FANUC第四轴调试
- 格式:doc
- 大小:202.50 KB
- 文档页数:4

FANUC第四轴参数调试FANUC第四轴参数调试是指根据具体需求进行参数设置和优化,以确保机器人第四轴的运动性能和精度满足用户的要求。
该过程需要综合考虑机械结构、电机特性、传动装置等因素,通过合理的参数调试,可以使第四轴的运动更加准确、稳定和高效。
首先,在FANUC机器人控制器的操作界面上,选择进入参数编程菜单,并找到与第四轴相关的参数。
通常,这些参数包括最大速度、加速度、减速度、误差补偿、回零速度等等。
根据机器人的具体型号和工作环境,可以根据需要对这些参数进行调整。
在调试第四轴参数时,一般需要先对最大速度进行设置。
最大速度直接影响到机器人第四轴的运动速度,如果设置得过低,会导致机器人运动速度过慢;而设置得过高,则可能超出机器人的运动能力,引起不稳定或者机械故障。
正确设置最大速度需要根据具体应用需求和机器人自身条件来判断。
接下来,需要调节加速度和减速度参数。
加速度和减速度直接影响到机器人第四轴的加速和减速过程。
设置得过低,会导致机器人加减速慢,影响工作效率;设置得过高,会增加机器人运动惯性,容易导致超调和振动。
因此,需要根据具体要求和机器人条件来适当调整这两个参数,以达到加减速平稳、效率高的要求。
误差补偿是指根据机器人运动时产生的误差进行补偿,使机器人运动更准确。
第四轴的误差补偿参数有多个,包括零位误差、回零误差、周期误差等。
通过测试和调试,可以获得这些误差的数据,并将其输入到参数中进行补偿,以提高机器人的定位精度和重复定位精度。
最后,回零速度也是需要调试的一个参数。
回零速度指的是机器人第四轴回到初始位置时的速度。
设置得过高,可能会导致机械冲击和超调,设置得过低,则可能会增加回零时间。
根据机器人的具体情况和需求,需合理调整回零速度,以达到准确回零和高效运动的目标。
综上所述,FANUC第四轴参数调试是一个综合考虑机械结构、电机特性和传动装置等因素的过程,需要根据具体要求进行参数设置和优化。
通过合理调整最大速度、加速度、减速度、误差补偿和回零速度等参数,可以提高机器人第四轴的运动性能和精度,从而满足用户的需求。
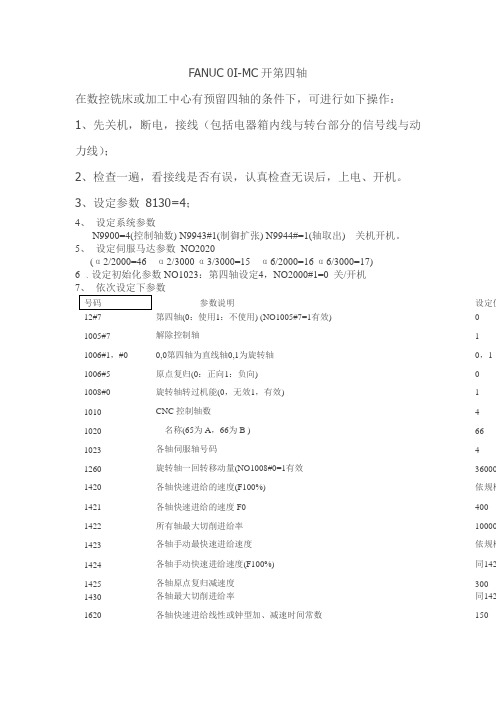
FANUC 0I-MC开第四轴在数控铣床或加工中心有预留四轴的条件下,可进行如下操作:1、先关机,断电,接线(包括电器箱内线与转台部分的信号线与动力线);2、检查一遍,看接线是否有误,认真检查无误后,上电、开机。
3、设定参数8130=4;4、设定系统参数N9900=4(控制轴数) N9943#1(制御扩张) N9944#=1(轴取出) 关机开机。
5、设定伺服马达参数NO2020(α2/2000=46 α2/3000 α3/3000=15 α6/2000=16 α6/3000=17)6、设定初始化参数NO1023:第四轴设定4,NO2000#1=0 关/开机7、依次设定下参数号码参数说明设定值12#7第四轴(0:使用1:不使用) (NO1005#7=1有效)01005#7解除控制轴1 1006#1,#00,0第四轴为直线轴0,1为旋转轴0,1 1006#5原点复归(0:正向1:负向)0 1008#0旋转轴转过机能(0,无效1,有效)1 1010CNC控制轴数4 1020名称(65为A,66为B ) 66 1023各轴伺服轴号码4 1260旋转轴一回转移动量(NO1008#0=1有效36000 1420各轴快速进给的速度(F100%)依规格1421各轴快速进给的速度F0400 1422所有轴最大切削进给率10000 1423各轴手动最快速进给速度依规格1424各轴手动快速进给速度(F100%)同1421425各轴原点复归减速度300 1430各轴最大切削进给率同1421620各轴快速进给线性或钟型加、减速时间常数1501621各轴快速进给钟型加、减速时间常数501622各轴切削慢速进给加,减速时间常数60 1624各轴手动慢速进给加,减速时间常数601820各轴CMR指令倍率2 1821各轴参考计数器容量依规格1825各轴位置回路增益3000号码参数说明设定值1826各轴定位宽度201827各轴切削进给定位宽度(NO1801#4=1时有效)201828各轴移动中位置偏差极限值依规格1829各轴停止中位置偏差极限值5001850各轴栅格飘移量依规格1851各轴慢速进给(G01)背隙量依规格1852各轴快速进给(G00)背隙量NO1800#4=1时有效依规格2001AMR00000002021各轴负载惯量比2562022各轴马达旋转方向(CW-111,CCW111)-1112023各轴速度回授脉波数81922024各轴位置回授脉波数125002084各轴混合齿数比之分子(N)依规格2085各轴混合齿数比之分母(M)依规格需要修改的K参数:K6.0=0第四轴动作时电磁阀为0:松开1:夹紧)K8.2=0第四轴夹紧时是否伺服OFF。
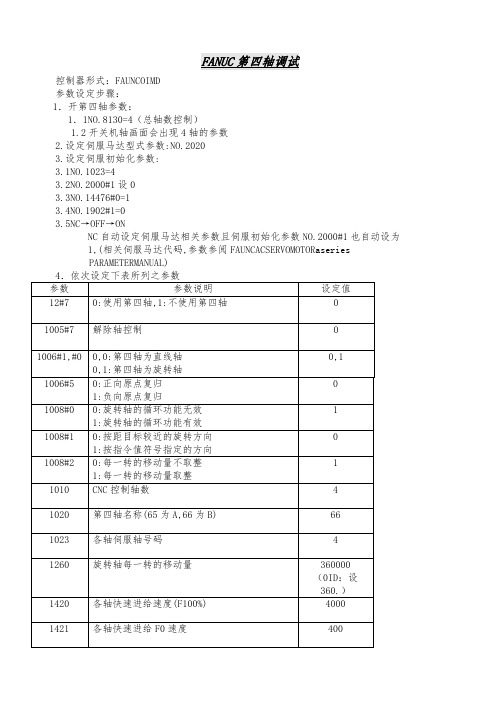
FANUC第四轴调试控制器形式:FAUNCOIMD参数设定步骤:1.开第四轴参数:1.1NO.8130=4(总轴数控制)1.2开关机轴画面会出现4轴的参数2.设定伺服马达型式参数:NO.20203.设定伺服初始化参数:3.1NO.1023=43.2NO.2000#1设03.3NO.14476#0=13.4NO.1902#1=03.5NC→OFF→ONNC自动设定伺服马达相关参数且伺服初始化参数NO.2000#1也自动设为1,(相关伺服马达代码,参数参阅FAUNCACSERVOMOTOR aseriesPARAMETERMANUAL)4.依次设定下表所列之参数参数参数说明设定值12#7 0:使用第四轴,1:不使用第四轴01005#7 解除轴控制00,11006#1,#0 0,0:第四轴为直线轴0,1:第四轴为旋转轴1006#5 0:正向原点复归1:负向原点复归1008#0 0:旋转轴的循环功能无效11:旋转轴的循环功能有效1008#1 0:按距目标较近的旋转方向1:按指令值符号指定的方向11008#2 0:每一转的移动量不取整1:每一转的移动量取整1010 CNC控制轴数 41020 第四轴名称(65为A,66为B) 661023 各轴伺服轴号码 41260 旋转轴每一转的移动量360000(0ID:设360.)1420 各轴快速进给速度(F100%) 40001421 各轴快速进给F0速度4001422 所有轴最大切削100001423 各轴手动慢速进给率3601424 各轴手动快速进给率同参数14201425 各轴原点复归减速度3001430 各轴最大切削进给率20001501620 各轴快速进给线性或钟型加/减数时间常数(T1)1621 各轴快速进给钟型加/减数时间常数(T2) 501622 各轴切削慢速进给加/减数时间常数601624 各轴手动慢速进给加/减数时间常数601816 参数计数器容量及检出倍率设定值100011820 各轴CMR指令倍率 21821 各轴的参考计数器容量依齿数比不同而设1825 各轴位置回路增益30001826 各轴定位宽度201827 各轴切削进给定位宽度201828 各轴移动中位置偏差量极限值30001829 各轴停止中位置偏差量极限值5002021 各轴负载惯量比2562022 -1112023 各轴速度回授脉冲数81922024 各轴位置回授脉冲数125002084 各轴混合齿数比分子(N) 参考第四轴供应商资料2085 各轴混合齿数比分子(M) 参考第四轴供应商资料以上参数设好后再设第四轴供应商提供的参数,1850.1851可以不设,2020按照实际马达规格而设,另外尽量按照第四轴供应商提供的参数设.注!1.1821设的不对可能造成关机后每次回原点都不准,具体设置如下:1821=360*四轴减速比(四轴铭牌上有刻印)*1000P1902#0:0FSSB自动设定1FSSB手动设定P1902#1:1FSSB自动设定完成P14476#0:0为0IMD专用1为0IMC兼容3004#5:0:过行程检测有效1:过行程检测无效(通常设为0为了机床的安全考虑)。
控制器形式:FAUNC OIMD
参数设定步骤:
1.开第四轴参数:
1.1 =4 (总轴数控制)
开关机轴画面会出现4轴的参数
2.设定伺服马达型式参数:
3.设定伺服初始化参数:
=4
#1设0
#0=1
#1=0
NC→OFF→ON
NC自动设定伺服马达相关参数且伺服初始化参数#1也自动设为
1,( 相关伺服马达代码,参数参阅FAUNC AC SERVO MOTOR a series
PARAMETER MANUAL)
4.依次设定下表所列之参数
以上参数设好后再设第四轴供应商提供的参数,可以不设,2020按照实际马达规格而设,另外尽量按照第四轴供应商提供的参数设.
注!设的不对可能造成关机后每次回原点都不准,具体设置如下: 1821=360*四轴减速比(四轴铭牌上有刻印)*1000
P1902#0:0 FSSB自动设定
1 FSSB 手动设定
P1902#1:1 FSSB自动设定完成
P14476#0:0为0IMD专用
1为0IMC兼容
3004#5: 0:过行程检测有效
1:过行程检测无效(通常设为0为了机床的安全考虑)。

FANUC主轴定向的调试步骤这么详细的教程不多了调试FANUC机器人的主轴定向时,以下是一些详细的步骤,以确保定向的成功。
1.确认机器人的主轴定向类型:在FANUC机器人上,主轴定向分为两种类型:直接定向和基准定向。
直接定向是根据主轴本身的编码器进行定向,基准定向是通过测量主轴和机器人轴的关系来进行校准。
需要根据机器人的配置确定使用哪种类型的定向。
2.准备定向工具:根据机器人配置和定向类型,准备相应的定向工具。
如使用直接定向,则需要使用主轴编码器读数仪和相应的传感器;如使用基准定向,则需要使用测距仪和角度传感器。
3.连接定向工具:将定向工具连接到主轴和机器人轴上。
确保连接安全可靠,并确保传感器能够准确读取相关数据。
4.定向参数的设置:根据机器人的配置和定向类型,进入机器人控制系统的参数设置菜单,设置定向相关参数。
这些参数包括主轴和机器人轴之间的关系、主轴编码器的分辨率等。
5.执行定向程序:根据机器人控制系统的操作界面,执行主轴定向程序。
根据具体的指导操作,逐步进行定向。
这些步骤可能包括启动主轴、采集数据、分析数据等。
6.定向结果的评估:根据定向程序的结果,评估定向的质量。
检查定向误差是否在可接受范围内,如何校准误差的大小等。
7.重新校准:根据定向结果的评估,判断是否需要重新校准。
如果定向误差在可接受范围内,则可以继续下一步操作。
如果定向误差较大,则需要重新调整定向参数,并重新执行定向程序。
8.定向结果的记录:记录定向结果,包括定向参数、定向误差等。
这样可以方便以后的参考和调整。
总结:以上是FANUC机器人主轴定向的详细步骤,根据机器人的配置和定向类型,可能会有一些差异。
通过仔细遵循上述步骤,并根据实际的情况进行适当的调整,可以确保主轴定向的成功。

伺服调试软件(SERVO GUIDE)调试步骤一.设定:1.打开伺服调整软件后,出现以下菜单画面:图1:主菜单2.点击图1的“通信设定”,出现以下菜单。
NC的IP地址检查如下:图3:CNC的IP地址设定电脑的IP地址检查:图4:PC的IP地址设定如果以上设定正确,在测试后还没有显示OK,请检查网线连接是否正确。
图5:NC-PC正确连接对于现在的新笔记本电脑,内置网卡可能自动识别网络信号,如果是这样的,则图5中的耦合器和交叉网线不需要,直接连接就可以了。
二.参数画面:1.点击主菜单(图1)上面的“参数”,如下:图6:参数初始画面点击“在线”,如果正确(NC出于MDI方式,POS画面),则出现下述参数画面,注意,图6下方的CNC型号选择,必须和你正在调试的系统一致,否则所显示的参数号可能和实际的有差别。
2.参数初始画面及系统设定图7:参数系统设定画面参数画面打开后进入“系统设定”画面,该画面的内容不能改动,可以检查该系统的高速高精度功能和加减速功能都有哪些,后面的调整可以针对这些功能修改。
3.轴设定图8:轴设定画面检查一下几项:电机代码是否按HRV3初始化(电机代码大于250)。
电机型号与实际安装的电机是否一致。
放大器(安培数)是否与实际的一致。
检查系统的诊断700#1是否为1(HRV3 OK),如果不为1,则重新初始化伺服参数并检查2013#0=1(所有轴)注:图8的右边的“分离型检测器”对于全闭环系统时候需要设定。
4.加减速一般控制设定如下图所示,设定各个轴在一般控制时候的加减速时间常数和快速移动时间常数。
图9:一般控制的时间常数注意:各个轴的时间常数要设定为相同的数值,使用直线型。
而快速时间常数为铃型,(即图9的T1,T2都需要设定,如果只设定了直线部分T1,则在快速移动时候会产生较大的冲击)。
相关参数(表1) :参数号意义标准值调整方法1610 插补后直线型加减速 1走直线1622 插补后时间常数 50-100走直线1620 快速移动时间常数T1 100-500走直线1621 快速移动时间常数T2 50-2005.AICC/AIAPC控制的时间常数:如果系统有AICC功能(可通过图2检查是否具备)则按照AICC的菜单调整,如果没有AICC功能,则可以通过“AI先行控制”菜单项来调整,参数号及画面基本相同,在这里合在一起介绍(蓝色字体表示AIAPC没有),在实际调试过程中需要注意区别。
FANUC第四轴安装调试控制器形式:FAUNC OIMC参数设定步骤:1.开第四轴参数:1.1 NO.8130=4 (总轴数控制)由于新的OIMC控制器隐藏了9000号系统参数,第四轴系统参数已经开启,故只要开8130,18IMB还要开9944.2=0 可能还要开启NO.9943.3=11.2 开关机轴画面会出现B轴2.设定伺服马达型式参数: NO.2020( a4/4000i=273,a8/3000i=277,a12/3000i=293,)3.设定伺服初始化参数:3.1 NO.1023=43.2 NO.2000#1设0注意0i-MD系统下:14476#0 设1 1902#1 设0修改系统里面电机的地址需要将13112#1 修改后读取电机ID3.3 开关机NC自动设定伺服马达相关参数且伺服初始化参数NO.2000#1也自动设为1,( 相关伺服马达代码,参数参阅FAUNC AC SERVO MOTOR a seriesPARAMETER MANUAL)4.依次设定下表所列之参数参数参数说明设定值12#7 0:使用第四轴, 1: 不使用第四轴01005#7 解除轴控制 111005#3 0利用减速挡块进行参考点返回1与减速挡块无关,根据参数1005#7来选择快速定位到参考点或利用减速挡块进行参考点返回1006#1,#0 0,0:第四轴为直线轴0,1 0,1:第四轴为旋转轴0 1006#5 0:正向原点复归1:负向原点复归1 1008#0 0:旋转轴的循环功能无效1:旋转轴的循环功能有效1008#1 0:按距目标较近的旋转方向0 1:按指令值符号指定的方向1 1008#2 0:每一转的移动量不取整1:每一转的移动量取整1010 CNC控制轴数伺服第四轴设4 液压第四轴设3 4 1020 第四轴名称(65为A,66为B) 66 1023 各轴伺服轴号码 4 1260 旋转轴每一转的移动量360000 1420 各轴快速进给速度(F100%) 4000 1421 各轴快速进给F0速度400 1422 所有轴最大切削10000 1423 各轴手动慢速进给率360 1424 各轴手动快速进给率同参数1420 1425 各轴原点复归减速度300 1430 各轴最大切削进给率2000 1620 各轴快速进给线性或钟型加/减数时间常数(T1) 150 1621 各轴快速进给钟型加/减数时间常数(T2) 50 1622 各轴切削慢速进给加/减数时间常数60 1624 各轴手动慢速进给加/减数时间常数60 1816 参数计数器容量及检出倍率设定值100011820 各轴CMR指令倍率 21821 各轴的参考计数器容量依齿数比不同而设参考第四轴供应商资料1825 各轴位置回路增益30001826 各轴定位宽度201827 各轴切削进给定位宽度201828 各轴移动中位置偏差量极限值30001829 各轴停止中位置偏差量极限值5002021 各轴负载惯量比2562022 各轴马达旋转方向(C.W:-111,C.C.W:111)-1112023 各轴速度回授脉冲数81922024 各轴位置回授脉冲数125002084 各轴混合齿数比分子(N) 参考第四轴供应商资料2085 各轴混合齿数比分子(M) 参考第四轴供应商资料1422 VB系列设5000,其余设10000.以上参数设好后再设第四轴供应商提供的参数,1850.1851可以不设,2020按照实际马达规格而设,另外尽量按照第四轴供应商提供的参数设.注!1.1821设的不对可能造成关机后每次回原点都不准,具体设置如下:1821=360*NO.2084(N)/NO.2085(M)*1000此画面中的功能位设为1110003.参数2001-2017设的值与X轴一样4.正常情况下急停拉起来,第四轴七段数码管会显示0,若为横杠,把1005#7设0在试一下5.PLC参数设定(以C103-00为列)5.1 K0.1设1 第四轴必须先回原点才可程式启动5.2 K2.5设0 第四轴分别使用加紧信号和放松信号K2.5设1 第四轴只使用加紧信号5.3 K6.0设0 第四轴电磁阀动作时为松开或夹紧0: 松开,1: 夹紧所有参数设好后,把手轮打到第四轴看X3.3是否为1,X3.1是否为0, 不打到第四轴X3.1是否为1, X3.3是否为0,确认电磁阀动作油管是否冲油, 如果X3.3和X3.1刚好相反,换转接板62,63号线,再确认松开夹紧信号,用手轮摇第四轴,并在伺服调整画面下看(实际电流%)最大不要大于70,如果在100-200之间甚至更大,把K6.0设1, 对换转接板上面的62,63号线,摇手轮,再确认电流值,若还在100以上,要确认机械组装.伺服轴的一些查看参数3115.0=0 各轴当前位置显示各轴的伺服轴号1023设-1 使用主轴作为控制轴3115.0设1各轴的当前位置显示(0进行1不进行)1800.1设1不出现伺服报警1902.1设0如果伺服第四轴超程1320和1321都设为最大值第四轴参数设置说明2024 各轴位置回援派波数12500 2804 各轴混合齿数比之分子2085 各轴混合齿数比之分母》》备注《《1.检查单位=0.001(度/pulse)时候1.1参考计数器容量设定方法是(参数NO。
佳泰数控(泉州)有限公司机床调试作业指导书版本号A/2生效日期2008.1.1页码2/33注意:控制单元和I/O单元的直流24V输入电源以及驱动器的三相200V输入电源。
2.10在检查完所有电源正确的情况下,系统电源才可上电,进行调试前准备工作。
3.电路原器件的介绍3.1低压断路器(QF)是具有过载.短路.欠电压等多种保护功能.3.2熔断器(FU)是一种简单而有效的保护电器,在电路中主要起到短路保护作用.3.3接触器(KM)是一种用来自动接通与断开大电流电路的电器.3.4继电器(KA)是根据某种输入信号的变化,接通或断开控制电路,实现自动控制和保护电力装置的自动电器.4.调试前准备工作4.1将机床RS232传输口与传输用计算机RS232传输口用传输电缆连接,若传输用计算机为台式计算机,则计算机外壳必须接地。
4.2目视检查机床油路连接完好。
4.3各轴支撑安装情况,是否高于导轨面4.4观察各轴伺服电机及主轴电机型号,并纪录相应的电机代码4.5打开机床电源和控制器电源,机床上电,机床显示器正常显示后,开始调试。
5.调试步骤5.1输入相应机床参数及PLC(详见机床参数表),通用CF卡传输,把标准参数和PLC备份到卡上,将20#参数设定为4,表示通过M-CARD 进行数据交换5.1.1 参数传输步骤:按下MDI 面板上[SYSTEM],依次按下软键上[PARAM],[OPRT ],[READ ] ,[EXEC]。
参数被读入内存中,输入完成后,在画面的右下脚出现“INPUT”字样会消失。
关机重新通电。
5.1.2 PLC传输步骤:按下MDI 面板上[SYSTEM],依次按下软键上[PMC],[],[I/O]。
在DEVIECE 一栏选择[M-CARD],FUNCTION 处设置为 [READ],FILE NO.为梯形图的名字,MC系统设置为[#PMC-SB.000],如果是MATE系统设置为[#PMC-RA.000] 注意: 备份梯形图后DEVICE 处设置为[ F-ROM ]把传入的梯形图编制审核批准佳泰数控(泉州)有限公司机床调试作业指导书版本号A/2生效日期2008.1.1页码6/33AI 轮廓控制(G05.1Q1 配合)1772 64 插补前铃型加减速时间常数(时间恒定)(ms)1602#6,#3 1,0 插补后加减速为直线型(使用插补前铃型加减速)1,1 插补后加减速为铃型(使用插补前直线型加减速)1603#7 1 插补前加减速为铃型(0:插补前直线型)7050#5 1 标准设定7050#6 0 标准设定7052#0 0/1 在PMC轴,Cs 轴的情况下,设定1不使用FAD功能:2007#6 FAD(精密加减速)有效2109 16 FAD 时间常数2209#2 1 FAD 直线型有效SERVO GUIDE 调试步骤1.设定打开伺服调整软件后,出现以下菜单画面:.点击上图中的“通讯设定”出现一下菜单编制审核批准。
F A N U C第四轴调试
Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998
控制器形式:FAUNC OIMD
参数设定步骤:
1.开第四轴参数:
1.1 =4 (总轴数控制)
开关机轴画面会出现4轴的参数
2.设定伺服马达型式参数:
3.设定伺服初始化参数:
=4
#1设0
#0=1
#1=0
NC→OFF→ON
NC自动设定伺服马达相关参数且伺服初始化参数#1也自动设为
1,( 相关伺服马达代码,参数参阅FAUNC AC SERVO MOTOR a
series
PARAMETER MANUAL)
4.依次设定下表所列之参数
以上参数设好后再设第四轴供应商提供的参数,可以不设,2020按照实际马达规格而设,另外尽量按照第四轴供应商提供的参数设.
注!设的不对可能造成关机后每次回原点都不准,具体设置如下: 1821=360*四轴减速比(四轴铭牌上有刻印)*1000
注:以下为一些常用之参数
P1902#0:0 FSSB自动设定
1 FSSB 手动设定
P1902#1:1 FSSB自动设定完成
P14476#0: 0为0IMD专用
1为0IMC兼容
3004#5: 0:过行程检测有效
1:过行程检测无效(通常设为0为了机床的安全考虑)
P1023:设-128为屏蔽当前驱动.
谭兴四轴:1: 24V 2:夹紧 3:放松 4: 24V 5:原点
7/8预留
威亚F400::4轴原点 :4轴夹紧:4轴放松:4轴夹紧。
FANUC第四轴调试
控制器形式:FAUNC OIMD
参数设定步骤:
1.开第四轴参数:
1.1 NO.8130=4 (总轴数控制)
1.2 开关机轴画面会出现4轴的参数
2.设定伺服马达型式参数: NO.2020
3.设定伺服初始化参数:
3.1 NO.1023=4
3.2 NO.2000#1设0
3.3 NO.14476#0=1
3.4 NO.1902#1=0
3.5 NC→OFF→ON
NC自动设定伺服马达相关参数且伺服初始化参数NO.2000#1也自动设为
1,( 相关伺服马达代码,参数参阅FAUNC AC SERVO MOTOR a series
PARAMETER MANUAL)
以上参数设好后再设第四轴供应商提供的参数,1850.1851可以不设,2020按照实际马达规格而设,另外尽量按照第四轴供应商提供的参数设.
注!1.1821设的不对可能造成关机后每次回原点都不准,具体设置如下:
1821=360*四轴减速比(四轴铭牌上有刻印)*1000
注:以下为一些常用之参数
P1902#0:0 FSSB自动设定
1 FSSB 手动设定
P1902#1:1 FSSB自动设定完成
P14476#0:0为0IMD专用
1为0IMC兼容
3004#5: 0:过行程检测有效
1:过行程检测无效(通常设为0为了机床的安全考虑)
P1023:设-128为屏蔽当前驱动.
谭兴四轴:1: 24V 2:夹紧3:放松4: 24V 5:原点
7/8预留
威亚F400:X9.3:4轴原点X11.4:4轴夹紧X11.5:4轴放松Y1.6-KA16:4轴夹紧。