铣削加工工艺基础知识概述
- 格式:pptx
- 大小:1.96 MB
- 文档页数:60
铣削加工基础知识铣削是机械加工中的一种常见方法,它可以在工件上切削出各种形状和几何结构,例如平面、凸面、凹面、齿轮等。
铣削加工是先将工件夹紧在铣刀刀架上,然后通过刀头的旋转运动,将工件上的材料切削下来,以达到所需的加工要求。
铣削加工是一项技术含量较高的机械加工工艺,需要较强的技术力量和经验,尤其是在机床配置、铣刀选择、切削参数调整和工件夹持等方面,都需要工程师有很高的技能和知识储备。
以下是一些铣削加工的基础知识,有助于了解这一技术的本质和基本原理。
1. 铣床结构和分类铣床是常用的铣削加工设备,根据设计结构和使用特点,可分为平面铣床、立式铣床、龙门铣床等。
平面铣床主要用于加工平面,立式铣床用于加工各种零件,操作机台方便,加工效率较高,而龙门铣床则主要用于加工大型工件。
铣床的结构特点也各有不同,根据横梁构造的不同,可分为固定横梁式和移动横梁式等。
固定横梁式铣床因采用了单向运动结构,使得刀具的移动范围受到限制,当工件过宽时,无法加工,而移动横梁式则具有多向运动的优点,可适应不同的加工工件大小和材质。
2. 铣刀的选择和使用铣刀是铣削加工中最常见的主要切削工具,可以根据不同材质和工件的加工需要,选择不同形状和尺寸的铣刀进行切削。
铣刀品种繁多,有单刃、双刃、三刃、四刃、六刃等,还有HSS、硬质合金、PCD和CBN等不同材质,不同形状的铣刀,还有钻立铣刀、球头铣刀、齿轮铣刀,甚至有专用于削铝、削钛合金等不同的高端铣刀。
铣刀的使用要注意刀具与工件的匹配和切削条件的合理设置,一方面需要保证刀具尺寸和精度符合要求,另一方面,切削速度、进给量和切削深度也要根据材料和工件特性进行测算和调整,以达到良好的加工效果。
3. 加工参数设置铣削加工中的切削力、切削温度、表面粗糙度、加工精度等都受到切削参数的影响,因此,设置正确的加工参数对加工精度和表面质量影响很大。
加工参数包括切削速度、进给量、切削深度等三个方面。
切削速度是铣削加工中影响切削力和热量传递的最重要因素之一,不同材料和铣刀材质需要采用不同的切削速度,通常速度范围为20-200m/min,速度过低时表面粗糙度会增加,速度过高时则容易损伤刀具和工件。
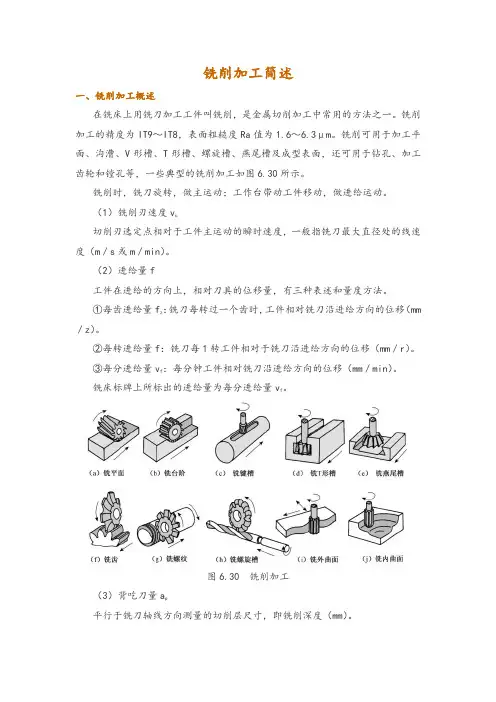
铣削加工简述一、铣削加工概述在铣床上用铣刀加工工件叫铣削,是金属切削加工中常用的方法之一。
铣削加工的精度为IT9~IT8,表面粗糙度Ra值为1.6~6.3μm。
铣削可用于加工平面、沟漕、V形槽、T形槽、螺旋槽、燕尾槽及成型表面,还可用于钻孔、加工齿轮和镗孔等,一些典型的铣削加工如图6.30所示。
铣削时,铣刀旋转,做主运动;工作台带动工件移动,做进给运动。
(1)铣削刃速度vc切削刃选定点相对于工件主运动的瞬时速度,一般指铣刀最大直径处的线速度(m/s或m/min)。
(2)进给量f工件在进给的方向上,相对刀具的位移量,有三种表述和量度方法。
:铣刀每转过一个齿时,工件相对铣刀沿进给方向的位移(mm①每齿进给量fz/z)。
②每转进给量f:铣刀每1转工件相对于铣刀沿进给方向的位移(mm/r)。
:每分钟工件相对铣刀沿进给方向的位移(mm/min)。
③每分进给量vf。
铣床标牌上所标出的进给量为每分进给量vf图6.30 铣削加工(3)背吃刀量ap平行于铣刀轴线方向测量的切削层尺寸,即铣削深度(mm)。
(4)侧吃刀量ac垂直于铣刀轴线方向的切削层尺寸,即铣削宽度(mm)。
铣刀是多刃刀具。
铣削中,每个刀齿依次切削工件,大部分时间在散热冷却,因此,可以选用较高的切削速度,获得较高的生产率。
但铣削过程不平稳,有一定的冲击和振动。
二、铣床简介1.机床的型号铣床的型号和车床相似,是由汉语拼音和阿拉伯数字组成,比如型号X6132:X表示铣床类别代号;6表示卧式升降台铣床;1表示万能升降台铣床;32表示工作台工作面宽度的1/10,即320mm。
再如型号X5032:X表示铣床类机床,50表示立式升降台铣床,32表示工作台面宽度的1/10,即320mm。
2.常用的机床铣床有许多品种,如:卧式铣床、立式铣床、工具铣床、龙门铣床、键槽铣床、仿形铣床、数控铣床等。
(1)卧式铣床卧式铣床是铣床中应用最多的一种,它的主轴是水平放置的,与工作台面平行。


铣削加工工艺基础知识概述1. 引言铣削加工是现代制造业中常见的一种加工方法,在各个行业都有广泛的应用。
它通过铣削刀具对工件进行切削,使其达到所需的形状、尺寸和表面质量。
本文将对铣削加工的一些基础知识进行概述,包括铣削的原理、分类、切削力、刀具选择等内容。
2. 铣削的原理与分类铣削是通过铣刀对工件进行旋转切削,将工件与铣刀的相对运动转化为切削力,从而将工件切削成所需要的形状。
根据铣削刀具的结构和切削方式的不同,铣削可分为立铣、立式卧铣、卧铣、立式卧式联合铣、分度铣等几种分类。
•立铣:铣刀安装在主轴上,工件固定在工作台上,铣刀的切削力主要由工作台和主轴承载。
•立式卧铣:铣刀安装在主轴上,而工件可以在工作台上沿水平方向移动,切削力主要由主轴承载。
•卧铣:铣刀安装在主轴上,工件固定在工作台上,铣刀的切削力主要由工作台承载。
•立式卧式联合铣:铣刀安装在一个可以在水平和垂直方向移动的主轴上,工件可以在工作台上移动,切削力主要由主轴和工作台承载。
•分度铣:通过回转工作台和工作夹具使工件在一定角度下进行铣削,用于加工螺纹、齿轮等。
3. 切削力与刀具选择切削力是铣削加工中重要的参数,它对刀具的选择和加工质量有直接影响。
切削力的大小与多个因素有关,包括切削速度、进给量、切削深度、材料硬度等。
在选择刀具时,需要根据工件的材料、形状和加工要求选择合适的切削刃数、刀具材料和涂层。
当切削力过大时,会引起工件振动和变形,影响加工质量和加工精度。
因此,要通过合理地设计刀具几何形状、提高刀具材料的硬度和强度、采用适当的切削参数等方法来降低切削力。
4. 铣削加工工艺流程铣削加工的工艺流程包括以下几个步骤:1.设计加工方案:根据零件的形状、尺寸和加工要求,确定铣削加工方案,包括选择合适的刀具、加工顺序和切削参数等。
2.设计加工夹具:根据工件的形状和要求,设计合适的加工夹具,用于固定工件,保证加工精度和稳定性。
3.加工前准备:对铣削机床进行检查,检查刀具和夹具的磨损情况,清洁工作台和切削润滑系统。
铣削加工工艺基础知识概述1. 引言铣削加工是一种常见的金属加工方式,广泛应用于制造业中。
本文将介绍铣削加工的基础知识,包括铣削的定义、分类、工艺流程、工具选择、加工参数和常见问题等方面。
2. 铣削的定义铣削是通过旋转刀具在工件表面切削材料,从而获得所需形状的加工方法。
它是利用刀具的旋转运动和工件的移动来完成加工过程。
铣削加工可以实现多种复杂形状的加工,如平面、曲面、沟槽等。
3. 铣削的分类根据刀具的位置和工件的位置关系,铣削可以分为面铣和端铣两种基本形式。
•面铣:刀具的轴线与工件表面垂直,切削面与工件表面平行。
面铣适用于平面加工和表面精加工。
•端铣:刀具的轴线与工件表面平行,切削面与工件表面垂直。
端铣适用于沟槽加工和形状精加工。
4. 铣削的工艺流程铣削加工的工艺流程通常包括以下几个环节:1.刀具安装:选择合适的刀具,将其安装在铣床或加工中心的主轴上。
2.工件夹紧:将待加工工件固定在工作台上,以确保工件在加工中的稳定性。
3.加工准备:根据加工要求,调整刀具位置、切削速度和进给速度等加工参数。
4.铣削加工:启动铣床或加工中心,开始加工。
根据需要进行多次切削,直至得到所需形状。
5.检验与修整:对加工后的工件进行检验,如平面度、粗糙度等指标的测量。
如有需要,可对工件进行修整。
6.清洁与保养:清洁铣床、刀具和工作台等设备,进行常规保养,以确保设备的正常运行。
5. 刀具选择在铣削加工中,刀具的选择对加工质量和效率起着重要作用。
常见的刀具类型有平面铣刀、球头铣刀、立铣刀、多齿铣刀等。
刀具的选择应根据加工要求、工件材料和加工方式等因素来确定。
6. 加工参数在铣削加工中,一些重要的加工参数包括切削速度、进给速度和切削深度等。
•切削速度:是指刀具表面单位时间内与工件相对运动的速度。
切削速度的选择应根据工件材料、刀具材料和切削方式等因素来确定。
•进给速度:是指单位时间内工件相对于刀具的移动距离。
进给速度的选择应根据切削深度和切削速度等参数来确定。
铣工知识点总结一、铣削工艺基础知识1. 铣削概述铣削是一种通过切削工具对工件进行加工的加工方法。
铣削是通过旋转刀具在工件表面上进行切削,以使工件表面形状和尺寸精度得到改善的一种加工方法。
2. 铣削机床的工作原理铣削机床是一种用来进行平面、立面、曲线和表面的切削加工的机床。
它以主轴旋转为运动的主要形式,通过刀具和工件之间的相对运动实现切削。
铣削机床的工作原理是通过主轴旋转带动刀具进行切削,同时工件在工作台上进行相对运动,实现对工件的加工。
3. 铣削工艺参数铣削工艺参数包括主轴转速、进给速度和切削深度等参数。
这些参数的选择对于工件的加工质量和加工效率都有重要的影响。
合理的工艺参数能够保证良好的加工质量和高效的加工速度。
4. 铣削工艺的加工精度铣削工艺的加工精度是指工件在加工过程中的尺寸精度、形位精度和表面粗糙度等。
加工精度是衡量工件加工质量的重要指标,它直接影响到工件的使用性能。
5. 铣削刀具的选择和使用铣削刀具是铣削加工中使用的切削工具,选择合适的刀具对加工质量和加工效率影响很大。
不同的工件材料和加工要求需要选择不同的刀具类型和刀具参数。
刀具的使用寿命和切削性能是刀具选择的重要考量。
6. 铣削刀具的结构和分类铣削刀具一般由刀身和刀片两部分组成,刀具的结构和刀片的形状决定了它的适用范围。
常见的铣削刀具有平面铣刀、球头铣刀、立铣刀和T型铣刀等,不同类型的刀具适用于不同的加工形式和工件类型。
7. 铣削的切削力铣削加工中的切削力包括主切削力和副切削力,它们的大小和方向对于工件的加工精度和刀具的耐用性都有很大的影响。
合理的切削力分布是铣削加工中的重要问题。
8. 铣削的切削热铣削加工中会产生大量的切削热,切削热的分布和传递对于刀具的使用寿命和工件的加工质量都产生影响。
有效地控制切削热是铣削加工中需要解决的重要问题。
9. 铣削的切屑清理切屑是加工过程中产生的废屑,及时地清理切屑对于保证加工质量和刀具的寿命都有很大的影响,因此切屑清理是铣削加工中的重要环节。

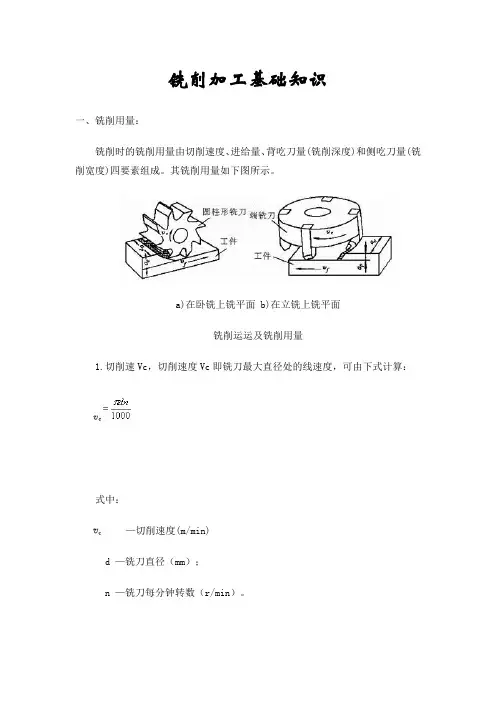
铣削加工基础知识一、铣削用量:铣削时的铣削用量由切削速度、进给量、背吃刀量(铣削深度)和侧吃刀量(铣削宽度)四要素组成。
其铣削用量如下图所示。
a)在卧铣上铣平面 b)在立铣上铣平面铣削运运及铣削用量1.切削速Vc,切削速度Vc即铣刀最大直径处的线速度,可由下式计算:式中:—切削速度(m/min)d —铣刀直径(mm);n —铣刀每分钟转数(r/min)。
2.进给量ƒ,铣削时,工件在进给运动方向上相对刀具的移动量即为铣削时的进给量。
由于铣刀为多刃刀具,计算时按单位时间不同,有以下三种度量方法。
(mm/z)指铣刀每转过一个刀齿时,工件对铣刀的进给量(即⑴每齿进给量ƒZ铣刀每转过一个刀齿,工件沿进给方向移动的距离),其单位为每齿mm/z。
⑵每转进给量ƒ,指铣刀每一转,工件对铣刀的进给量(即铣刀每转,工件沿进给方向移动的距离),其单位为mm/r。
⑶每分钟进给量vf,又称进给速度,指工件对铣刀每分钟进给量(即每分钟工件沿进给方向移动的距离),其单位为mm/min。
上述三者的关系为,式中Z—铣刀齿数—铣刀每分钟转速(r/min),3.背吃刀量(又称铣削深度ap),铣削深度为平行于铣刀轴线方向测量的切削层尺寸(切削层是指工件上正被刀刃切削着的那层金属),单位为mm。
因周铣与端铣时相对于工件的方位不同,故铣削深度的标示也有所不同。
),铣削宽度是垂直于铣刀轴线方向测量的切削层侧吃刀量(又称铣削宽度ae尺寸,单位为mm。
铣削用量选择的原则:通常粗加工为了保证必要的刀具耐用度,应优先采用较大的侧吃刀量或背吃刀量,其次是加大进给量,最后才是根据刀具耐用度的要求选择适宜的切削速度,这样选择是因为切削速度对刀具耐用度影响最大,进给量次之,侧吃刀量或背吃刀量影响最小;精加工时为减小工艺系统的弹性变形,必须采用较小的进给量,同时为了抑制积屑瘤的产生。
对于硬质合金铣刀应采用较高的切削速度,对高速钢铣刀应采用较低的切削速度,如铣削过程中不产生积屑瘤时,也应采用较大的切削速度。