盾构滚刀简介
- 格式:doc
- 大小:586.00 KB
- 文档页数:2
盾构滚刀材料及其热处理工艺程巨强(西安工业大学,陕西西安710021)[摘要]介绍国内外盾构滚刀刀圈材料的化学成分、热处理工艺、全相组织及性能特点。
盾构滚刀刀圈材料一般用中、高碳模具钢制造,通过模锻成形,机械加工后进行淬火回火处理。
热处理后刀圈的表面硬度HRC56-60、心部硬度HRC50-56,全相组织为回火马氏体、贝氏体、碳化物及残余奥氏体组成,并介绍了提高刀圈材料使用性能的主要途径。
[关键词]盾构刀圈材料;热处理;组织;性能[中图分类号]TU621 [文献标志码]B [文章编号]1001-554X(2015)02-0096-05Disc cutter ring materials and the heat treatment process of shield machineCHENG JU-qiang盾构刀盘的刀具一般分为切削刀和滚刀两类,开挖较硬岩层时,采用盘形滚刀,破碎较软岩石或软土地层时,采用齿刀、切刀或刮刀。
刀具材料主要由刀体、硬质合金及刀具的堆焊材料等组成。
盾构工作时用于刀具的费用较高,以德国维尔特公司TB880E为例[1],刀盘直径为8.8m,刀盘上工布置71把外径为432mm盘形滚刀,其中6把中心滚刀、62把正滚刀和3把边滚刀,用于刀具费用约占掘进施工费用的三分之一[2]。
为了提高滚刀的耐磨性,降低生产成本,的刀圈材料应具有较高的强度、硬度和韧性。
本文介绍盾构滚刀刀圈材料及其热处理工艺特点,为选择刀圈材料和改善刀圈的耐磨性提供参考。
1 盾构滚刀的组成及其失效形式图1为盾构滚刀的组成示意图,盘型滚刀一般由刀圈、刀体、挡圈、端盖、轴及轴承等组成,刀圈可拆卸,磨损后可进行更换。
刀体外装刀圈和挡圈,内装轴承,两侧装有滑动密封和端盖。
刀圈采用过盈配合,一般加热到100~200℃安装到刀体上[3],挡圈为2个半圆环,卡入刀体槽内再焊接为整环。
盾构在岩层开挖时,安装在刀盘上的滚刀一面自转,一面随刀盘转动,利用刀盘产生的推力破岩,因此滚刀工作时受到岩石剧烈的磨料磨损,消耗量较大,是盾构主要易损部件之一。
盾构刀具简介吕志峰,刘玉海,刘学红山东天工岩土工程设备有限公司,山东聊城252000)摘 要:盾构刀具是盾构机切削岩土的工 具。
本文介绍了盾构机用刀具的分类,扼要叙述了盾构机 的切削 刀具和滚压刀具的功能、形状、用材及制造工 艺,对盾构机用刀具的使用者与管理者有借鉴作用。
关键词:盾构刀具;切削刀分类;滚刀结构;刀具焊接 中图 分类号:TD421.2+5 文献标志码:BIn troductio nto Shield Machi neCutterLU Zhi-feng, LIU Yu-hai, LIU Xue-hong(Shandong Techgongeotechnica Engineering Equipment Co., Ltd, Liaocheng 252000 Shandong ProvincChina)Abstract: The shield machine cutter is a type of tool employed by a shield machine to cut n&cSoil. The paper describes the category of shieldmachinecutters and focuses on the function, shape, material, and manufacturing process of cutters and rolling cutters used on the shieldachine. It can function as a referencfor the usersand keepers of shield machinecutters.Key words: shield machine cutterthe category of shield machine cutters; the structure of rollingutters;the cutter welding经历了从依赖进口到平分国内市场 ,到部分产品 出口的过程。
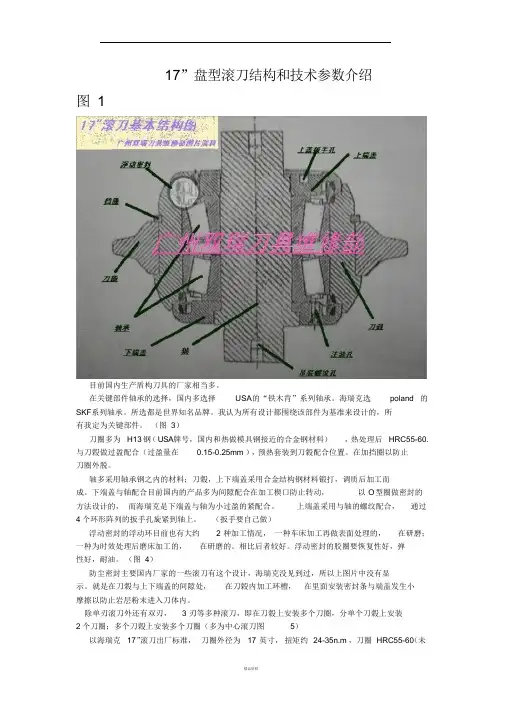
17”盘型滚刀结构和技术参数介绍图 1目前国内生产盾构刀具的厂家相当多。
在关键部件轴承的选择,国内多选择USA的“铁木肯”系列轴承。
海瑞克选poland 的SKF系列轴承。
所选都是世界知名品牌。
我认为所有设计都围绕该部件为基准来设计的,所有我定为关键部件。
(图3)刀圈多为H13 钢(USA牌号,国内和热做模具钢接近的合金钢材料),热处理后HRC55-60. 与刀榖做过盈配合(过盈量在0.15-0.25mm ),预热套装到刀榖配合位置。
在加挡圈以防止刀圈外脱。
轴多采用轴承钢之内的材料;刀榖,上下端盖采用合金结构钢材料锻打,调质后加工而成。
下端盖与轴配合目前国内的产品多为间隙配合在加工楔口防止转动,以O型圈做密封的方法设计的,而海瑞克是下端盖与轴为小过盈的紧配合。
上端盖采用与轴的螺纹配合,通过4 个环形阵列的扳手孔旋紧到轴上。
(扳手要自己做)浮动密封的浮动环目前也有大约 2 种加工情况,一种车床加工再做表面处理的,在研磨;一种为时效处理后磨床加工的,在研磨的。
相比后者较好。
浮动密封的胶圈要恢复性好,弹性好,耐油。
(图4)防尘密封主要国内厂家的一些滚刀有这个设计,海瑞克没见到过,所以上图片中没有显示。
就是在刀榖与上下端盖的间隙处,在刀榖内加工环槽,在里面安装密封条与端盖发生小摩擦以防止岩层粉末进入刀体内。
除单刃滚刀外还有双刃, 3 刃等多种滚刀,即在刀榖上安装多个刀圈,分单个刀榖上安装2 个刀圈;多个刀榖上安装多个刀圈(多为中心滚刀图5)以海瑞克17”滚刀出厂标准,刀圈外径为17 英寸,扭矩约24-35n.m ,刀圈HRC55-60(未做准确测量,凭经验和粗测设备估计和参照国内出厂数据)图 3图Welcome To Download !!!欢迎您的下载,资料仅供参考!。
浅谈盾构刀具使用及维修管理1.盾构刀具的结构及材质盾构刀具主要由钢制刀头和金属密封组成。
钢制刀头是盾构刀具的主体部分,是盾构刀具直接与土层接触的部位,起着切削、破碎、搅拌等作用;金属密封是盾构刀具与盾构机切割室之间的隔离装置,起到分离泥浆和刀头的作用。
在刀头钢的材质选择方面,由于盾构机作业环境的复杂性,刀头钢的材料不仅要求有很高的硬度和韧性,同时要具有良好的耐磨性和耐腐蚀性能。
常见的盾构刀头钢材有Cr12MoV、6CrW2Si、T15等。
在盾构施工作业中,刀具的使用管理直接影响到施工质量和效率。
因此,盾构刀具的使用管理应根据不同项目的具体情况制定相应的使用规范和管理细则,包括选择合适的刀具、使用规范、保养维护等方面。
2.1 刀具选择在刀具的选择上,应根据具体的施工环境以及施工所需的切削和破碎要求,选择适合的刀具规格和型号。
同时,需要注意不同类型和规格的刀具在切削效率、耐磨性、寿命等方面的差异。
2.2 使用规范在盾构刀具的使用过程中,需要注意以下几个方面的规范:(1)合理控制推量和转速:适当控制推量和转速可以有效降低切削力,减少切削部件的磨损,延长刀具的使用寿命。
(2)正确选择推力控制和转速控制方式:盾构刀具的推力控制和转速控制方式直接影响到施工效率和质量,应根据具体的施工情况和土层状况进行合理选择。
(3)定期检查刀具:使用刀具一定时期后,应定期检查刀具的磨损情况和变形情况,及时更换修复。
(4)定期清洗刀具:在刀具使用过程中,会不可避免地存在泥浆等固体颗粒的附着,会影响刀具的使用寿命和效率。
2.3 保养维护在盾构刀具的使用过程中,保养维护措施也是关键的环节。
一方面,保养维护可以减缓刀具的磨损和变形速度;另一方面,保养维护还可以有效降低修复成本和使用成本。
常见的保养维护措施包括:保持刀头清洁、涂抹保护液、定期检查刀头的变形度,以及采用合适的修复方式等。
随着盾构刀具的使用次数和使用周期的增加,刀具的磨损和损坏情况也会逐渐显现。

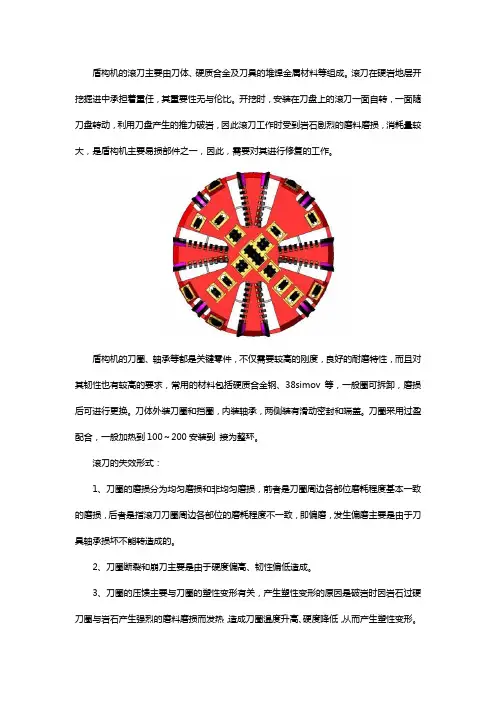
盾构机的滚刀主要由刀体、硬质合金及刀具的堆焊金属材料等组成。
滚刀在硬岩地层开挖掘进中承担着重任,其重要性无与伦比。
开挖时,安装在刀盘上的滚刀一面自转,一面随刀盘转动,利用刀盘产生的推力破岩,因此滚刀工作时受到岩石剧烈的磨料磨损,消耗量较大,是盾构机主要易损部件之一,因此,需要对其进行修复的工作。
盾构机的刀圈、轴承等都是关键零件,不仅需要较高的刚度,良好的耐磨特性,而且对其韧性也有较高的要求,常用的材料包括硬质合金钢、38simov等,一般圈可拆卸,磨损后可进行更换。
刀体外装刀圈和挡圈,内装轴承,两侧装有滑动密封和端盖。
刀圈采用过盈配合,一般加热到100~200安装到接为整环。
滚刀的失效形式:1、刀圈的磨损分为均匀磨损和非均匀磨损,前者是刀圈周边各部位磨耗程度基本一致的磨损,后者是指滚刀刀圈周边各部位的磨耗程度不一致,即偏磨,发生偏磨主要是由于刀具轴承损坏不能转造成的。
2、刀圈断裂和崩刀主要是由于硬度偏高、韧性偏低造成。
3、刀圈的压馈主要与刀圈的塑性变形有关,产生塑性变形的原因是破岩时因岩石过硬刀圈与岩石产生强烈的磨料磨损而发热,造成刀圈温度升高、硬度降低,从而产生塑性变形。
如对盾构机滚刀修复比较感兴趣,可咨询专业的修复公司:南京中科煜宸激光技术有限公司或者是登陆公司官网进行详细的了解。
南京中科煜宸激光技术有限公司是一家专业从事激光增材制造装备(3D打印、激光修复)、智能激光焊接装备、自动化生产线、核心器件(工艺软件、送粉器、加工头)和金属粉末材料的研发与制造。
中科煜宸是高新技术企业、中国增材制造产业联盟副理事长单位、全国增材制造标委会标准起草参与单位、国家发改委激光再制造产业化基地、国家工信部激光增材制造产业化基地、国家科技部同步送粉增材制造重大专项承担单位,也是江苏省科技厅金属三维打印工程技术中心、南京市金属三维打印技术中心,江苏省经信委激光智能制造协同创新中心。
盾构机滚刀北京固本科技有限公司胡建平盾构机滚刀布置和盾构机滚刀说形状在盾构机设计中是非常重要的内容。
刀具布置方式及刀具形状是否适合应用工程的地质条件,直接影响到盾构机的切削效果、出土状况和掘进速度。
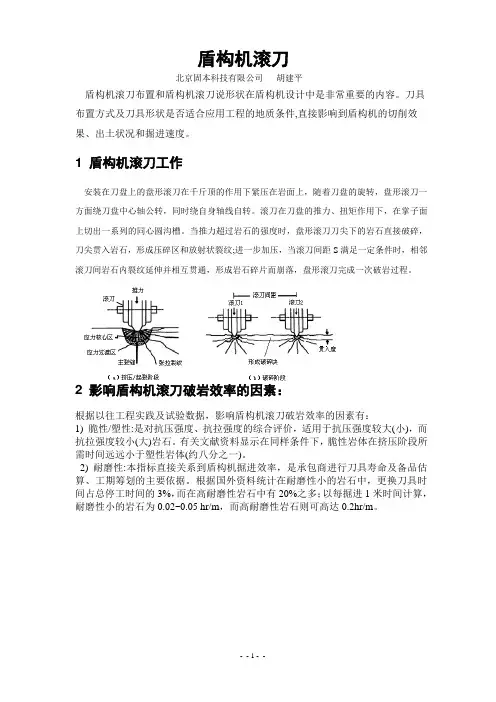
1 盾构机滚刀工作安装在刀盘上的盘形滚刀在千斤顶的作用下紧压在岩面上,随着刀盘的旋转,盘形滚刀一方面绕刀盘中心轴公转,同时绕自身轴线自转。
滚刀在刀盘的推力、扭矩作用下,在掌子面上切出一系列的同心圆沟槽。
当推力超过岩石的强度时,盘形滚刀刀尖下的岩石直接破碎,刀尖贯入岩石,形成压碎区和放射状裂纹;进一步加压,当滚刀间距S满足一定条件时,相邻滚刀间岩石内裂纹延伸并相互贯通,形成岩石碎片而崩落,盘形滚刀完成一次破岩过程。
2 影响盾构机滚刀破岩效率的因素:根据以往工程实践及试验数据,影响盾构机滚刀破岩效率的因素有:1) 脆性/塑性:是对抗压强度、抗拉强度的综合评价,适用于抗压强度较大(小),而抗拉强度较小(大)岩石。
有关文献资料显示在同样条件下,脆性岩体在挤压阶段所需时间远远小于塑性岩体(约八分之一)。
2) 耐磨性:本指标直接关系到盾构机掘进效率,是承包商进行刀具寿命及备品估算、工期筹划的主要依据。
根据国外资料统计在耐磨性小的岩石中,更换刀具时间占总停工时间的3%,而在高耐磨性岩石中有20%之多;以每掘进1米时间计算,耐磨性小的岩石为0.02~0.05 hr/m,而高耐磨性岩石则可高达0.2hr/m。
3.双刃盾构机滚刀刀具的磨损及原因:(1)正常磨损刀具的正常磨损是指刀圈的磨损量超过了规定值,磨损量可用专用的量具进行测量。
2)刀圈偏磨如果滚刀在掘进工作面不转动,由于刀圈和掘进工作面的相对运动就会形成刀圈的偏磨。
由于中心区滚刀线速度较小,承受载荷较大,中心区滚刀容易出现此现象。
3)刀圈挡圈磨损或脱落挡圈是由两个半圆的钢环安装在滚刀轴的卡槽里焊接成一个完整的圆环,其作用是防止刀圈从滚刀轴上脱落,一旦刀圈挡圈脱落或焊接处磨损严重,就应该更换刀具。
盾构刀具类型及刀具磨损分析张正银发布时间:2023-07-02T07:02:30.721Z 来源:《建筑实践》2023年8期作者:张正银[导读] 盾构刀具是盾构机掘进的关键部件,盾构机的推进速度直接受到盾构刀具类型、质量等的影响,进而影响到整个施工进度及工程的效益。
本文通过对盾构刀具的分类,介绍了不同盾构刀具的磨损的原因,通过分析表明刀具的磨损不仅与刀具的质量有关,还与地质条件、掘进参数设置、刀具的配置等等有关。
最后分析了不同刀具的破坏形式,并给出了几点相关减少盾构刀具磨损的建议。
重庆交通大学重庆市 400074摘要:盾构刀具是盾构机掘进的关键部件,盾构机的推进速度直接受到盾构刀具类型、质量等的影响,进而影响到整个施工进度及工程的效益。
本文通过对盾构刀具的分类,介绍了不同盾构刀具的磨损的原因,通过分析表明刀具的磨损不仅与刀具的质量有关,还与地质条件、掘进参数设置、刀具的配置等等有关。
最后分析了不同刀具的破坏形式,并给出了几点相关减少盾构刀具磨损的建议。
关键词:盾构刀具;刀具分类;磨损一、引言伴随着我国经济的快速发展,城市的地表土地资源捉襟见肘,未来城市发展将往城市地下空间转移,而在城市地下空间的开发过程中,会经常遇到各种复杂的地质条件,需要大量相关的技术设备。
近年来盾构技术得到了广泛的采用,但同时也受到了各方面严峻的挑战。
在整个掘进过程中,由于复杂的地质条件会导致刀具出现磨损,刀具的磨损受到多方面因素的影响,包括刀具结构和材料自身、掘进参数设置、地质条件、刀具与地质条件的适应程度等等,其中刀具与地质条件的适应程度是重要的影响因素,不同的刀具应与不同的地质条件相适应才能使加快盾构机的掘进进度,相反如果刀具和前方地质条件不相适应,那么这将会使得盾构机掘进效降低,严重的还会导致刀具磨损,将直接影响到掘进的工作效率、工程的进展及工程的经济效益。
本论文通过介绍了盾构刀具的分类并分析了这些刀具的功能作用和在不同地质条件下的适应性,从目前存在的刀具磨损的问题,给出了几点减少刀具磨损的措施。
盾构滚刀生产装配工艺盾构滚刀是盾构机的重要组成部分,承担着切削岩石、土壤的任务。
盾构滚刀的生产装配工艺是保证盾构机质量和性能的关键环节。
本文将从盾构滚刀的制造工艺、装配工艺和质量控制等方面进行介绍。
一、盾构滚刀的制造工艺盾构滚刀的制造工艺主要包括材料选择、切削齿形设计、精密加工和热处理等环节。
1. 材料选择:盾构滚刀通常采用优质合金钢作为材料,具有高强度、耐磨性好的特点。
材料的选择要根据盾构机所需的工作环境和切削条件进行合理选用。
2. 切削齿形设计:盾构滚刀的切削齿形设计直接影响到盾构机的切削效率和使用寿命。
设计人员需要根据盾构机的工作条件和切削要求,合理确定齿形参数,以确保切削效果最佳。
3. 精密加工:盾构滚刀的加工精度要求较高,通常采用数控机床进行加工。
加工过程中需要严格控制刀具的刀尖圆度、刀尖距离和刀具的几何形状等参数,以保证滚刀的精度和质量。
4. 热处理:盾构滚刀通常需要进行热处理以提高其硬度和耐磨性。
常用的热处理方法包括淬火、回火和表面渗碳等。
热处理工艺的选择要根据滚刀的材料和使用条件进行合理确定,以确保盾构滚刀具有良好的硬度和耐磨性。
二、盾构滚刀的装配工艺盾构滚刀的装配工艺主要包括滚刀组件的安装、调整和固定等环节。
1. 滚刀组件的安装:盾构滚刀通常由刀头、刀座和刀杆等组件组成。
在装配过程中,需要将刀头与刀座进行配合安装,并确保刀头的方向正确。
同时,还需要将刀杆与刀座进行连接,并进行固定,以确保滚刀的整体稳定性和刚度。
2. 调整:装配完成后,需要对滚刀进行调整。
主要包括刀头的调整和刀座的调整两个方面。
刀头的调整主要是调整刀头的位置和方向,以保证切削效果最佳。
刀座的调整主要是调整刀座的角度和位置,以保证滚刀与盾构机的配合良好。
3. 固定:调整完成后,需要将滚刀进行固定。
通常采用螺栓或焊接的方式进行固定。
在固定过程中,需要注意螺栓的紧固力度和焊接的质量,以确保滚刀的牢固性和稳定性。
三、盾构滚刀的质量控制盾构滚刀的质量控制是保证盾构机安全运行和切削效果的重要环节。
盾构刀具简介吕志峰,刘玉海,刘学红山东天工岩土工程设备有限公司,山东聊城252000)摘 要:盾构刀具是盾构机切削岩土的工 具。
本文介绍了盾构机用刀具的分类,扼要叙述了盾构机 的切削 刀具和滚压刀具的功能、形状、用材及制造工 艺,对盾构机用刀具的使用者与管理者有借鉴作用。
关键词:盾构刀具;切削刀分类;滚刀结构;刀具焊接 中图 分类号:TD421.2+5 文献标志码:BIn troductio nto Shield Machi neCutterLU Zhi-feng, LIU Yu-hai, LIU Xue-hong(Shandong Techgongeotechnica Engineering Equipment Co., Ltd, Liaocheng 252000 Shandong ProvincChina)Abstract: The shield machine cutter is a type of tool employed by a shield machine to cut n&cSoil. The paper describes the category of shieldmachinecutters and focuses on the function, shape, material, and manufacturing process of cutters and rolling cutters used on the shieldachine. It can function as a referencfor the usersand keepers of shield machinecutters.Key words: shield machine cutterthe category of shield machine cutters; the structure of rollingutters;the cutter welding经历了从依赖进口到平分国内市场 ,到部分产品 出口的过程。
17”盘型滚刀结构和技术参数介绍
图1
目前国内生产盾构刀具的厂家相当多。
在关键部件轴承的选择,国内多选择USA的“铁木肯”系列轴承。
海瑞克选poland的SKF系列轴承。
所选都是世界知名品牌。
我认为所有设计都围绕该部件为基准来设计的,所有我定为关键部件。
(图3)
刀圈多为H13钢(USA牌号,国内和热做模具钢接近的合金钢材料),热处理后HRC55-60.与刀榖做过盈配合(过盈量在0.15-0.25mm),预热套装到刀榖配合位置。
在加挡圈以防止刀圈外脱。
轴多采用轴承钢之内的材料;刀榖,上下端盖采用合金结构钢材料锻打,调质后加工而成。
下端盖与轴配合目前国内的产品多为间隙配合在加工楔口防止转动,以O型圈做密封的方法设计的,而海瑞克是下端盖与轴为小过盈的紧配合。
上端盖采用与轴的螺纹配合,通过4个环形阵列的扳手孔旋紧到轴上。
(扳手要自己做)
浮动密封的浮动环目前也有大约2种加工情况,一种车床加工再做表面处理的,在研磨;一种为时效处理后磨床加工的,在研磨的。
相比后者较好。
浮动密封的胶圈要恢复性好,弹性好,耐油。
(图4)
防尘密封主要国内厂家的一些滚刀有这个设计,海瑞克没见到过,所以上图片中没有显示。
就是在刀榖与上下端盖的间隙处,在刀榖内加工环槽,在里面安装密封条与端盖发生小摩擦以防止岩层粉末进入刀体内。
除单刃滚刀外还有双刃,3刃等多种滚刀,即在刀榖上安装多个刀圈,分单个刀榖上安装2个刀圈;多个刀榖上安装多个刀圈(多为中心滚刀图5)
以海瑞克17”滚刀出厂标准,刀圈外径为17英寸,扭矩约24-35n.m,刀圈HRC55-60(未
做准确测量,凭经验和粗测设备估计和参照国内出厂数据)图3
图。