30000吨散货船建造方针
- 格式:doc
- 大小:164.50 KB
- 文档页数:21

30000 吨大湖型散货船建造方针目录1.总则 01 2.合同概要 02 3.船舶主要技术参数 03 4.物量估算 04 5.建造法 05 6.建造主要大节点计划 06 7.相关部门的业务与要求 07 8.专项研究 08 附件1、《3万吨大湖型散货船分段划分图》附件2、《30000吨大湖船区域舾装划分图》附件3、《2007年度线表计划》30000吨大湖型散货船建造方针1、总则《30000吨大湖型散货船建造方针》(下称《建造方针》)是工厂组织30000吨大湖型散货船(下称大湖型船)建造的纲领性文件。
该建造方针将贯穿于大湖型船建造的始终,各单位应遵照执行。
2、合同概况2.1 船东:CANADIAN FOREST NA VIGATION CO. LTD.2.2 船型:钢质散货船、单机单桨、载重量30000吨2.3 建造数量:2+4艘(SHG-018/SHG-019/SHG-020/SHG021/SHG022/SHG023)2.4 建造精度标准:按照《中国造船质量标准》(2005-12-20)和《山船重工造船质量标准》。
2.5 船级与应满足的规范:2.51 本船所入船级为德国劳氏船级社(下称GL)。
船舶的建造和配套设备应符合GL规范的要求。
2.52船级符号:100A5, E1, G, BULK CARRIER BC-A, STRENGTHENED FOR HEAVY CARGO, HOLD Nos. 2, 4, 6, MAY BE EMPTY, SOLAS II-2 Reg. 19, ESP, BWM-S, IW, MC, E1, AUT.2.53下述五大方面的设施/设备应具有MED证书救生设施:如救生衣、救生圈、救生艇等。
海上防污染设施:如污水处理装置、油水分离器等。
防火设施:如灭火器、防火风闸等。
导航设施:如雷达、罗经等。
通讯设施:如高频、卫星接收器等。
满足圣·劳伦斯水道的要求。
不必满足IACS 2007年4月1日生效的新规范CSR的要求。

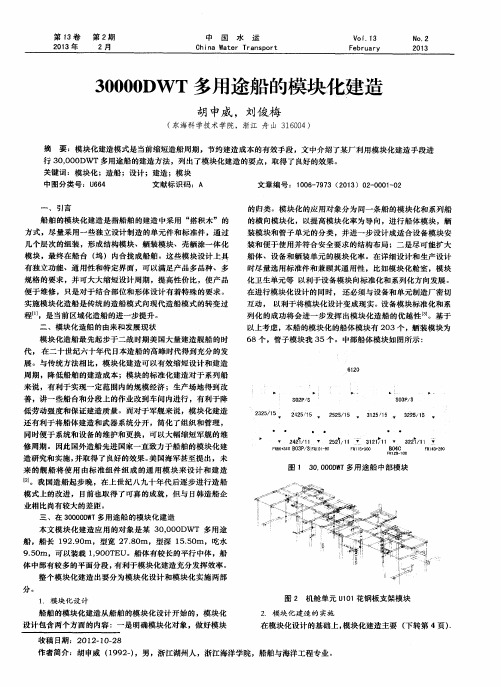
35000T散货船总体设计散货船是一种用于运输散装货物的商船,广泛应用于国内外海运业。
散货船总体设计包括了船体结构、船舶规模、货舱布局、船舶设备和船舶性能等方面。
下面是一份关于一艘35,000吨散货船总体设计的报告,内容超过1200字。
1.引言本报告旨在设计一艘35,000吨的散货船。
散货船是一种用于运输散装货物的商船,具有重载能力强,适应性广等特点。
在设计中,我们将对船体结构、船舶规模、货舱布局、船舶设备和船舶性能进行详细的说明和分析。
2.船体结构本散货船采用单壳体结构,以提高船舶的稳定性和强度。
船壳采用高强度钢材制造,以提高整体结构的强度和耐久性。
船壳结构采用纵向和横向的支撑结构,以应对海上复杂的环境条件。
3.船舶规模本散货船总长为180米,总宽为30米,总吃水为10米。
船舶排水量为35,000吨,载重能力强。
船舶载重能力是根据市场需求和运输效率来确定的。
4.货舱布局该船配备有散货舱和液货舱。
散货舱位于船舶的中部,通过船舶设备完成货物的装卸工作。
散货舱内部可根据货物的种类和尺寸进行灵活的调整,以提高货物的装载效率。
液货舱位于船舶的后部,用于运输液体货物。
液货舱分为多个罐舱,以减少货物的波动和流动对船舶稳定性的影响。
5.船舶设备本散货船采用先进的船舶设备,以确保船舶的安全和运输效率。
主机采用柴油机,具有高功率和低能耗的特点。
船舶配备有起重机和装卸设备,以方便货物的装卸作业。
同时,船舶还配备了航行设备、通讯设备和安全设备,以确保船舶在航行过程中的安全性和稳定性。
6.船舶性能本散货船具有较好的航行性能和经济性能。
船舶具有较高的航速和航行稳定性,适应性广,可以在不同的航线上运输货物。
船舶具有较低的能耗和较强的载重能力,以提高运输效率和经济性。
7.结论本报告详细介绍了一艘35,000吨散货船的总体设计。
该船采用单壳体结构,具有良好的船体结构和稳定性。
船舶规模适中,货舱布局合理。
船舶配备有先进的船舶设备,具有较好的船舶性能。
4.1 健康、安全、环保方针176K 散货轮是公司新开发研制的新型船舶,为防止燃爆、触电、起重、高坠、物损、环境污染等事故发生,保障职工的人身安全和船舶的安全建造。
针对散货轮建造工作内容,根据公司健康、安全、环保体系要求,结合公司安全管理体系,制定船舶建造健康、安全、环保方针。
4.1.1 落实各级安全生产责任制根据公司安全生产区域管理的原则,强化各区域的安全责任落实。
明确区域责任人,作业区作业长是区域的安全生产责任人。
按照公司安全生产责任制要求落实到人。
4.1.2 安全宣传教育工作针对散货轮船舶建造的特点,在员工中开展各种安全教育,特殊工种上岗安全教育,船舶建造各阶段的针对性安全教育(分段制造、分段总组、分段搭载、船舶舾装、船舶调试)。
教育员工在作业中严格遵守各项安全操作规程,消除安全隐患,杜绝违章作业,自觉做到“三不伤害”。
4.1.3 生产现场安全管理针对散货轮船舶建造的特点,在现场的安全措施和现场安全管理要有新的提高。
1)安全措施方面:①提高和扩大船舷产品栏杆在总组时安装率,要求安装率达到90%以上;减少临时栏杆的安装;②各种孔洞和下大舱的舱口处,在放置临时防护圈的同时必须铺设安全网;③对扩大总组分段的登高措施应采取规范的固定设施,做到安全标准化;④对总组的机舱分段产品安全设施安装率要求达到95%以上;⑤逐步减少和取消船体外脚手架的搭设,采用升降式固定架或使用高架车。
⑥舱内脚手架的搭设必须按照规范搭设,脚手架施工部门必须派专人每天检查现场的脚手架,达到6 米以上的脚手架必须铺设安全网,做好巡检记录,不断提高和改进脚手架的搭设,配合生产安全使用;⑦现场使用的各种电源线、气体皮带必须架空铺设;⑧各种接线必须有专业电工负责,舱室照明要符合实际生产需要;⑨做好舱室的通风,及时消除烟尘和各种有害气体,保证作业场所的良好环境;⑩船舶搭载过程中必须在船体外板上接安全接地线。
2)生产现场定置管理:①工具箱、焊机箱、通风设施、电器箱及各种气体汇流排按照生产实际定置摆放;氧气、乙炔汇流排应采取固定架子放置,保持安全距离;②甲板区域必须划出安全通道并有标志牌;机舱、货舱区域各上下梯子要保持畅通,挂有明显的安全通行标志;③机舱、甲板区域划出各种材料的堆放区,各种材料必须堆放在规定区域内;④加强生产现场重点危险源的控制(各种孔洞、涂装舱室、密闭狭小舱室、密性作业舱室等),落实责任,有明显标志,重点监控。

1、概述本船为单甲板、双底层、艉机型、单机、单桨、单舵船。
航行在国内沿海港口。
本船装载货物以煤炭为主,兼运铁矿石谷物等散货。
2、计算依据本计算书是根据“2001钢质海船入级与建造规范”第2分册第3章第一节的有关要求进行计算的。
3、船舶的主要尺度及要素:总长L0a 103.00m型宽B 13.50 m型深D 5.80m设计吃水T 4.0m服务航速v 5kn4、舵的要素计算型式:半平衡半悬挂舵舵数量:1只4.1舵面积:A=A1+A2=25.26m2A1= A11+ A1ƒ==15.482m2A2= A22+ A2 ƒ==9.78m2ą1——系数0.33(正车),0.66(倒车)ą2——系数0.25(正车),0.55(倒车)A1ƒ=5.318 m2A11=10.16 m2A2 ƒ=1.425 m2 A2 2=8.357 m2舵剖面型式NACA对称机翼剖面F=132×1.27×1.1×1.0×25.26×13.52=848.93KN 倒车:F=132×1.27×0.8×1.0×25.26×6.752=154.35KN 4.3舵杆扭矩T=F ·R NM式中:F —舵力正车 F=848.93KN 倒车 F=154.35KNR —臂矩 m R=c 1(α1-β1)AA 1+ c 2(α2-β2)AA 2 (m)式中:A 1=15.482 m 2A 2=9.78 m 2 c 1=78.32432.1614.2=+ c 2=22h A =2158.2815.2+=2.49β1=11A f A =482.15318.5=0.343 β2=22A f A =78.9425.1=0.146正车时:R=3.78×(0.33-0.343)×235.25482.15+2.49×(0.25-0.146)×235.25753.9=-0.03+0.1=0.07 m 又在正车时 R>A101(A 1c 1+ A 2c 2)=26.25101⨯×(15.483×3.78+9.753×2.49)=0.328取R=0.328m倒车时:R=3.78×(0.66-0.343)×235.25482.15+2.49×(0.55-0.146) ×235.25753.9=0.735+0.389=1.124m∴正车时舵杆扭矩:T=F ·R=848.93×0.328=278.45KN.m 倒车时舵杆扭矩:T=F ·R=154.35×1.124=173.1 KN.m考虑船在风浪中及航行中受到的附加扭矩和舵系的摩擦扭矩。
整船建造计划方案一、船型选择与目标。
咱先得确定要造个啥样的船,是那种在江河里慢悠悠晃悠的观光船呢,还是能在大海里乘风破浪的大货轮?或者是超级酷炫的豪华游艇?这就好比你要盖房子,得先想好是盖个温馨小木屋还是高楼大厦。
假设我们这次要造一艘中型的货轮,主要跑沿海运输路线,能拉不少货物,还得比较经济实惠。
二、前期准备。
1. 设计图纸。
这就像船的“身份证照片”,得找专业的船舶设计师来画。
这个设计师得经验丰富,就像找个老中医看病一样靠谱。
和设计师沟通的时候,要把咱的想法一股脑儿地告诉他,比如说货舱要多大、船速得多少、船员住的地方咋安排等等。
设计师根据这些要求,再结合一些船舶建造的规范和安全标准,画出一份完美的图纸。
这个过程就像给未来的船宝宝“画蓝图”,可不能马虎。
2. 材料采购。
船的材料就像盖房子的砖头水泥一样重要。
要到处打听,找那些质量好、价格合理的供应商。
钢材得是那种结实耐用的,就像给船穿上一身坚固的铠甲。
木材呢,要是用来做内饰的话,就得挑那种美观又防潮的。
还有各种小零件,什么螺丝螺母、管道阀门的,都得像挑挑拣拣找对象一样,精心挑选。
而且采购的时候得注意预算,不能看到啥好的就买买买,得像居家过日子一样会算计。
3. 场地和设备。
找个合适的建造场地,这个场地要足够大,就像给船宝宝找个宽敞的产房。
要有各种造船的设备,像起重机、焊接设备啥的。
这些设备得经常检查维护,可不能在造船的时候掉链子,就像汽车得定期保养一样,不然在关键时候罢工了,那可就麻烦大了。
三、建造过程。
1. 龙骨铺设。
这是造船的第一步,就像盖房子打地基一样重要。
龙骨是船的脊梁骨,要是龙骨没铺好,那这船就像个软脚虾,根本站不稳。
工人们得小心翼翼地把龙骨材料按照图纸的要求摆放好,然后用各种方法固定住,就像给它打个牢固的基础,让它能稳稳地支撑起整个船身。
2. 船身组装。
龙骨弄好之后,就开始像搭积木一样组装船身了。
一块一块的钢板、木板啥的,按照设计的形状和尺寸拼接起来。
30000吨大湖型(CSR)散货船建造方针目录1.总则 01 2.合同概要 02 3.船舶主要技术参数 03 4.物量估算 04 5.建造法 05 6.建造主要大节点计划 06 7.相关部门的业务与要求 07 8.专项研究 0830000吨大湖型(CSR)散货船建造方针精心组织完整制造扩大总组缩短周期1、总则:《30000吨大湖型(CSR)散货船建造方针》(下称《建造方针》)是工厂组织30000吨大湖型(CSR)散货船(下称CSR大湖型船)建造的纲领性文件。
该建造方针将贯穿于CSR大湖型船建造的始终,各生产单位应遵照执行。
2、合同概况:2.1 船东:NB2.2 船型:钢质散货船、单机单桨、载重量29800吨。
2.3 建造数量:NB艘。
2.4 建造精度标准:按照《中国造船质量标准》(CB/T4000-2005 2005-12-27)和NB重工造船质量标准。
2.5 船级与应满足的规:2.51 本船所入船级为美国船级(下称ABS),船舶的建造和配套设备应符合ABS规的要求。
2.52船级符号:+A1 ○E, Bulk Carrier, CSR, ICE CLASS 1C, BC-A, Strengthened for heavy cargoes, Hold No.2,4,6 may be empty, ESP,IWS, BWMP(S),+AMS, +ACCU。
2.6 船旗:Hong Kong()。
2.7 交船罚款条件:2.71交船期:2.72主机油耗:2.73航速:2.74载重量:3.1 主尺度:总长约186 米;垂线间长 178.8 米;型宽 23.7 米;型深 14.6 米;设计吃水 10.4 米;载重量 29800 吨;航速 14 节。
3.2 结构型式与分舱:本船为一层连续的干舷甲板,前倾型船首,球鼻首,首楼甲板,五层居住舱室。
居住、驾驶、机舱被安装在后部。
机舱和货舱区为双层底结构。
该船为六个货舱,机舱、艏尖舱和艉尖舱,由九个水密壁分割开。
30000吨大湖型(CSR)散货船建造方针目录1.总则 01 2.合同概要 02 3.船舶主要技术参数 03 4.物量估算 04 5.建造法 05 6.建造主要大节点计划 06 7.相关部门的业务与要求 07 8.专项研究 0830000吨大湖型(CSR)散货船建造方针精心组织完整制造扩大总组缩短周期1、总则:《30000吨大湖型(CSR)散货船建造方针》(下称《建造方针》)是工厂组织30000吨大湖型(CSR)散货船(下称CSR大湖型船)建造的纲领性文件。
该建造方针将贯穿于CSR大湖型船建造的始终,各生产单位应遵照执行。
2、合同概况:2.1 船东:NB2.2 船型:钢质散货船、单机单桨、载重量29800吨。
2.3 建造数量:NB艘。
2.4 建造精度标准:按照《中国造船质量标准》(CB/T4000-2005 2005-12-27)和NB重工造船质量标准。
2.5 船级与应满足的规范:2.51 本船所入船级为美国船级(下称ABS),船舶的建造和配套设备应符合ABS规范的要求。
2.52船级符号:+A1 ○E, Bulk Carrier, CSR, ICE CLASS 1C, BC-A, Strengthened for heavy cargoes, Hold No.2,4,6 may be empty, ESP,IWS, BWMP(S),+AMS, +ACCU。
2.6 船旗:Hong Kong(香港)。
2.7 交船罚款条件:2.71交船期:2.72主机油耗:2.73航速:2.74载重量:3.1 主尺度:总长约186 米;垂线间长 178.8 米;型宽 23.7 米;型深 14.6 米;设计吃水 10.4 米;载重量 29800 吨;航速 14 节。
3.2 结构型式与分舱:本船为一层连续的干舷甲板,前倾型船首,球鼻首,首楼甲板,五层居住舱室。
居住、驾驶、机舱被安装在后部。
机舱和货舱区为双层底结构。
该船为六个货舱,机舱、艏尖舱和艉尖舱,由九个水密壁分割开。
货舱区1、4、6为双壳。
3.3 主要设备:3.31 主机 1台型号:MAN-B&W 6S46MC-C(MARK7) 1 台功率:SMCR 7200KW×118.2 r/min90%SMCR 6480KW×114.1 r/min3.32 发电机 3台参数:680KW 3相 AC450V 60HZ3.33 克令吊 3台(电动液压驱动)参数: 30t * 24.5 米。
4、物量估算:4.1 分段数量:个4.2 总段数量:共组4.3 空船重量:~8500t4.4 钢材重量:~7110t(其中船体6400t,舱盖510t,铁舾装件200t)4.5 管材重量:~220t4.6 电缆长度:~95KM4.7 涂装面积:~150000平米5、建造法5.1 船舶主体区域5.1.1 分段划分方法5.1.1.1 分段划分方式a、货舱区双层底按左右两个分段划分,101、102为三个分段。
货舱区舷侧为部分双壳分段。
b、机舱区为门型和组合立体分段。
c、艏艉为组合立体分段。
5.1.1.2 分段划分图见附件1《30000吨大湖船分段划分图》。
5.1.1.3 钢板订货尺寸:a、12m*2.2m和 10.4m*2.2m为主b、12m*1.8m和10.4m*1.8m为辅订货规格减少保证供货和存储的需要,同时要提高钢材利用率。
具体数量由设计部门和生产部门商议后,由设计部门提出,并将详细的订货规格提交物资部。
5.1.2 船体内场:5.1.2.1 重视板和构件的尺寸精度,为分段提供合格的部件。
下料要尽可能采用数控切割。
数控切割机要经常检查精度,并有检查记录保证其切割误差在质量标准的容许范围内。
5.1.2.2 建立各工序的测量制度及程序,钢加中心应提供合理的测量点位置,各工位合理安排测量点测量。
5.1.2.3 各画线工位,划线工应在认真看图后再进行工作,划线精度应在质量标准的容许范围内,划线负责人必须检查划线质量。
划线后必须有切割检查线、要恢复构件的合拢线的划线,便于分段建造和坞内搭载时基准精度的检查。
拼板切割实料前应确认主尺度及坡口型式。
5.1.2.4 装配工必须备有线锤、直角尺、水平尺、卷尺等必要的测量工具,并具备一定的识图能力。
5.1.2.5 发现有不符合精度要求的构件,不能流入下道工序,不能强行施工,要向上道工序反馈,并联系区域主管和钢加中心以便解决相关问题,区域主管和钢加中心应追溯问题的产生原因,以预防类似问题的重复出现。
5.1.2.6 对曲面结构梁的线型和弯板的加工精度,要认真检查、校对,为下道工序奠定基础。
钢加中心和设计所要提出改进弯板技术的具体要求和措施并广泛应用,例如排板型式及尺寸。
5.1.3 分段建造:5.1.3.1 分段车间建立分段的精度控制程序。
针对不同类型的分段,设计所提供相应的测量表格,制定相应的分段精度控制措施。
5.1.3.2 分段严格按照《船体施工要领》的规定要求施工。
a、分段建造方式见分段划分图。
b、底部分段为常规形式,外底板上胎后应牢固封胎。
所有角焊的施焊尺寸不应超过设计要求的10%。
c、对于不符胎的外板不应改动胎架,应修整外板的型线。
外板上胎后应与胎架点焊,如与外板不符应认真查找原因,采用合理的修整方法,不可“跳胎”使结构与外板强行相符。
d、施焊顺序要合理,减少因施焊顺序不合理引起的结构变形、应力集中和返工,施焊顺序由设计所焊接室制定。
e、分段施工必须按照放样间提供的测量点进行安装建造,并且要进行监控,落实责任人,以确保尺寸公差在质量标准容许的范围。
分段完工后,一定要对分段进行测量并记录数据,并报质检部门检查和确认,不符合要求的问题要在胎架阶段消除,以确保分段型线的准确。
5.1.3.3 分段预装除传统的管子、风道(管、筒)、电气焊装件、吊梁、吊点、设备底座外,还应包括部分仪器设备底座、及设备的各种标记、各种继电气、传感器、仪表预埋件等。
5.1.3.4 严格控制分段预装的舾装件及管系的安装精度,为坞内分段搭载周期的不断缩短打下良好基础。
5.1.3.5 要贯彻工序前移和分段完整性要求,凡是可以在分段安装的舾装件和标记,决不可以留到坞内或水下去装,不断提高工厂造船预舾装水平。
5.1.3.6 合理安排管支架和电气铁舾件施工顺序,生产部在组织施工时,尽量先安装管支架后安装电缆支架和马脚等,减少交叉作业。
5.1.3.7 分段完整性应包括密性的完整性和涂装前完整性。
在分段上可以实施的舱室密性(包括角焊缝密性)和管系密性(如加热管)试验,减少坞内、水下的工作量。
5.1.3.8根据各场地承载能力和分段施工的各阶段工期,综合考虑预合拢与涂装的顺序,合理规划分段胎上位置、胎下处理位置、预合拢场地位置及涂装前后的存储位置,以减少分段运输量和形成工装的通用性。
5.1.4 坞内合拢:5.1.4.1 CSR大湖型船在工厂东区1#坞内合拢。
5.1.4.2 基准段为102分段。
5.1.4.3 在CSR大湖型船货舱区实施分段无余量建造,其它区域为有余量建造分段,在搭载前切实。
5.1.4.4 分段搭载前要对准备搭载的分段进行复测,掌握分段的几何尺寸,确定搭载定位精度计划。
要书面记载分段焊前和焊后的关键尺寸数据,为精度控制管理工作,提供可靠的基础数据。
5.1.4.5 搭载后分段的焊前、焊后、下水前的几何尺寸精度数据放样工段要派专人进行记录。
5.1.4.6 为缩短坞内搭载周期,必须对《分段划分图》指定的部分分段,进行总组后再进行坞内搭载。
5.1.4.7 提高下水完整性一是要求船体尽快完成焊后交验(包括水火校正),二是要求船体首先做到完整性建造,即:复查结构是否完整、焊接清磨是否彻底(包括分段预制阶段的遗留)。
5.1.4.8 搭载顺序见分段划分图。
5.1.5 上层建筑:5.1.5.1 上层建筑分为两组:801、802、811、812和361分段, 821、831、841、851分段总组,总组场地在1#坞西南侧,下水前整体吊装。
5.1.5.2 上层建筑与船体同步开工,设计要提供保证,为上层建筑完整性创造有利条件。
5.1.5.3 上层建筑分段建造和总组由分段车间负责。
设计所在制作托盘表时,应将分段预装和总组分开,划清两个阶段。
5.1.5.4 上层建筑总组在船舶下水前完成整体吊装。
5.1.5.5 上层建筑的内壁板、家具、门窗等,安装后应注意保护和清洁,特别是通道围壁,应采取必要的遮盖保护。
5.1.6焊接:焊接是船舶建造过程中最重要的工作之一,其质量直接关系到船舶的安全性。
焊接工作不但要保证焊接质量(焊透性,外观质量),还要认真控制焊接变形和释放应力,其三是要发挥高效焊的效益和效率,为此,具体规定如下:a.平面拼板:拼板后存放时,如没有有效措施不能重叠太多,以防吊环顶坏上层板列。
b.小组装结构应大力推行CO2气体保护焊接方法。
有条件的工位也应使用CO2气体保护焊接方法(含角焊缝)。
上层建筑围壁,机舱油柜横纵壁不应用铁粉焊条,尽量用CO2保护焊进行焊接,以控制焊接变形。
c.舷侧曲面分段,机舱分段、总组分段横纵口的焊接及型材纵骨的接口要采用TC陶瓷衬垫单面焊双面成型的焊接方法焊接。
d.坞内高效焊范围应尽可能扩大。
e.各工序都应认认真执行焊接工艺,特别是焊接方法不能凭自己的习惯任意选用,必须遵守设计所下发的焊接工艺标准。
填角焊的焊角规格必须按设计的要求,不能凭经验估算焊角高度,而自行其事。
最终的焊角高不得偏差规定焊角高度的+10%。
f. 各工位在结构(含分段)焊接完毕后应进行认真的“背烧”,不能流于形式,即使没有明显的变形也要这样做,以便释放应力。
质检部在检查时若发现结构体没有“背烧”的痕迹,应拒绝验收。
各工位不得以进度为由,而忽视“背烧”工作。
分段在交验前,应消除较大的板面变形,减小油漆损坏率。
g. 焊条的烘干、保温罐的使用及引弧板的使用都应认真对待。
h.在低温/有风的环境下进行焊接施工时,必须按有关工艺规定进行。
i.各部门一定要下大力气提高焊接质量和焊道成型的外观质量。
除船舶主体焊接质量要引起高度重视外,舾装各车间(机、电、甲、管等)对舾装件的安装焊接质量也要采取强有力措施给予保证,提高舾装工程焊道成型的外观质量,做好清磨工作。
5.2.机舱区域:5.2.1主机安排在下水前吊装。
主机工艺口处应保留适当的通道。
机舱工艺口的尺寸应尽量考虑机舱行车吊梁及行车的预装。
5.2.2 物资设备的选择,应选用我厂熟悉和质量价格比高的产品,缩短安装调试周期。
特别是自动化一览表或其它图纸,要注意机、电一致性(如:检测仪表的量程等)。
5.2.3本着加强对中间产品的研究和划分,尽可能使中间产品形成标准化产品原则,设计所在本船应实现部分设备功能模块的建造,为模块化造船打下基础。