射线检测及缺陷等级评定
- 格式:ppt
- 大小:3.19 MB
- 文档页数:143

射线探伤缺陷等级评定射线探伤缺陷等级评定,这个名字听起来就挺严肃的,不过其实它背后有着很多有趣的故事呢。
想象一下,你在一个大型工厂里,机器轰鸣,工人们忙得不可开交,突然有人喊:“哎呀,有缺陷!”这时候,射线探伤就像一位超级英雄,悄悄地在角落里,透过材料的表面,帮我们检查出潜在的隐患。
好吧,先别着急,什么是射线探伤呢?其实简单说,就是用射线来看看金属或其他材料内部是否有裂缝、气孔,甚至是隐形的缺陷。
就好比你在买水果时,想要检查一下苹果里面有没有虫子。
看上去外表光鲜的苹果,里面可能藏着黑心。
射线探伤就是让你能一眼看穿那些“假货”,真是个聪明的办法。
这可不是随便照一照就完事儿的,它有一套严格的评定标准。
说到这里,有些朋友可能会问:“这标准到底是什么呢?”别急,慢慢来。
得了解缺陷的种类。
就像人有胖瘦高矮,材料也有各种缺陷,比如裂纹、气孔、夹杂物等等。
这些缺陷就像一颗颗定时炸弹,随时可能给我们的安全带来威胁。
所以,要根据缺陷的种类和严重程度来给它们打个分儿。
评定缺陷等级的时候,得看看它们对材料性能的影响。
比如说,裂纹就像个小隐患,没引起重视,后来可能变成大问题。
就像你脚上长了个小水泡,如果不处理,时间一长,走路都难受。
因此,评定缺陷的时候,咱得认真点儿,不能掉以轻心。
说到这里,得提提射线的种类了。
有X射线、伽马射线,各有各的特点。
X射线就像年轻人,活泼好动,能穿透很多材料,常用在医学和工业上。
伽马射线呢,更像老前辈,威力大,但也有点儿“高冷”,不容易掌控。
这些射线,就像调皮的小孩,必须得好好引导,才能发挥出它们的作用。
评定的过程可不是轻松的差事哦。
首先要准备好设备,得确保一切正常。
这就像开车之前要检查车子,轮胎、油量、刹车,都得齐全。
接下来就是进行射线照射。
工作人员得小心翼翼,像个小心翼翼的侦探,把射线对准材料。
然后,得到的图像就像一张神秘的藏宝图,里面可能隐藏着许多意想不到的“宝藏”,当然也可能是个“陷阱”。

射线无损检测底片评定制度射线无损检测底片评定制度1.射线无损检测评片按JB4730-94《压力容器无损检测》标准,焊缝射线透照检测中相关要求执行。
2.射线无损检测底片评定、审核工作必须由射线Ⅱ级资格人员担任。
3.评片人员必须了解被检工件的焊接种类、焊接方法、坡口型式以及材料种类等,以提供评片时参考。
4.评片应在专用评片室内进行。
评片室内的光线应暗淡,但不全暗,室内照明用光不得在底片表面产生反射。
5.评片时,底片应在干燥后观察,观察应在光线暗淡的评片室内进行,观片灯应有观察片最大黑度为3.5的最大亮度。
6.评片的底片质量应符合下列要求:6.1底片上必须显示出与透明厚度相对应的要求达到的最小像质指数;6.2底片有效评定区域内的黑度应满足1.2~3.5的要求。
6.3底片上象质计影象位置应正确,定位标记和识别标记齐全,且不掩盖被检焊缝影象。
在焊缝影象上,能清晰地看到长度小于10mm的象质计金属丝影象;6.4在底片评定区域内不应有以下妨碍底片评定的假缺陷;6.4.1灰雾6.4.2处理时产生的条纹、水迹或化学污斑等缺陷;6.4.3划痕、指纹、脏物、静电痕迹、黑点或撕裂等;6.4.4由于增感屏不好造成的缺陷。
6.5对上述不符和底片质量要求的底片应拒绝评定,并要求重拍。
6.6评片人员根据底片上全影象,按JB4730-94《压力容器无损检测》标准中,焊缝射线透照缺陷等级评定的规定进行评定,缺陷评定应坚持:定性(定缺陷特性);定量(定缺陷的大小尺寸和数量);定位(定缺陷所处位置);定级(按JB4730标准评定质量等级)的四定原则。
6.7焊缝无损检测底片评定合格,开出无损检测合格通知单,出具射线无损检测报告,不合格焊缝开出焊缝返修通知单,按相关规定要求返修后复拍再重新评定。
6.8报告及验收标记6.8.1报告至少应包括以下内容:6.8.1.1委托部门、被检工件名称、编号、被检工件材质、母材厚度;6.8.1.2检测装置的名称、型号、透照方法及透照规范,透照部位及无损检测。

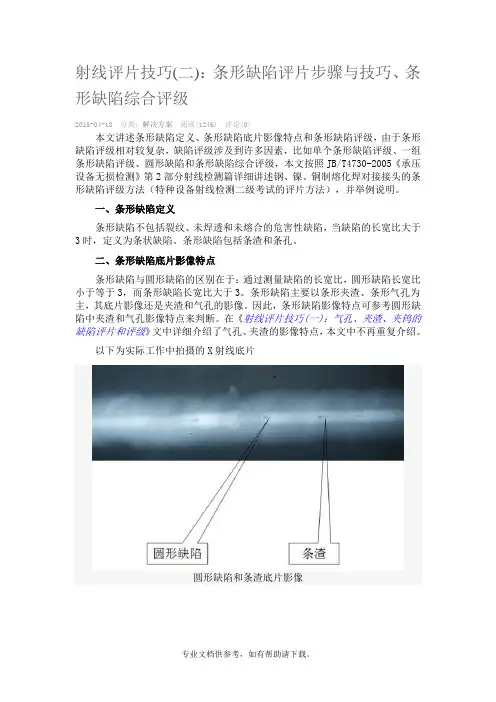
射线评片技巧(二):条形缺陷评片步骤与技巧、条形缺陷综合评级2015-04-18 分类:解决方案阅读(1246) 评论(0)本文讲述条形缺陷定义、条形缺陷底片影像特点和条形缺陷评级,由于条形缺陷评级相对较复杂,缺陷评级涉及到许多因素,比如单个条形缺陷评级、一组条形缺陷评级、圆形缺陷和条形缺陷综合评级,本文按照JB/T4730-2005《承压设备无损检测》第2部分射线检测篇详细讲述钢、镍、铜制熔化焊对接接头的条形缺陷评级方法(特种设备射线检测二级考试的评片方法),并举例说明。
一、条形缺陷定义条形缺陷不包括裂纹、未焊透和未熔合的危害性缺陷,当缺陷的长宽比大于3时,定义为条状缺陷。
条形缺陷包括条渣和条孔。
二、条形缺陷底片影像特点条形缺陷与圆形缺陷的区别在于:通过测量缺陷的长宽比,圆形缺陷长宽比小于等于3,而条形缺陷长宽比大于3。
条形缺陷主要以条形夹渣、条形气孔为主,其底片影像还是夹渣和气孔的影像。
因此,条形缺陷影像特点可参考圆形缺陷中夹渣和气孔影像特点来判断。
在《射线评片技巧(一):气孔、夹渣、夹钨的缺陷评片和评级》文中详细介绍了气孔、夹渣的影像特点,本文中不再重复介绍。
以下为实际工作中拍摄的X射线底片圆形缺陷和条渣底片影像条孔和条渣底片影像三、条形缺陷评级1、表12为JB/T4730.2-2005条形缺陷评级方法JB/T4730.2-2005条形缺陷评级表(1)I级不允许存在条形缺陷;(2)评定框内只有单个条形缺陷;若母材厚度24mm,缺陷长度13mm,II级允许最大长度为24/3=8mm<13mm,则超过II级;III级允许长度24×2/3=16mm>14mm,则该缺陷评为IIV级。
(3)评定框内存在一组条形缺陷;评级方法是先从低级别判定是否满足该条件,满足则评为该级别,不满足判断高级别条件。
若评定框内有条条形缺陷,母材厚度34mm,如下图为缺陷示意图。
条形缺陷示意图若假定评为II级,观察是否满足II级条件。