焊接专利列表
- 格式:doc
- 大小:990.00 KB
- 文档页数:33
![快速焊接修复大型QT500-7球墨铸铁件缺陷的焊接材料及方法[发明专利]](https://img.taocdn.com/s1/m/b1b6ae4e26284b73f242336c1eb91a37f1113282.png)
(10)申请公布号 CN 102528325 A(43)申请公布日 2012.07.04C N 102528325 A *CN102528325A*(21)申请号 201210006025.3(22)申请日 2012.01.10B23K 35/34(2006.01)B23K 23/00(2006.01)(71)申请人西安理工大学地址710048 陕西省西安市金花南路5号(72)发明人翟秋亚 徐锦锋(74)专利代理机构西安弘理专利事务所 61214代理人李娜(54)发明名称快速焊接修复大型QT500-7球墨铸铁件缺陷的焊接材料及方法(57)摘要本发明公开一种快速焊接修复大型QT500-7球墨铸铁件缺陷的焊接材料,由以下组分的粉末按重量百分比均匀混合组成:Fe 2O 3 30%-35%、Al25%-30%,Na 2CO 3 1.4%-1.6%、Na 2B 4O 74%-6%、CaF 2 4%-6%、CaO 5%-8%、SiO 2 0.5%-1.5%、石墨5.0%-7.0%、75Si-Fe 4.0%-5.0%、75Mn-Fe 1.0-2.0%、Ni 0.5%-2%、Bi 0.1%-0.3%、60Si-Ca1.0%-2.0%、RE-Mg 0.3%-0.8%、Q14生铁7%-10%,总重量为100%。
本发明还公开利用上述的焊接材料快速焊接修复大型QT500-7球墨铸铁件缺陷的方法。
本发明的材料及方法能够实现室温下QT500-7球墨铸铁件快速焊接修复,能有效地降低白口和裂纹倾向,而且焊缝成分、组织和色泽与球墨铸铁件基本一致。
(51)Int.Cl.权利要求书1页 说明书5页 附图1页(19)中华人民共和国国家知识产权局(12)发明专利申请权利要求书 1 页 说明书 5 页 附图 1 页1/1页1.一种快速焊接修复大型QT500-7球墨铸铁件缺陷的焊接材料,其特征在于,由以下组分的粉末按重量百分比均匀混合组成:Fe 2O 3 30%-35%、Al 25%-30%,Na 2CO 3 1.4%-1.6%、Na 2B 4O 7 4%-6%、CaF 2 4%-6%、CaO 5%-8%、SiO 2 0.5%-1.5%、石墨5.0%-7.0%、75Si-Fe4.0%-5.0%、75Mn-Fe 1.0-2.0%、Ni 0.5%-2%、Bi 0.1%-0.3%、60Si-Ca1.0%-2.0%、RE-Mg 0.3%-0.8%、Q14生铁7%-10%,总重量为100%。
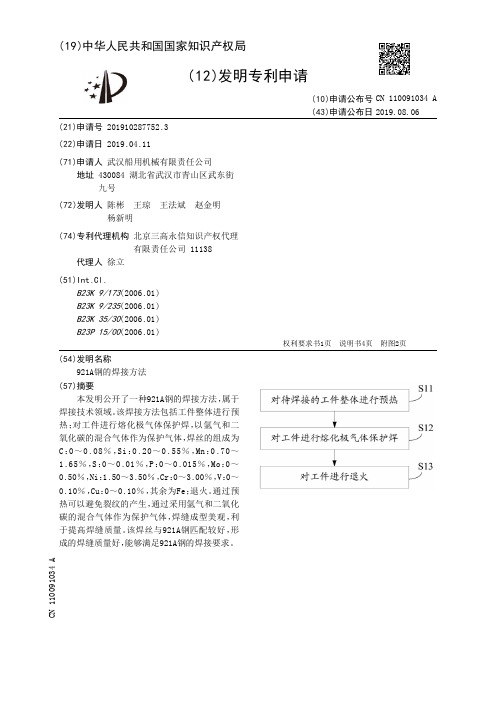
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 201910287752.3(22)申请日 2019.04.11(71)申请人 武汉船用机械有限责任公司地址 430084 湖北省武汉市青山区武东街九号(72)发明人 陈彬 王琼 王法斌 赵金明 杨新明 (74)专利代理机构 北京三高永信知识产权代理有限责任公司 11138代理人 徐立(51)Int.Cl.B23K 9/173(2006.01)B23K 9/235(2006.01)B23K 35/30(2006.01)B23P 15/00(2006.01)(54)发明名称921A钢的焊接方法(57)摘要本发明公开了一种921A钢的焊接方法,属于焊接技术领域。
该焊接方法包括工件整体进行预热;对工件进行熔化极气体保护焊,以氩气和二氧化碳的混合气体作为保护气体,焊丝的组成为C :0~0.08%,Si :0.20~0.55%,Mn :0.70~1.65%,S:0~0.01%,P:0~0.015%,Mo:0~0.50%,Ni:1.50~3.50%,Cr:0~3.00%,V:0~0.10%,Cu:0~0.10%,其余为Fe;退火。
通过预热可以避免裂纹的产生,通过采用氩气和二氧化碳的混合气体作为保护气体,焊缝成型美观,利于提高焊缝质量。
该焊丝与921A钢匹配较好,形成的焊缝质量好,能够满足921A钢的焊接要求。
权利要求书1页 说明书4页 附图2页CN 110091034 A 2019.08.06C N 110091034A1.一种921A钢的焊接方法,其特征在于,所述焊接方法包括:对待焊接的工件整体进行预热;对所述工件进行熔化极气体保护焊,以氩气和二氧化碳的混合气体作为保护气体,焊接所采用的焊丝的化学成分质量百分比组成为:C:0~0.08%,Si:0.20~0.55%,Mn:0.70~1.65%,S:0~0.01%,P:0~0.015%,Mo:0~0.50%,Ni:1.50~3.50%,Cr:0~3.00%,V:0~0.10%,Cu:0~0.10%,其余为Fe;对所述工件进行退火。
![一种钢结构焊接装置[实用新型专利]](https://img.taocdn.com/s1/m/7956741eba0d4a7303763aa7.png)
专利名称:一种钢结构焊接装置专利类型:实用新型专利
发明人:胡语希,张姗
申请号:CN202020938975.X 申请日:20200529
公开号:CN212665335U
公开日:
20210309
专利内容由知识产权出版社提供
摘要:本实用新型属于焊接装置领域,尤其是一种钢结构焊接装置,包括底座,所述底座的顶部固定安装有两个安装箱与竖杆,竖杆位于两个安装箱之间,两个安装箱相互靠近的一侧均为开口设置,所述竖杆的一侧转动安装有丝杆导套,丝杆导套的两端均延伸至竖杆外且均螺纹套接有丝杆,两个丝杆相互远离的一端均固定安装有位于安装箱内的锥形块,任意一个安装箱一侧内壁上均通过转轴转动安装有L型杆,位于同一侧的两侧L型杆均为倾斜设置且两个L型杆的一侧均开设有位于安装箱内的活动孔。
本实用新型结构简单、使用方便,便于对焊接的钢件进行夹持固定,便于焊接。
申请人:江苏普塞斯金属设备有限公司
地址:210000 江苏省南京市溧水区东屏镇工业集中区东岗路6-2号
国籍:CN
更多信息请下载全文后查看。
![焊接机[发明专利]](https://img.taocdn.com/s1/m/a6f0f8985acfa1c7ab00cca3.png)
专利名称:焊接机
专利类型:发明专利
发明人:王永波,王峰,牛春裕,王孔尧,秦建华申请号:CN98104933.8
申请日:19980113
公开号:CN1223187A
公开日:
19990721
专利内容由知识产权出版社提供
摘要:本发明是一种焊接金属(包括有色金属)薄板的焊接机,为克服现有焊接设备焊接金属薄板容易受热变形、焊接质量差的缺点,本发明具有与焊接电源连接的焊接机头1。
它还具有工作台和可以自动将焊接件压在工作台上的压紧装置,焊接机头1安装在跑车3上,跑车3安装在直线导向装置上。
本发明主要用于焊接金属(包括有色金属)薄板,它可以防止焊接件受热变形,焊缝均匀、平整,提高了焊接质量,提高了生产效率。
申请人:王永波
地址:266043 山东省青岛市小白干路507号青岛金狮焊接设备有限公司
国籍:CN
更多信息请下载全文后查看。
![焊接装置以及焊接方法[发明专利]](https://img.taocdn.com/s1/m/05584fa8fe4733687f21aa2a.png)
专利名称:焊接装置以及焊接方法
专利类型:发明专利
发明人:安保宇,森田国敏,冈本政弘,田中春希申请号:CN201780018836.6
申请日:20170227
公开号:CN108778597A
公开日:
20181109
专利内容由知识产权出版社提供
摘要:本发明提供一种焊接装置以及焊接方法,焊接装置(1)具有:焊枪(15),具有用于TIG焊接的电极(17);焊接控制部(10);高频电压施加部(11);电流检测部(12);计测部(13);和判定部(14)。
焊接控制部(10)发送控制信号。
高频电压施加部(11)接收控制信号,在电极(17)与母材(16)之间施加高频电压。
电流检测部(12)检测电极(17)与母材(16)之间的电弧电流。
计测部(13)计测从施加高频电压起到检测出电弧电流为止所花费的延迟时间。
判定部(14)从计测部(13)接收延迟时间的数据,判定延迟时间是否为给定时间以上。
申请人:松下知识产权经营株式会社
地址:日本国大阪府
国籍:JP
代理机构:中科专利商标代理有限责任公司
代理人:齐秀凤
更多信息请下载全文后查看。
(19)中华人民共和国国家知识产权局(12)发明专利申请(10)申请公布号 (43)申请公布日 (21)申请号 201711341202.2(22)申请日 2017.12.14(71)申请人 武汉理工大学地址 430070 湖北省武汉市洪山区珞狮路122号(72)发明人 吴志鹏 何大平 宋荣国 (74)专利代理机构 湖北武汉永嘉专利代理有限公司 42102代理人 刘洋(51)Int.Cl.H01B 13/00(2006.01)H01R 4/04(2006.01)H01R 43/02(2006.01)H01R 43/20(2006.01)(54)发明名称一种石墨烯薄膜的焊接方法(57)摘要本发明公开了一种石墨烯薄膜的焊接方法。
包括以下步骤:将导电胶涂抹在石墨烯薄膜表面,厚度控制在5-100μm;将(1-5)mm ×(1-5)mm的正方形金属薄片附在导电胶上,经30-60℃热压,然后在60-120℃热处理90-180分钟,制得带有金属焊点的石墨烯薄膜;将带有金属焊点的石墨烯薄膜制备成射频微波器件或电路,使用焊接材料进行焊接。
本发明石墨烯薄膜的焊接方法焊点牢固、过程简单、易于实现,且焊点牢固。
按照实际应用,可以准确控制不同面积的金属焊点,此焊点可直接使用焊锡等焊剂焊接,简单方便,且焊接牢固。
权利要求书1页 说明书3页 附图2页CN 108022696 A 2018.05.11C N 108022696A1.一种石墨烯薄膜的焊接方法,其特征在于包括以下步骤:1)将导电胶涂抹在石墨烯薄膜表面,厚度控制在5-100μm;2)将(1-5)mm ×(1-5)mm的正方形金属薄片附在导电胶上,经30-60℃热压,然后在60-120℃热处理90-180分钟,制得带有金属焊点的石墨烯薄膜;3)将带有金属焊点的石墨烯薄膜制备成射频微波器件或电路,使用焊接材料进行焊接。
2.如权利要求1所述石墨烯薄膜的焊接方法,其特征在于还包括在步骤2后测试金属焊点与石墨烯薄膜的导电连通性、稳固性。