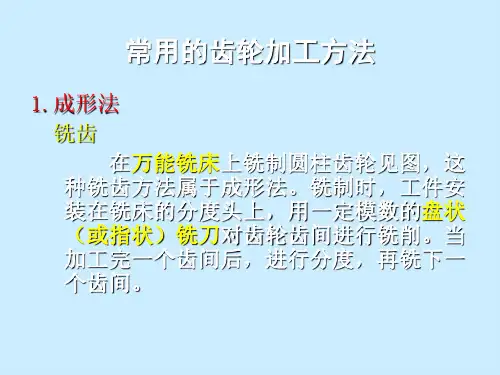
铣削加工成形法加工的特点
- 格式:pptx
- 大小:52.81 KB
- 文档页数:12
成型刀具加工的特点
《成型刀具加工的特点》
成型刀具加工是一种制造工艺,用于生产各种形状复杂的零部件。
这种加工方式具有以下特点:
1. 高精度:成型刀具加工能够实现高精度的加工,保证产品的尺寸和形状精准度。
这种精度要求通常适用于航空航天、汽车、电子等高端制造行业。
2. 大批量生产:成型刀具加工可以适用于大规模的生产,能够满足大批量零件的生产需求。
3. 制造复杂零部件:成型刀具加工能够制造各种形状复杂的零部件,包括具有内轮廓、外轮廓和斜面的产品。
4. 高效率:成型刀具加工相对于其他加工方式可以实现高效率的加工,加工速度快,生产效率高。
5. 质量稳定:成型刀具加工制造的产品质量稳定,能够保证产品的一致性和稳定性。
总的来说,成型刀具加工具有高精度、大批量生产、制造复杂零部件、高效率和质量稳定等特点,因此在工业生产中得到广泛应用。
变位齿轮的加工方法变位齿轮是一种特殊形状的齿轮,其齿廓不再是直线,而是具有弯曲形状。
这种形状的齿轮通常用于一些对传动平滑性和噪音有严格要求的场合。
变位齿轮的加工需要精密的工艺和专业的设备。
以下是关于变位齿轮加工方法的详细介绍。
一、切削加工方法1.铣削法:铣削是一种常见的切削加工方法,用于生产齿轮的齿廓。
在铣床上,通过不同形状的刀具,可以切削出变位齿轮所需的弯曲形状。
2.滚齿法:滚齿是一种高效且精密的加工方法。
通过滚刀在工件上滚动,形成齿廓。
这对于变位齿轮的生产来说,能够确保齿轮的精度和表面质量。
3.铣齿法:铣齿是一种用铣刀具将齿廓切削到工件上的加工方法。
相较于铣削法,铣齿法通常速度更快,适用于大规模生产。
二、成形加工方法1.滚压法:滚压是通过滚轮将工件塑性地形成成齿。
这种方法对于生产大批量的变位齿轮来说是一种有效的方式,能够保证齿轮的一致性。
2.切削成形法:这种方法通过一些切削刀具,按照变位齿轮的要求,将齿轮的齿廓逐渐削除,形成变位齿轮的形状。
三、磨削加工方法1.磨齿法:磨齿是一种高精度的加工方法,适用于对齿轮精度要求极高的场合。
通过磨削工具对齿轮进行修整,确保其形状和尺寸的准确性。
2.齿磨法:齿磨是一种专门用于生产高精度齿轮的方法。
通过齿轮磨床,将磨削工具与工件精密配合,实现对变位齿轮齿廓的高精度磨削。
四、电加工方法1.电火花成形法:电火花成形是一种通过电脉冲放电,使电极在工件表面形成弧形切削,从而加工出齿轮齿廓的方法。
这是一种高精度、高效的加工方式。
五、热加工方法1.激光热加工法:激光热加工是一种使用激光束对工件进行局部加热,然后通过冷却形成所需形状的方法。
这对于一些特殊材料的变位齿轮加工有一定的优势。
六、注意事项1.工艺规划:在加工变位齿轮前,需要进行详细的工艺规划,包括选择合适的加工方法、工艺参数的确定等。
2.刀具选择:不同的加工方法需要不同的刀具,需要根据具体情况选择合适的刀具。
3.温度控制:在加工中,尤其是磨削和电火花成形等高温加工中,需要控制好温度,防止因温度过高导致工件变形或质量损失。


齿轮的加工方法齿轮是机械传动中常用的零部件,其加工质量直接影响到传动系统的性能和使用寿命。
齿轮的加工方法对于提高齿轮的精度和耐磨性具有重要意义。
下面将介绍几种常见的齿轮加工方法。
首先,常见的齿轮加工方法之一是滚齿加工。
滚齿加工是利用滚刀或滚子在齿轮上滚动切削,将齿廓形成齿形。
滚齿加工具有高效、高精度、高质量的特点,适用于大批量生产。
滚齿加工可以分为冷滚齿和热滚齿两种方式,其中冷滚齿适用于硬度较高的齿轮,热滚齿适用于硬度较低的齿轮。
其次,铣削加工也是常用的齿轮加工方法之一。
铣削加工是利用铣刀在工件上旋转切削,将齿轮的齿廓形成齿形。
铣削加工具有加工精度高、表面光洁度好的特点,适用于小批量生产和多样化生产。
铣削加工可以分为立式铣削和卧式铣削两种方式,根据齿轮的形状和尺寸选择合适的铣削方式。
另外,成型加工也是一种常见的齿轮加工方法。
成型加工是利用成形刀具在齿轮上顺次切削,将齿轮的齿廓形成齿形。
成型加工具有加工效率高、加工精度稳定的特点,适用于大批量生产和复杂形状的齿轮加工。
成型加工需要根据齿轮的模具和成形刀具来进行加工,因此需要制作成型刀具和模具。
最后,磨削加工也是常用的齿轮加工方法之一。
磨削加工是利用砂轮在齿轮上旋转磨削,将齿轮的齿廓形成齿形。
磨削加工具有加工精度高、表面粗糙度小的特点,适用于高精度齿轮的加工。
磨削加工可以分为外圆磨削和内圆磨削两种方式,根据齿轮的形状和尺寸选择合适的磨削方式。
综上所述,齿轮的加工方法包括滚齿加工、铣削加工、成型加工和磨削加工。
不同的加工方法适用于不同类型和规格的齿轮,选择合适的加工方法可以提高齿轮的加工质量和生产效率。
在实际应用中,需要根据齿轮的要求和加工条件选择合适的加工方法,以确保齿轮的使用性能和寿命。
机械加工方式一:车削车削中工件旋转,形成主切削运动。
刀具沿平行旋转轴线运动时,就形成内、外园柱面。
刀具沿与轴线相交的斜线运动,就形成锥面。
仿形车床或数控车床上,能够操纵刀具沿着一条曲线进给,那么形成一特定的旋转曲面。
采纳成型车刀,横向进给时,也可加工出旋转曲面来。
车削还能够加工螺纹面、端平面及偏心轴等。
车削加工精度一样为IT8—IT7,表面粗糙度为—μm。
精车时,可达IT6—IT5,粗糙度可达—μm。
车削的生产率较高,切削进程比较平稳,刀具较简单。
二:铣削主切削运动是刀具的旋转。
卧铣时,平面的形成是由铣刀的外园面上的刃形成的。
立铣时,平面是由铣刀的端面刃形成的。
提高铣刀的转速能够取得较高的切削速度,因此生产率较高。
但由于铣刀刀齿的切入、切出,形成冲击,切削进程容易产生振动,因此限制了表面质量的提高。
这种冲击,也加重了刀具的磨损和破损,往往致使硬质合金刀片的碎裂。
在切离工件的一样时刻内,能够取得必然冷却,因此散热条件较好。
依照铣削时主运动速度方向与工件进给方向的相同或相反,又分为顺铣和逆铣。
顺铣铣削力的水平分力与工件的进给方向相同,工件台进给丝杠与固定螺母之间一般有间隙存在,因此切削力容易引起工件和工作台一起向前窜动,使进给量突然增大,引起打刀。
在铣削铸件或锻件等表面有硬度的工件时,顺铣刀齿首先接触工件硬皮,加剧了铣刀的磨损。
逆铣可以避免顺铣时发生的窜动现象。
逆铣时,切削厚度从零开始逐渐增大,因而刀刃开始经历了一段在切削硬化的已加工表面上挤压滑行的阶段,加速了刀具的磨损。
同时,逆铣时,铣削力将工件上抬,易引起振动,这是逆铣的不利之处。
铣削的加工精度一样可达IT8—IT7,表面粗糙度为—μm。
普通铣削一般只能加工平面,用成形铣刀也可以加工出固定的曲面。
数控铣床可以用软件通过数控系统控制几个轴按一定关系联动,铣出复杂曲面来,这时一般采用球头铣刀。
数控铣床对加工叶轮机械的叶片、模具的模芯和型腔等形状复杂的工件,具有特别重要的意义。
机械加工方法的种类及特点分析说到机械行业,当然要说机械加工了,那么你对其加工方法的种类和特点有兴趣吗?以下是店铺为你整理推荐机械加工方法的种类及特点分析,希望你喜欢。
机械加工方法的种类及特点钻削机床型号繁多,大小不一。
现代机床的种类几乎是无限的。
有的机床小得可以安装在工作台上,有的机床大得要建造专门的厂房才能容纳得下。
有的机床相当简单,而有的机床的构造和操作非常复杂。
不管机床是大是小,是简单还是复杂,都可分为五大类,这五大类也就是使金属成型的五种基本方法。
钻削是在实心金属上钻孔的加工。
使用一种称为麻花钻的旋转钻头。
用于钻孔的机床称为钻床。
钻床也有多种型号与规格。
除钻孔外,钻床还可进行其他加工。
钻孔时,工件定位夹紧、固定不动;钻头一面旋转,一面钻入工件车削与镗孔普通机床是用于车削工件的最常见的机床。
车削是从工件上切除金属的加工。
在工件旋转的同时,刀具切入工件或沿着工件车削镗孔是把金属工件上已钻出或铸出的孔加以扩大或作进一步加工的加工方法。
在车床上镗孔是通过单刃刀具一面旋转一面向工件进刀完成的铣削铣削是使用旋转刀具切除金属的加工,这种刀具具有多个切削刀刃,称为铣刀(见图4)。
磨削磨削是使用一种称为砂轮的磨削轮来切除金属的加工方法。
磨削对工件进行精加工,加工后的工件尺寸精确、表面光洁。
磨削圆形工件时,工件一面旋转,一面向旋转着的砂轮进给。
磨制扁平工件时,工件在旋转的砂轮下作往返运动(见图5)。
磨削工艺常用于对经过热处理的坚硬工件进行最后的精加工,使其达到精确的尺寸。
牛头刨刨削、龙门刨刨削与插床插削这些加工均使用单刃刀具加工来生产出精密的平面。
我们应当懂得牛头刨床、龙门刨床与插床之间的区别。
用牛头刨床加工时,工件向刀具进给,刀具在工件上面作往返运动(见图6)。
用龙门刨加工时,刀具切入工件或向工件进给,工件在刀具下面作往返运动(见图7)。
插削加工类似于牛头刨加工。
插床实际就是立式牛头刨床,只是其刀具是上下运动的。
任务2 掌握齿轮加工方法一、齿形的铣削加工铣削加工是用成形法加工齿轮齿形的一种方法,这种方法简单,但生产率不高,加工精度较低〔9~11级〕,齿面外表粗糙度数值较大〔~〕,适用于单件小批生产。
〔一〕工作原理一般在普通卧式铣床或立式铣床上用成形法加工齿轮,此时铣刀的旋转是主运动,被切齿的毛坯随工作台作纵向进给运动。
当一个齿槽切好后利用分度头进行分度,再依次加工另一个齿槽,直到切完所有齿槽为止,如图7-9所示。
-齿轮滚刀 2-工件图7-9齿形的铣削加工图7-10 用滚刀加工齿轮〔二〕铣削过程以m =3mm ,=24直齿圆柱齿轮为例,其铣削过程如下。
1.铣刀的选定。
m =3mm ,=24,按表7-1对应的所铣齿轮齿数21~25,应选用4号铣刀。
2.分度头计算。
按简单分度法计算分度头手柄的转数n :n = z40=2440=12416即铣完一齿后,分度头手柄摇一圈,再在24的孔圈上转过16个孔距3.工件的装夹与校正。
加工直齿圆柱齿轮时,应配制相应的心轴,将工件锁紧在心轴上后,用分度头夹紧心轴一端,尾座顶尖顶另一端。
夹紧后应对工件进行以下校正:①校正工件的径向和端面的圆跳动;②校正分度头和尾座顶尖的等高;③校正工件对铣床导轨的平行。
4.对刀及背吃刀量的控制。
刀具对正工件中心一般采用切痕法。
即将铣刀转动后,先升高工作台使齿坯接近铣刀,再横向来回移开工作台让铣刀圆周切削刃轻擦工件顶部,擦出椭圆形刀痕,接着调整铣刀廓形对称线对准椭圆中心即可。
背吃刀量应按2.25m计算。
即×3=6.75mm。
为了保证齿面的外表粗糙度,应分粗、精铣两次进行。
一般粗铣后要留~2mm再精铣。
本例中可先铣去~5mm,再对好齿轮所要求的尺寸铣第二刀。
用成形法可加工直齿圆柱齿轮、斜齿圆柱齿轮、锥齿轮等。
二、齿形的滚齿加工滚齿是在滚齿机上用与被切齿轮同模数的齿轮滚刀来加工齿轮,如图7-11所示。
〔一〕工作原理滚齿是利用齿轮与齿条啮合原理来加工齿轮的。