C5225双柱立式车床说明书
- 格式:doc
- 大小:261.00 KB
- 文档页数:15
C5235×20/40型双柱立式车床使用说明书(电气部分)车削直径:3500 mm出厂编号:中华人民共和国齐齐哈尔二机床集团有限责任公司目录1 安全及注意事项………………………………………………………… 1 页2 前言………………………………………………………………………… 4 页3 主要技术数据……………………………………………………………… 5 页4 产品介绍…………………………………………………………………… 7 页5 布置安装…………………………………………………………………… 9 页6 电气元件功能……………………………………………………………… 10页7 机床操作…………………………………………………………………… 17页8 专用编程说明……………………………………………………………… 29页9 维修保养及故障排除……………………………………………………… 30页10 附图:原理图互连图电气元件安装示意图PLC梯形图电器元件清单1安全及注意事项安装前请仔细阅读使用说明书,以免对操作人员及环境设备造成伤害或损坏。
本产品使用说明书由机械部分和电气部分组成。
本部分为电气部分。
安全注意事项按照伤害的严重程度分为“危险”、“警告”、“注意”三部分内容。
具体含义如下:如果不正确地操作,则会造成伤亡、严重人身事故或财产损失。
如果不正确地操作,则会造成不能恢复的人身伤害或财产损失。
否则可能有触电,甚至死亡的危险。
·严禁高速撞限位开关;严禁主轴旋转时,触摸旋转中的刀具和其他旋转部件。
·严禁各轴运动时触摸相应的运动部件。
严禁接触带电器件。
·从事任何维护和修理工作前所有电源必须切断并锁定,严禁带电情况下拔插线路板和导线接线端。
部分电子电路可能会由于静电而损坏(如系统内电路板、驱动系统部分元件),建议在拔插之前要先经接地放电。
·禁止擅自更改电气连接方式及走线方式。
C5225立式车床控制设计说明书前言随着电子技术的发展,特别是大规模集成电的产生,给人们的生活带来了根本性的变化,目前,PLC 在工业控制系统诸多领域得到了极为广泛的应用。
PLC 控制系统在现代工业设计、工程建设及日常生活中的应用越来越广泛。
在日常人们的生活中, PLC 控制系统的应用和作用也体现到了各个方面,随着人们生活质量的提高,酒店厂房及家庭生活中都会见到 PLC 控制的影子,PLC 控制将更好的服务于社会。
生产力的发展和科学技术的进步,人们对所用控制设备不断的提出新的要求。
在实际生产中,由于大量存在一些以开关量控制的程序控制过程,而生产工艺及流程经常变化,因而应用前述的继电-接触器控制电路,就不能满足这种需要。
于是由集成电路组成的顺序控制器应运而生,它具有程序变更容易、程序储存量大、通用性强等优点。
在现代冶金、石油、化工及电力生产过程中,温度是极为重要而又普遍的热工参数之一。
在环境恶劣或温度较高的场合下,为了保证是生产过程正常安全的进行,提高产品的质量和数量,以及减轻工人的劳动强度、节约能源。
无论哪种控制,我们都希望水温控制系统有较高的精确度(起码是在我们要求的范围内),帮助我们实现我们想要的控制,解决身边的问题。
由于可编程序控制器具有可靠性高、通用性强、程序设计简单及便于安装调试等优点,它在工业控制的各个领域发挥着越来越重要的作用。
社会对可编程序控制器技术人员的需长也越来越迫切。
目前可编程控制器 PLC 主要是朝着小型化、廉价化、标准化、高速化、智能化、大容量化、网络化的方向发展,与计算机技术结合,形成工业控制机系统、分布式控制系统、现场总线控制系统,这将是 PLC 功能更强,可靠性更高,使用更方便,适用面更广。
可编程控制器的机型较多,但其基本结构和工作原理相同,基本指令、控制功能和编程方法类似。
本设计书以是用最广泛的德国西门子可编程控制器为核心,主要介绍了可编程控制器的基础知识、指令系统、程序设计、控制系统以及可编程序控制器在 c5225 型立式车床控制系统中的应用等知识。
本科电气技术课程设计说明书题目:C5225型双柱立式车床电气控制设计完成日期:二Ο一四年五月目录一设计概况 (3)二.控制设计要求: (3)三.设计方案及确定 (3)四.器件的选择 (3)4.1断路器的选择 (3)4.2 熔断器的选择 (4)4.3 交流接触器的选择 (4)4.4 热继电器的选择 (4)4.5 中间继电器的选择 (4)4.6 按钮的选择 (4)4.7 导线的选择 (4)五.器件明细 (5)六.电气控制板的布置与安装 (5)七.PLC控制系统设计 (8)7.1 IO的分析,确定输入输出 (8)7.2 选择PLC (8)7.3 IO的分配 (8)7.4 PLC程序设计 (9)八总结与感受 (12)九参考文献 (13)一设计概况C5225型双柱立式车床主要由7台电动机组成,他们分别是:工作台主拖动电动机M1,油泵电动机M2,横梁升降电动机M3,右立刀架快速电动机M4,右立刀架进给电动机M5,左立刀架快速电动机M6,左立刀架进给电动机M7。
二.控制设计要求:(1)M1实现Y/△启动,只可正转运行,并可实现能耗制动。
(2)M2必须先启动,M1才能工作,M2连续工作。
(3)横梁可以实现升,降功能。
(4)左,右立刀架均点动运行且通过行程开关控制左,右行程。
(5)刀架进给可实现点动/常动控制。
(6)刀架快速和进给不可同时进行。
(7)电机具有短路,过载保护,整个线路具有短路保护。
(8)控制电路电压为380V。
三.设计方案及确定M1实现Y/△启动,利用时间继电器控制转换,先启动M2才可启动M1,M2连续工作给电机二的启动按钮进行自锁,利用控制顺序的原理。
横梁的升降利用互锁原理,按钮自锁实现常动控制,利用行程开关控制行程。
右立刀架快速电动机M4只是点动,但不可与刀架进给同时运行,我利用接触器互锁的原理实现。
刀架的进给实现点/常动控制,点常动并联,并给常动按钮自锁。
短路保护用熔断器,过载保护用热继电器。
CK5225E×25/20P-NC 数控双柱立式车床技术说明齐重数控装备股份有限公司1、机床用途●本机床适用于高速钢和硬质合金刀具,加工各种黑色金属、有色金属和部分非金属材料的工件。
●在本机床上可完成粗、精车内外圆柱面、内外圆锥面、螺纹加工、平面以及切槽等工序。
2、机床特点●具有高刚度、高精度、高速度、高可靠性、大承载能力、大切削力等特点。
●横梁升降保证横梁升降平稳、无噪音、减小升降丝杠副磨损,精度保持性好,寿命高。
●工作台采取预变形工艺方法制造,有效减小工作台导轨面的热变形。
●主变速及进给箱体采用柔性加工单元及高精度镗铣床加工,并在进口的三坐标测量仪进行检测,保证箱体加工精度。
3、机床组成序号部件名称每台数量备注1 龙门架 12 横梁升降机构 13 主变速箱 14 工作台 15 横梁 16 右数控刀架 17 液压系统 18 电气系统 14、技术参数●工作范围及规格最大车削直径φ2500mm最大车削高度(由工作台面到刀夹下面) 2500mm最大工件重量 20t●工作台性能参数工作台直径φ2250mm工作台转速级数无级机械两档工作台转速范围 3.15~100r/min工作台最大扭矩 43kN·m主电机功率 55kW●右数控刀架性能参数数控刀架快速移动速度 4000mm/min数控刀架进给量级数无级数控刀架进给量范围 0.1~1000mm/min 数控刀架水平行程 -20~1400mm数控刀架滑枕垂直行程 1600mm数控刀架滑枕截面尺寸 285×220mm数控刀架最大切削力 35kN刀杆截面 40×50mm●横梁性能参数横梁最大行程 2150mm横梁升降速度 350mm/min横梁升降电机功率 7.5kW●机床总重量(约) 37t●机床的外形尺寸(长×宽×高)约4700×5000×8000mm5、机床结构描述5.1总体布局本机床的总体布局为龙门式热对称结构。
C5225立车技术操作规程(1)操作者必须经过培训,考试合格取证后方可持证上岗操作,在多于一人操作的场合,应该明确每个人的职责。
(2)在操作设备前必须熟读机床使用说明书,了解设备结构、原理、及操作规程方可操作机床。
未经认可的人员不的操作机床。
(3)工作前穿好规定的防护用品(工作服、安全鞋、安全帽、护目镜),袖口扎紧女工必须戴工作帽。
(4)除起吊、运输或焊接外(零件不允许在机床上焊接,特殊情况必须要在设备上进行焊接时,首先向车间主管设备的领导提出书面申请,经批准后方可实施,实施过程中,应接好接地线,关闭设备电源,禁止把焊机地线接至设备上,完成焊接工作后,立即拆掉焊机临时电源),禁止带手套,禁止触碰任何旋转部件。
(5)在接班前应检查润滑站有无润滑油,如果低于规定尺寸1/3时应加至上线,无润滑油运转机床。
(6)检查机床是否正常,如果故障没有彻底排除或其它异常情况,不得运转机床。
严禁机床带病运行。
(7)机床开机后,夏季必须预热10-20分钟,冬季延长到20分钟以上,使机床工作台得到充分的润滑,预热时间检查各油压表是否处于正常数值,压力值不正常禁止使用。
(8)在机床工作前,应保证工作地现场无铁屑、油污,避免滑倒,确保在操作区域内无其他工件和障碍物。
(9)加工工件前,确保工件夹紧,稳定,确保刀具和辅助夹具完好,防止工件飞出或刀具损坏带来的不安全隐患。
(10)工件周转,要检查吊具以及绳索,禁止起吊超过承重能力的物品。
要特别警惕,在吊运工件时,不要将手指卡住,工件旋转时不要与工件、车刀等接触。
(11)加工工件的棱角都是锋利的,防止直接接触,避免人员的损伤。
不得用湿手、脏手或戴湿手套按按纽,避免触电和弄脏操作板。
(12)使用机械油,要选用说明书的标识产品,(冬季要按照说明书要求更换高牌号润滑油)禁止使用其他产品。
(13)确保刀具安装安全可靠,无松动,在机床未完全停稳前,禁止上下工件,确保工作台上无多余的夹具,刀具等杂务,方能启动机床。
广西农业职业技术学院毕业论文题目C5225型双柱立式车床电气控制系统典型故障的检修专业电气自动化技术班级电气自动化1401姓名韦妮、文杰、周胜新、梁文钰指导教师姓名蒙雪兰职称副教授起止日期本人声明我声明, 本论文及其设计工作是由本人在指导教师的指导下独立完成的, 在完成论文时所利用的一切资料均已在参考文献中列出。
作者(签名)年月日目录摘要C5225型立式车床为大型立式加工车床,主要用于加工径向尺寸大而轴向尺寸较小的重型和大型零件。
本文介绍C5225型立式车床前言1.1 C5225型双柱立式车床的型号意义及基本结构、运动形式C5225型立式车床是一种万能双柱立式车床,具有两个刀架,一般应用于冶金行业车制各种大型工件。
可用于内外圆柱面、圆锥面、端面、内孔、切槽、切断等加工。
其外形如图1所示。
(1)该车床型号的含义C:类代号(车床类)5:组代号(双柱立式车床组)2:系代号(立式车床系)25:最大加工直径2500mm(2)基本结构及运动形式本机床由工作台与底座、龙门架、变速箱、横梁、左右刀架、左右进给箱等部分组成。
其中龙门架主要由左、右立柱,顶梁,中间梁等部分组成,横梁沿立柱导轨上、下移动,横梁升降的电机及蜗轮箱置于顶梁内。
横梁是靠蝶形弹簧通过杠杆夹紧于立柱上。
横梁升降的操纵按钮在悬挂按钮站上。
变速箱紧固在工作台底座后部上。
主电机由联轴器与变速箱相连接。
变速箱由变速油缸来实现十六种转速的变换。
转速变换选择开关在悬挂按钮站上。
工作台由主电机经变速箱直接启动和制动。
工作台仅有正向工作转动,但可以正反方向点动,以便于工件找正。
工作台上镶有铸造锌合金ZznAl10-5耐磨导轨板,并在导轨间通入压力油(0.2-0.4Mpa)以提高导轨承载能力。
工作台主轴上装有NN3056K、NN3040K型双列短圆柱滚子轴承,其内环带有锥度,用以调整径向间隙,以保证主轴能在高精度下平稳地工作。
左右两个进给箱装在横梁的两端。
两个进给箱的结构是相同的。

泽诚数控机械有限公司C5225型使用说明书机床的基本参数序号参数单位C5220 C5225 C52311 工作台直径毫米1800 2250 28002 工件最大车削直径毫米2000 2500 31503 工件最大高度毫米1250 1600 16004 工件最大重量公斤6300 10000 100005 刀架最大切削力、右刀架公斤3500 3500 3500左刀架公斤3000 3000 30006 最大总切削力公斤6300 6300 63007 工作台最大扭转力矩公斤/米5000 6300 63008 工作台变速级数级16 16 169 工作台变速范围转/分2.5-80 2-63 2-6310 进给量级数级18 18 1811 进给范围毫米/分0.25-90 0.25-90 0.25-9012 横梁行程毫米900 1250 125013 刀架行程水平毫米1180 1400 1730垂直毫米1000 1000 100014 横梁移动速度毫米/分350 350 35015 刀架快速移动速度毫米/分1560 1560 156016 刀架最大回转角度度±30°±30°±30°17 刀方尺寸(宽×高)毫米40×50 40×50 40×5018 主电机功率千瓦40 55 5519 机床外形尺寸(长×宽×高)毫米4740×4100×43005180×4560×46805840×5040×468020 机床重量公斤27450 31865 36037注:当电源频率为60赫兹时各电机转数皆提高百分之20,即工作台转速进给量,快速移动及横梁移动等的速度皆相应提高1.2倍机床的用途本机床是一种万能双立柱立式车床,机床具有两个立刀架,可用它粗切工件的外圆、内孔、端面及内外锥面等。
C5235双柱立式车床安全操作规程1.操作者必须熟悉本设备结构和性能,经过考试合格取得操作证后,方可独立操作。
2.操作者要认真做到“三好”(管好、用好、修好),“四会”(会使用、会保养、会检查、会排除故障)。
3.操作者必须遵守使用设备的“五项纪律”和维护设备的“四项要求”的规定。
4.操作者要随时按照“巡回检查内容”的要求对设备进行检查。
5.严格按照“设备润滑图表”规定进行加油,做到“五定”(定点、定时、定量、定质、定人)。
注油后将油杯(池)的盖子盖好。
6.操作者必须了解滤油器各处毡垫及润滑油杯(池)的油毡、油线的清洗时间及油箱的换油周期,并按规定定期清洗换油。
7.严禁超规范、超负荷使用设备。
8.停车八小时以上再开动设备时,应先低速运转三至五分钟,确认润滑系统畅通,各部运转正常后再开始工作。
9.装卸工件时,必须根据工件重量和形状选用安全的吊具和方法。
10.冬季机床开动前,其润滑系统油温不得低于12℃,否则应使用加热装置升温。
11.装卡的工件和刀具必须牢固可靠。
装卸工件时,压板螺丝等工具不得碰伤工作台面,工件装卸完后应清除掉工作台上所有的工具和杂物。
12.启动油泵后,必须等表示润滑系统“润滑良好”和指示灯亮时(或油窗流油),方可开动主电机。
13.严禁在工作台运转中变换其转速及运转方向。
变速时如齿轮未啮合上时,应以工作台“寸动”调整。
C516、C516A、C523立车变速时,应将开车手柄置于“停”的位置。
14.开车前应仔细检查工件,以免回转时发生碰撞刀架、工具现象,确认安全后再以“寸动”回转工作台进行复查。
15.工作台的“寸动”按钮,不得长时间作用,或使用“寸动”进行切削。
16.严禁用反车的方法制动回转的工作台。
17.禁止操作者离开或托人代管开动着的设备。
18.禁止用磨钝了的刀具时行切削。
19.垂直刀架工作时,应将横梁落到尽可能接近工件的位置。
20.移动滑枕刀架或横梁前要先松开夹紧装置,并保证其导轨面、丝杠、齿条等清洁的润滑良好,移动完毕后要恢复其紧固装置。
C5235×20/40型双柱立式车床使用说明书(电气部分)车削直径:3500 mm出厂编号:中华人民共和国齐齐哈尔二机床集团有限责任公司目录1 安全及注意事项………………………………………………………… 1 页2 前言………………………………………………………………………… 4 页3 主要技术数据……………………………………………………………… 5 页4 产品介绍…………………………………………………………………… 7 页5 布置安装…………………………………………………………………… 9 页6 电气元件功能……………………………………………………………… 10页7 机床操作…………………………………………………………………… 17页8 专用编程说明……………………………………………………………… 29页9 维修保养及故障排除……………………………………………………… 30页10 附图:原理图互连图电气元件安装示意图PLC梯形图电器元件清单C5235×20/40型使用说明书共30 页第 1 页1 安全及注意事项安装前请仔细阅读使用说明书,以免对操作人员及环境设备造成伤害或损坏。
本产品使用说明书由机械部分和电气部分组成。
本部分为电气部分。
安全注意事项按照伤害的严重程度分为“危险”、“警告”、“注意”三部分内容。
具体含义如下:如果不正确地操作,则会造成伤亡、严重人身事故或财产损失。
如果不正确地操作,则会造成不能恢复的人身伤害或财产损否则可能有触电,甚至死亡的危险。
C5235×20/40型使用说明书共30 页第 2 页·严禁高速撞限位开关;严禁主轴旋转时,触摸旋转中的刀具和其他旋转部件。
·严禁各轴运动时触摸相应的运动部件。
严禁接触带电器件。
·从事任何维护和修理工作前所有电源必须切断并锁定,严禁带电情况下拔插线路板和导线接线端。
部分电子电路可能会由于静电而损坏(如系统内电路板、驱动系统部分元件),建议在拔插之前要先经接地放电。
C5225型立式车床自动控制系统设计摘要C5225型立式车床为大型立式加工车床,主要用于加工径向尺寸大而轴向尺寸相对小的重型及大型工件。
本文介绍C5225型立式车床的电气控制系统设计,以及编程注意的问题,同时介绍了可编程控制器的工作原理,基本组成及各部分的功能,运用电路保护条件确定各元器件的主要参数,其中包括:系统电动机的选择,控制变压器的选择和其他电气元器件的选择。
设计了一种基于三菱FX系列的电气控制系统设计,制定了基本方案并设计出电气控制原理图,详细介绍了所选用的三菱FX系列中的FX2PLC,根据设计要求对PLC的输入输出I/O进行了分配,并且编写系统运行的梯形图、控制语句指令表。
还分析了C5225型立式车床的常见的故障及处理方法。
关键词:立式车床;梯形图;PLC;编程Automatic Control System Design ofC5225 Vertical LatheAbstractC5225 vertical lathe machining of large vertical lathe, is mainly used for processing large radial size is relatively small axial size heavy and large workpieces. This article describes the C5225 vertical lathe electrical control system design and programming attention, also introduced the principle of programmable controllers, and each part of the function of basic components, the use of circuit protection conditions to determine the main parameters of all components, These include: the selection of motor systems, control transformers and other electrical components selection options. Designed based on Mitsubishi FX Series Electric Control System Design, developed the basic plan and design electrical control schematics, detailing the use of the Mitsubishi FX series of FX2PLC, according to the design requirements of the PLC's input and output I / O were assigned, and the preparation of system operation ladder, control statements repertoire. Also introduced the C5225 common vertical lathe and analysis of treatment failure.Key words:V e rtical lathe;Ladder;PLC;Programming目录摘要 (I)Abstract........................................................... I I 第1章绪论 (1)1.1课题背景 (1)第2章 PLC概述 (2)2.1 本文应用PLC的意义 (2)2.2 PLC的背景及发展 (2)2.3 PLC的基本组成 (3)2.3.1 中央处理器 (3)2.3.2 存储器 (3)2.3.3 接口 (4)2.3.4 编程器 (5)2.3.5 电源 (5)2.4 PLC系统组成及各部分的功能 (6)2.4.1 CPU运算和控制中心 (6)2.4.2 存储器 (6)2.4.3 输入/输出接口 (6)2.4.4 编程器 (7)2.5 PLC的基本工作原理 (7)2.5.1 PLC采用“顺序扫描,不断循环”的工作方式 (7)2.5.2 PLC与继电器控制系统、微机区别 (7)2.6 主要技术性能 (8)2.7 基本指令系统特点 (8)2.7.1 图形式指令结构 (9)2.7.2 明确的变量常数 (9)2.7.3 简化的程序结构 (9)2.7.4 简化应用软件生成过程 (9)2.7.5 强化调试手段 (9)2.7.6 编程语言的形式 (9)2.8 PLC控制系统设计的要点 (11)第3章 C5225型立式车床概述 (12)3.1 C5225型立式车床简介 (12)3.2 车床发展历程 (12)3.3 车床类型 (14)3.4 安全操作简介 (14)第4章 PLC在立式车床控制系统中的应用 (16)4.1 气元器件的选择 (16)4.1.1交流电动机的选择 (16)4.1.2 控制变压器的选择 (16)4.1.3 断路器的选择 (16)4.1.4 接触器的选择 (17)4.1.5 时间继电器的选择 (17)4.1.6 中间继电器的选择 (18)4.1.7 熔断器的选择 (18)4.1.8 电动机电缆的选择 (18)4.1.9 电器元器件布置图 (19)4.2 C5225型立式车床电气控制电路概述 (19)4.3 C5225型立式车床PLC控制输入输出地址表 (26)4.4 C5225型立式车床控制流程 (29)4.5 PLC接线图 (34)4.6 PLC梯形图 (35)第5章机床故障检修及维护 (36)5.1 机床常见故障及检修 (36)5.2 机床试车注意事项: (37)5.3 机床维护注意事项: (38)第6章结论 (39)参考文献 (40)致谢...............................................错误!未定义书签。
题目C5225型双柱立式车床电气控制系统典型故障的检修目录摘要C5225型立式车床为大型立式加工车床,主要用于加工径向尺寸大而轴向尺寸较小的重型和大型零件。
本文介绍C5225型立式车床前言1.1 C5225型双柱立式车床的型号意义及基本结构、运动形式C5225型立式车床是一种万能双柱立式车床,具有两个刀架,一般应用于冶金行业车制各种大型工件。
可用于内外圆柱面、圆锥面、端面、内孔、切槽、切断等加工。
其外形如图1所示。
(1)该车床型号的含义C:类代号(车床类)5:组代号(双柱立式车床组)2:系代号(立式车床系)25:最大加工直径2500mm(2)基本结构及运动形式图1 C5225型立式车床外形图2.1 C5225型立式车床控制特点C5225型立式车床在结构布局上的特点是主轴垂直布置,且工作台台面处于水平位置,所以,对加工的大型和重型零件比较容易保证精度。
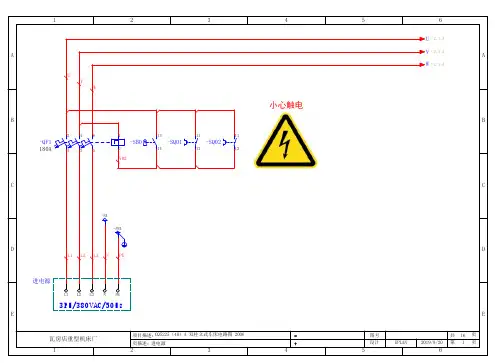
C5225型立式车床主电路如图2中的图(一)所示。
从图2中的图(一)中可以看出,主电路共有7台三相交流异步电动机,车床全部设备均由380V交流电源供电。
M2为油泵电动机,供给车床工作台润滑和液压装置的压力油。
M1为工作台主拖动电动机,它采用星三角降压启动和能耗制动,仅有正向工作转动。
但可作正反点动,以便调整刀具。
工作台的变速通过变速箱实现16种转速变换(见表5-3)。
M3为横梁升降电动机,通过机械传动使横梁沿立柱导轨上下移动。
M4为右立刀架快移动电动机。
M5为右立刀架进给电动机。
M6为左立刀架快速移动电动机,M7为左立刀架进给电动机。
由于机床加工的零件重量大,机床运行时需要有良好的润滑状态,因此在控制环节上采取了只有当油泵电动机M2起动运转,机床润滑油压力正常,也就是说机床润滑油供应正常的情况下,其他电动机才能起动运转。
3.1 C5225型双柱立式车床电气控制线路工作原理C5225型车床电路原理图如图2所示3.1 .1 主电路1)主轴电动机M1主电路C5225型立式车床主轴电动机M1主电路位处(1~3区),它是一个“正、反转Y-Δ降压启动控制主电路”。