件加工过程中材料符合要求。
五、总结铸件加工操作规程是确保铸件质量的关键,操作人员应严格遵守规程,不断提高自身技能水平,为我国机械制造业的发展贡献力量。
固定义齿包埋铸造技术操作流程The investment casting process, also known as lost-wax casting, is a widely used technique for producing complex and intricate metal parts. This process involves creating a wax pattern, encasing it in a ceramic shell, and then melting the wax out to create a cavity that can be filled with molten metal. One specific variation of investment casting is the shell mold casting technique, which utilizes a pre-coated sand shell to create the mold. In this article, we will explore the step-by-step process of shell mold casting in detail.The first step in the shell mold casting process is to create a pattern. This pattern is typically made of wax and is an exact replica of the desired metal part. Skilled craftsmen use various tools and techniques to shape the wax pattern to the desired specifications. This step requires precision and attention to detail to ensure that the final product meets the required dimensions and specifications.Once the wax pattern is ready, it is then attached to a wax sprue, which is a wax rod that acts as a channel for the molten metal to flow into the mold. The sprue is carefully positioned to allow for proper filling and solidification of the metal. Additional wax components, such as gates and vents, may also be added to facilitate the flow of metal and the escape of gases during the casting process.After the wax pattern and sprue assembly is complete,it is time to create the ceramic shell mold. The wax pattern is dipped into a ceramic slurry, which coats the pattern with a thin layer of ceramic material. This process is repeated multiple times, allowing each layer to dry before the next one is applied. The repeated dipping and drying process helps to build up a strong and durable shell around the wax pattern.Once the ceramic shell has been built up to the desired thickness, it is then placed in a drying oven. The oven gradually heats up, causing the wax inside the shell to melt and drain out through the sprue and vents. This stepis crucial, as it eliminates the wax pattern and creates a hollow cavity in the shape of the desired part.After the wax has been completely melted out, the ceramic shell is fired in a high-temperature furnace. This firing process helps to strengthen the shell and remove any remaining traces of wax. The shell is then cooled and ready for the final step in the casting process.The final step in shell mold casting is the pouring of the molten metal into the ceramic shell. The shell is preheated to a specific temperature to prevent thermal shock and ensure proper metal flow. The molten metal is poured into the sprue, and gravity pulls it down into the mold cavity. Once the metal has solidified, the shell is broken away, revealing the cast metal part.In conclusion, the shell mold casting process is a complex and intricate technique used to produce high-quality metal parts. It involves creating a wax pattern, building a ceramic shell around it, melting out the wax, and pouring molten metal into the resulting cavity. Thisprocess requires skilled craftsmanship, precision, and attention to detail to achieve the desired results. Shell mold casting offers several advantages, including the ability to produce intricate and complex parts, excellent surface finish, and dimensional accuracy.。

第1篇一、目的为确保铸模操作的安全、高效和质量,特制定本规程。
本规程适用于所有参与铸模操作的人员。
二、适用范围本规程适用于所有涉及铸模制作、安装、调试和维护的工序。
三、操作前的准备1. 安全检查:操作前必须检查工作场所的安全设施,如安全通道、警示标志、消防器材等,确保符合安全要求。
2. 设备检查:检查铸模设备是否正常,包括铸模机、冷却系统、输送系统等,确保设备处于良好状态。
3. 材料准备:根据铸模设计要求,准备相应的原材料,如金属、砂石、树脂等,并确保材料质量符合标准。
4. 工具准备:准备必要的工具,如锤子、扳手、量具等,并检查其完好性。
5. 人员培训:对参与铸模操作的人员进行必要的技能培训和安全教育。
四、操作步骤1. 铸模设计:根据产品图纸和技术要求,设计铸模结构,确保铸模的精度和强度。
2. 材料准备:按照设计要求,准备相应的金属材料,并进行切割、加工等预处理。
3. 铸模组装:- 将金属板或其他材料按照设计图纸组装成铸模框架。
- 检查组装精度,确保铸模框架的平行度和垂直度。
4. 型腔制作:- 在铸模框架内,根据产品形状制作型腔。
- 使用适当的工具和设备,确保型腔的尺寸和形状符合要求。
5. 冷却系统安装:- 安装冷却水道,确保冷却效果。
- 检查冷却水道是否通畅,避免泄漏。
6. 密封处理:- 对铸模进行密封处理,确保铸件在浇注过程中不发生泄漏。
- 检查密封效果,确保密封性良好。
7. 试模:- 进行试模,检查铸模的浇注性能和铸件质量。
- 根据试模结果,调整铸模参数。
五、操作注意事项1. 安全操作:操作过程中必须佩戴必要的安全防护用品,如安全帽、防护眼镜、手套等。
2. 精确操作:操作过程中要严格按照规程进行,确保铸模的精度和质量。
3. 设备维护:定期对铸模设备进行检查和维护,确保设备处于良好状态。
4. 环境控制:保持工作场所的清洁和通风,避免污染和安全隐患。
六、操作后的处理1. 清理铸模:操作结束后,对铸模进行清理,去除残留物。
命运转折,“二流子”也能变成“富一代”!
老家有个堂哥,高中毕业后因为家庭负担就没再上大学,后来就四处打工,但也没挣到什么大钱,这不都快三十的人了,至今还是光棍一条,年前又辞了工作,在老家闲了很久。
遭到了家里很多人的唾弃,用他们的话讲这就是典型的“二流子”(天天闲着,不学无术),后来终于耐不住周围四里八乡的闲言碎语就跑到城里来找我。
家人也拜托我给堂哥找个好工作,但是我一个刚毕业没两年的大学生在这个城市还没什么立足之地,也只能帮着他找一些保安,车间工人之类的工作,不过令人气愤的是堂哥还不领情,每一份工作都干不了俩月就辞了,然后就窝在我那宿舍上网无所事事。
我一月工资也不高也不能天天养着他啊,就琢磨着必须给他找点事做。
后来有天上网的时候恰好点到马爱批发网,就想着要不然批发点东西让表哥去市场卖,他这人没什么大优点,但卖东西绝对有一套,在小时候他家院子里种的桃儿,杏儿什么的吃不完,好几筐子摘下来拿到集上不出半天他就能给卖完。
晚上回去给堂哥一商量,他还挺兴奋的。
第二天我们就在马爱批发网联系到了当地一家服装厂,进了一批女装。
当天晚上我俩去了附近一所大学摆地摊。
本以为我俩长的都土了吧唧的样子,卖衣服恐怕有点不靠谱,没想到在堂哥的三寸不烂之舌之下第一次卖出去了五件。
这次成功给了堂哥很大的动力,开始认真摆地摊卖衣服。
说起来你们可能都不相信,单靠摆地摊堂哥不到两月就赚了接近一万块钱。
现在已经在我们那
一个卖场租了一个摊位,而且听堂哥说有个同行的女孩子对他挺有好感的,俩人都已经开始筹划一起开个网店了!”
“二流子”在不久的将来即将变成“富一代”!。
第7章包埋铸造技术课件第7章包埋铸造技术目录概述包埋铸造铸件的清理铸造常见问题及原因分析学习目标 1说出铸造技术的基本概念及特点 2 能对熔模进行正确包埋 3 学会铸型的烘烤焙烧及熔铸 4 学会对铸件进行清理 5 简述铸造常见的问题及预防措施第1节概述一概念将固体的金属或非金属熔化成具有良好流动性的液体在力的作用下铸满铸型腔形成具有铸型腔形状的制品这一过程称为铸造根据合金的熔点不同分为高熔铸造中熔模铸造低熔铸造根据熔模是否与模型同时包埋铸造分为脱模铸造带模铸造二优点①可以满足任何形式修复体的要求②可以提高尺寸精度及表面光洁度③能提高铸件的理化及机械性能④减少机械加工提高工作效率减轻劳动强度第2节包埋包埋就是用特定的包埋料包裹在蜡型表面并能形成铸模的过程根据铸造合金的熔点不同选择不同的包埋料包埋蜡型固定在成形座上后应即时包埋以防蜡型久置而可能出现的变形一包埋前的准备 1.铸圈的选择铸圈一般用耐高温的不锈钢制成有大中小不同型号 1根据熔模的大小选择 2根据包埋方法选择铸圈铸型根据有无金属铸圈可分为无圈铸型和有圈铸型无论采用哪一种形式包埋熔模要求包埋料达到一定的厚度即熔模应位于铸圈上25距铸圈顶3560mm距铸圈内壁至少35mm 2.衬里铸圈即在铸圈的内壁四周衬垫厚度均匀一致的石棉纸或代用品以缓冲铸圈对包埋材料加热膨胀的限制2清洗熔模常用的方法是用70的酒精或肥皂水对熔模表面反复擦洗最后用清水冲净再用气枪吹干即可进行包埋二包埋熔模 1.包埋料的选择选择与所使用的金属相适应的包埋材料 1 中熔合金铸造包埋材料适用于铸造熔化温度在1000℃以下的中熔合金 2高熔合金铸造包埋材料主要包括磷酸盐硅胶包埋材料适用于铸造成熔化温度在1000℃以上高熔合金 3钛合金包埋材料耐1600℃以上的高温适用于钛合金的铸造 4铸造陶瓷包埋材料用于全瓷铸造的包埋 2 .调和包埋料调和包埋有手工调和及真空机械调和两种方法调和注意事项①保持所有调和器械清洁防止石膏残渣混入以免影响包埋料的凝固时间和性能②要严格按材料的使用说明准确调配水粉比例③调拌时要注意向同一方向搅拌调拌完成后注意排尽气泡 3 .包埋1中熔合金包埋料的包埋有一次包埋法和二次包埋法 2 高熔合金包埋料的包埋①正硅酸乙酯包埋料的包埋②磷酸盐包埋料的包埋③钛合金包埋材料的包埋第3节铸造一烘烤及焙烧熔模包埋凝固后为使包埋材料中的水分蒸发熔模熔失需通过缓慢升温进行低温烘烤经过烘烤后熔模大部分会被熔化外流燃烧和挥发但少部分浸入包埋料中须进行焙烧即继续加热升高温度使熔模去尽1.烘烤和焙烧的目的 1通过缓慢的升温烘烤使包埋料中的水分均匀蒸发 2使熔模材料熔化外流燃烧挥发并彻底去尽 3使铸型获得一定量的热膨胀4使包埋料烧结成一整体提高铸型的抗冲力 5提高铸型温度减少铸型与合金液的温差提高铸造成功率 2 .铸型烘烤与焙烧的方法3.型烘烤与焙烧时应注意的问题①铸型在烤箱中摆放的方式②铸型在烤箱中的位置③减少开启箱门的次数④注意烤箱内温度的恒定④升温不能过快⑤铸型烘烤焙烧达到规定的温度和时间应及时完成铸造⑥如果烘烤箱中没有温度显示可通过观察铸模腔中的颜色来判断温度二熔化合金及铸造熔铸的过程包括熔化合金和将液态合金通过一定方法铸入铸型腔内形成铸件两个方面一熔化合金热源的选择①汽油吹管火焰②煤气吹管火焰③高频感应熔化合金④电弧熔金热源二合金的熔解⒈熔化合金环境的选择①利用各种吹管中高频感应等方式熔化合金可在大气下进行②采用惰性气体保护真空状态保护或真空状态下加惰性气体保护等措施来熔解铸造合金⒉坩埚的选择①氧化铝坩埚②高密度石墨坩埚③金属坩埚④陶瓷坩埚⒊合金使用量对合金的使用量有多种计算法如估算法及比重计算法等总的指导思想是预防合金量投入不足造成铸造失败或投入过多造成浪费⒋合金的熔解及铸造温度一般要求铸入的铸型内的合金液体的温度比原熔解温度上增加50 150℃为宜其目的是为了增加合金的流动性降低粘滞性保证铸造成功目前国内所生产及使用中的铸造系统多为无合金熔解温度显示系统和温度系统实际操作时可通过观察合金的颜色和流动性判定 5 .熔解合金的注意事项①合金的摆放形式应正确②在熔解中熔合金时应在合金的表面加入少量的熔媒③在熔解合金之前应对坩埚进行预热④熔解不同类型的合金时坩埚不能混用⒍关于合金反复使用的问题价格昂贵及来源紧张的合金可将铸件完成后的铸道合金重新熔解使用但在使用之前应严格表面黏附的杂质及氧化物加入量应控制在所有合金的13之内为宜三铸造方法 1 离心铸造 2 真空加压铸造 3 离心力压力铸造 4 离心抽吸加压铸造三常用牙科铸造机牙科铸造机是口腔修复铸造技术中的主要设备目前铸造机的类型很多每一种铸造机的具体操作步骤使用注意事项及维护保养厂家均附有详细的说明书使用前应熟读说明书严格按规定操作现常用铸造机主要有离心铸造机高频离心铸造机牙科铸钛机第4节铸件的清理一铸型的冷却铸件的冷却方式有两种快速降温冷却与室温中自然冷却两种二铸件的清理先用木榔头等工具轻轻敲击铸型使铸件从外包埋料中分离然后反复振荡铸件使内层包埋材料大部分脱落再对铸件进行喷砂或酸碱处理继而对铸件进行切削磨平第5节铸造常见问题及原因分析一铸造成不全 1铸道按插不当 2制作的熔模太薄 3 跑钢 4 烘烤焙烧不当 5合金量投放不足 6合金熔化不全 7铸造压力不足二铸件收缩铸件在液态凝固态和固态冷却过程中会发生体积减少这种现象称为铸造收缩解决体积收缩的方法有无铸圈铸型采用分段铸造或带模造铸灌注膨胀模型利用包埋料的膨胀三黏砂黏砂是指铸件的表面与部分包埋料牢固地结合在一起的现象它仅使铸件表面粗糙度坟加亦严重影响着铸件的精度造成铸造失败黏砂的方式主要有化学性黏砂和热力性黏嫠两类预防措施①熔铸时掌握好温度和时机切勿过熔以防合金氧化②使用耐火度和化学纯度高的包埋料③铸圈内各个铸件之间不要靠得太近以免影响热量的散发四表面粗糙 1.形成表面粗糙的原因①熔模表面光洁度差②包埋前熔模未进行脱脂处理或脱脂处理未达到要求③包埋料的颗粒过粗④内层包埋料的涂挂性差或包埋料凋拌过稀⑤铸型烘烤焙烧时间短温度低⑥黏砂⑦合金过熔⑧研磨铸件时采用的砂石或磨料不当磨具的转速或施加的压力不当 2 .预防措施①制作熔模时使熔模表面具有一定的光洁度②包埋前对熔模进行有效的脱脂处理③选择纯度高颗粒细质优的包埋料且内层包埋料调和稀稠度在适宜④采用硅酸乙酯水解液加细石英粉作为内层包埋时氨熏时间持续1525min ⑤在铸型烘烤焙烧时必须达到要求的温度和时间⑥消除引起黏砂的因素⑦掌握好铸造时机五金属瘤由于包埋料调拌时混入空气或包埋方法不当易在熔模冠内壁的线角料结因后气泡形成圆形的空穴熔铸时液体合金流入空穴中在铸件表面形成小的瘤状物称金属瘤预防措施①仔细对蜡型进行脱脂②调拌包埋料一定要注意排除气泡包埋料最好采用真空搅拌机调拌③包埋时先用小排笔在熔模表面均匀地涂布一层包埋料排队除气泡然后再用倒插法或灌注法完成包埋④在真空状态下包埋或铸圈灌满后立即抽真空去除包埋料中的气体六缩松七砂眼八缩陷九缩孔十冷隔小结本章介绍了包埋及铸造技术包埋时必须根据使用合金的不同正确选用包埋料而使用不同的包埋料有不同的包埋方法有一次包埋法和二次包埋法牙科铸造属于熔模铸造铸型分为有圈铸型和无圈铸型经烘烤焙烧后浇铸入适量熔化合金形成铸件铸造方法有离心铸造真空加压铸造离心力压力铸造离心抽吸加压铸造等铸造常见的问题主要有铸造不全铸件收缩粘砂表面粗糙金属瘤缩孔缩松砂眼等图7-1 铸圈图7-2 石棉纸放置的位置 3.清洗熔模1清洗熔模的目的①去除熔模表面的污物及脂类②提高熔模表面对包埋料的吸附力及润滑性降低熔模表面张力形成一光滑清晰的铸型内壁图7-3 一次包埋倒插法图7-4 汽油罐发生器图7-5 汽油吹管火焰的层次图7-6 水平离心铸造机图7-7 垂直离心铸造机。
学习手册铸造桩核的制作(二)桩核熔模的包埋一、学习重点1、掌握桩核熔模包埋的方法。
2、学会真空搅拌机的使用方法。
二、学习纲要(一)包埋前准备1. 包埋材料的选择中熔合金多采用石膏系包埋料,高熔合金采用磷酸盐系或硅酸盐系包埋料,钛合金则采用特定的二氧化锆耐高温包埋料。
2. 铸圈的选择根据蜡型的大小选择合适的铸圈3. 清洗蜡型清洗蜡型,提高铸件表面的光洁度,避免包埋时产生气泡,导致铸件表面形成小瘤状物。
(二)包埋的方法1. 包埋材料的调拌方法(1)手工调拌(2)真空调拌2. 各种包埋材料的包埋方法(1)中、低熔合金包埋材料包埋方法(2)正硅酸乙酯系包埋材料包埋法.(3)磷酸盐系包埋材料包埋法(4)钛合金包埋材料包埋法三、所需材料和器材蜡型表面张力去除剂、真空搅拌机、振荡器、金属铸圈、石棉纸、磷酸盐包埋材料、天平、量筒。
蜡型表面张力去除剂真空搅拌机四、操作方法和步骤采用磷酸盐系包埋材料,一次包埋法,对桩核蜡型进行包埋。
1、选择合适的铸圈,并在其内壁衬湿的石棉纸。
各种铸圈2、固定熔模于铸圈底座上:固定的熔模位置应避开热中心,各熔模之间应有一定间隙。
固定应牢固,铸道与底座之间的衔接处也应该圆钝无锐角。
熔模距离铸造圈内壁至少应有3-5mm,距离铸造圈顶至少应有8-10mm。
固定熔模熔模与铸圈内壁的距离3、熔模表面喷蜡型表面张力去除剂,并吹干。
将铸圈就位。
4、量取适量的包埋粉和包埋液。
5、加粉入液,先手调15s,然后真空调拌60s。
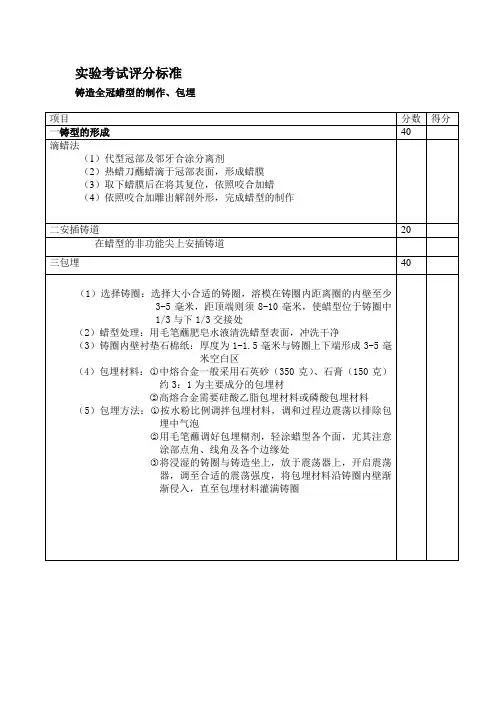
6、包埋:将铸造圈固定在底座上,在震荡条件下,将调和好的包埋材料沿铸圈内侧壁缓缓注入,接近熔模时放慢速度,用探针或滴蜡器沾取少许包埋材料的糊剂滴到熔模的根面上,再缓缓注入糊剂直至注满。
包埋后材料初凝时,将铸圈顶端一层刮去,以利于材料的透气性。
喷蜡型表面张力去除剂包埋蜡型五、操作注意事项1、选择铸圈时应注意使熔模距离铸圈内壁3-5mm,距离顶端8-10mm。
2、包埋材料的调和比例一定要严格按说明准确量取。