紫铜钎料钎焊08钢工艺参数的选择
- 格式:pdf
- 大小:352.46 KB
- 文档页数:5

约克广州钎焊工艺有关标准一.钎料和钎剂的使用要求:1.1 钎剂种类:粉末钎剂(粉末晶体,如CJ301)、气体钎剂(助焊剂罐)两种。
1.2 金属钎焊过程中,各种钎料和钎剂的使用要求:见表(1)注意: 金属钎焊在任何的情况下都需要使用气体钎剂.二.钎焊前的基本要求2.1 焊接位置:一般情况下优先选择钎料垂直向下漫流的方式,其次选择水平漫流方式;在没有得到制造工程部认可的情况下不能采用垂直向上漫流方式。
2.2配合间隙:指对特定的钎料在其钎焊温度下,在被焊接处的径向间隙。
要求外接管杯口内径至少应比将要插入管的外径大0.06mm,一般情况下管与管之间的配合间隙不能超过表(2)中的极限值。
2.3 配合面的表面处理:2.3.1 插入管被焊接处附近的20mm范围内必须清洁,不能有任何的残余油污和脏物、杂质、锈、各种氧化物,以免影响焊接质量。
2.3.2 所有需要焊接的铜管内部不应有任何影响清洁度的物质和痕迹。
2.3.3 对于已经产生致密氧化皮的铜管和没有金属光泽的钢管,插入连接前均需要用100#细砂布或铜丝刷擦亮或表面擦花,直至露出金属光泽。
2.3.4 对于焊缝及其附近20mm范围内如有油污则一定要用制造工程部认可的有机溶剂(丙酮)彻底擦洗干净,以保证焊接时没有油污染焊接表面。
2.4 焊接材料:2.4.1 禁止将不同牌号的焊丝混放,以免发生误用。
2.4.2 焊接材料要放置在规定的包装或盒子中,禁止将焊接材料直接放在地上等可能被污染的地方。
2.4.3 被污染的焊接材料不能使用(例如用带油污的手套抓过的焊丝),只有将污染物完全去除后才能使用。
2.4.4 插入深度:接管插入深度要求符合图纸要求,如图纸无标识则其最小插入深度>6mm。
2.4.5 清洁度的要求:如果被焊件的下道工序无法进行清洁处理,焊接前就要使被焊工件符合相关清洁度的规定,并注意焊接时不能产生影响系统清洁度的物质。
三.钎焊工艺要求3.1 流动冷媒工件的焊接部位内部要求充入连续适量的氮气以防止工件氧化变色(氮气的用量和充氮方法根据管路焊接充氮保护有关工艺标准中的要求执行),在充氮进口和焊接点之间的所有泄漏口都必须封堵,出口需比进口小一点,以保证氮气能从出口顺利溢出,来保证充氮效果。

铜与铜合金的钎焊工艺要点
1. 准备工作:清洁表面,去除油污、氧化物和其他杂质,确保焊接表面干净。
2. 选择合适的钎焊材料:钎料应与铜或铜合金相容,并具有良好的润湿性和流动性。
3. 确定适当的焊接温度:根据钎料的要求和工件的材料特性,确定合适的钎焊温度,一般在铜合金的熔点以下进行钎焊。
4. 使用适当的焊接设备:选择合适的焊接设备,例如氧乙炔焊、电弧焊或激光焊等工艺进行钎焊。
5. 控制焊接速度和压力:在钎焊过程中,要控制焊接速度和压力,确保钎料能够充分润湿并均匀地流动。
6. 注意保护气氛:在钎焊过程中,要确保焊接区域处于惰性气氛或者良好的气氛保护下,以防止氧化和腐蚀。
7. 检查焊接质量:完成钎焊后,要进行质量检查,确保焊接接头无裂纹、气孔等缺陷,并进行必要的后处理工艺,如清洗、抛光等处理。

钎料的选择由于钎料的性能在很大程度上既影响钎焊的工艺性能又决定了钎焊的接头性能,所以在品种繁多的钎料种类中,它的选择应从接头使用要求,钎料和母材的相互匹配,钎焊加热工艺以及经济成本等角度进行综合考虑来确定。
从接头使用要求出发,对钎焊接头强度要求不高的,可以用软钎料钎焊,对钎焊接头强度要求比较高的,则应选用硬钎料钎焊。
对在低温下工作的软钎料钎焊的接头,应使用含锡量低,或添加有防止发生冷脆性元素(如锑)的钎料。
对高温下工作的接头,应选用高温强度和抗氧化性好的钎料,如镍基钎料。
由于钎料与母材的成分差别往往很大,容易产生电化学腐蚀。
对接头有耐蚀要求时,选用的钎料应保证钎焊接头的抗腐蚀性。
例如铝的软钎焊接头,应选用耐腐蚀性能比较好的锌基钎料,甚至干脆用铝基硬钎料直接钎焊。
又如一些专门的锡基钎料,如92Sn一SAg一1Sb一20u和84.5S。
一8Ag一7.SSb钎料,钎焊的接头抗腐蚀性比用锡铅钎料和铅基钎料都要好,在较高温度和湿度条件下工作的焊件,应选用前者。
又如用银钎料钎焊不锈钢时,采用不含镍的银钎料钎焊的钎缝在潮湿空气或水中会产生缝隙腐蚀,而采用含镍的银基钎料,就不会发生这种现象。
在钎焊电气零件时,为了满足导电性的要求,应选用导电性好的钎料。
例如,选用含锡量或含银量高的锡铅钎料或银基钎料。
对于有一定特殊要求的接头,如真空密封接头,应选用真空级钎料。
这类钎料不但要求钎料成分的蒸气压要低,而且对易挥发的杂质也应控制得很严。
对于在核反应堆工作的部件,不应选用含硼的钎料钎焊。
钎料与母材的相互匹配是很重要的问题。
在匹配中首先是润湿性问题。
例如,锌基钎料对钢的润湿性很差,所以不能用锌基钎料钎焊钢oBA好2C。
银铜共晶钎料在铜和镍上的润湿性很好,而在不锈钢上的润湿性很差,因此用BAg72C。
钎料钎焊不锈钢时,应在不锈钢上预先涂覆镍,或选用其他钎料。
钎焊硬质合金时,采用含镍和(或)锰的银基钎料和铜基钎料能获得更好的润湿性。

·44·材料开发与应用2009年6月技术支持。
4.1工艺评定QJl02;试板为12和ICrl7Ni,尺寸均为25mill×25焊接设备:焊炬H01—6、焊嘴2号;lnln×80mnl;钎焊材料:钎料HLAgCd26—16.7—17、钎剂钎焊参数见表3。
表3火焰钎焊焊接参数焊前用汽油清洗零件,用砂纸清理焊接锈蚀和氧化膜。
采用中性焰内外焰往复摆动式加热所焊试件。
先加热铜,由铜向不锈钢过渡热量,以减少不锈钢的加热时间,避免不锈钢过烧。
加热时间约为1~2min,温度为635~670℃。
试件加热后,将蘸有钎剂的钎料填满整个焊缝。
焊接时采用内焰,时间为20~30s。
用外焰继续均匀加热15~20s,以保证焊料充分流入焊缝内部。
4.2工艺评定试验结果(1)焊缝外观检验:焊缝成形饱满,无未熔合、气孔、夹渣、裂纹等缺陷;(2)力学性能试验:拉伸试验和剪切试验结果显示.焊缝接头强度大于母材T2的。
5工艺试验根据工艺评定结果,我们采用工艺评定的焊接参数,结合对三通管路结构的工艺性改进,进行了一组焊接工艺试验。
共11套三通管路,经6MPa气压试验,保压20min,全数合格,符合产品气密性要求。
金相组织分析见图2,焊接接头钎料向母材扩散充分,钎缝和母材结合紧密,未出现剥离现象,结合力强度较高。
与渗漏产品的金相组织(图3)对比,不锈钢与铜材间出现明显的组织剥离现象.第24卷第3期范宇洪等:T2紫铜与1Crl7Ni2不锈钢火焰钎焊焊接工艺技术研究‘45·6焊接接头显微组织检测分析7结论经过分析和多次试验,我们配制了合适的浸蚀剂,如表4所示。
腐蚀时,先腐蚀钎料,后腐蚀母材,并注意每次蘸取少量浸蚀剂轻轻腐蚀,切忌过量以免造成腐蚀过头。
表4金相试样浸蚀剂材料浸蚀剂T25%一10%(质量浓度)硫酸与硝酸水溶液钎料10%(质量浓度)过硫酸铵水溶液!竺!!Z盟婆三氢丝丛主芝垫醒iQ坚些垄!塑竺!显微组织见图4,图5,可见,焊缝处组织致密、母材成分均匀,无偏析及疏松等缺陷;钎料向母材扩散充分,结合紧密。
08号钢电阻点焊工艺指导书实验项目电阻点焊搭接接头,材料:冷轧钢带,08号钢,0.5mm实验目的培养学生的实际动手能力,了解电阻点焊的工艺流程。
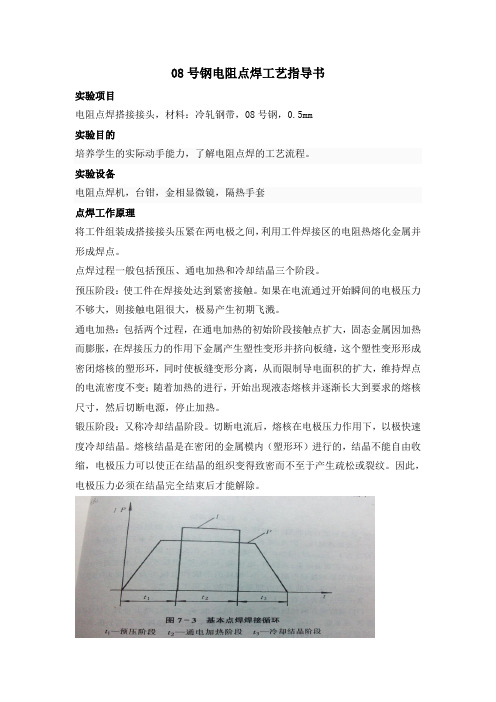
实验设备电阻点焊机,台钳,金相显微镜,隔热手套点焊工作原理将工件组装成搭接接头压紧在两电极之间,利用工件焊接区的电阻热熔化金属并形成焊点。
点焊过程一般包括预压、通电加热和冷却结晶三个阶段。
预压阶段:使工件在焊接处达到紧密接触。
如果在电流通过开始瞬间的电极压力不够大,则接触电阻很大,极易产生初期飞溅。
通电加热:包括两个过程,在通电加热的初始阶段接触点扩大,固态金属因加热而膨胀,在焊接压力的作用下金属产生塑性变形并挤向板缝,这个塑性变形形成密闭熔核的塑形环,同时使板缝变形分离,从而限制导电面积的扩大,维持焊点的电流密度不变;随着加热的进行,开始出现液态熔核并逐渐长大到要求的熔核尺寸,然后切断电源,停止加热。
锻压阶段:又称冷却结晶阶段。
切断电流后,熔核在电极压力作用下,以极快速度冷却结晶。
熔核结晶是在密闭的金属模内(塑形环)进行的,结晶不能自由收缩,电极压力可以使正在结晶的组织变得致密而不至于产生疏松或裂纹。
因此,电极压力必须在结晶完全结束后才能解除。
08号钢性质●特性及适用范围:为极软的碳素钢,强度、硬度很低,而韧性和塑性极高,具有良好的深冲、拉延、弯曲和镦粗等冷加工性能、焊接性能。
但存在时效敏感性,淬硬性及淬透性极低。
大多轧制成高精度的薄板或冷轧钢带用以制造易加工成形,强度低的深冲压或深拉延的覆盖零件和焊接构件。
●化学成份:碳 C :0.05~0.12 硅 Si:0.17~0.37 锰 Mn:0.35~0.65硫 S :≤0.035磷 P :≤0.035铬 Cr:≤0.10镍 Ni:≤0.25铜 Cu:≤0.25●力学性能:抗拉强度σb (MPa):≥325(33)屈服强度σs (MPa):≥195(20)伸长率δ5 (%):≥33断面收缩率ψ (%):≥60硬度:未热处理,≤131HB试样尺寸:试样尺寸为25mm●热处理规范及金相组织:热处理规范:正火930℃,45min,空冷。
Ag-Cu共晶钎料的真空钎焊紫铜工艺刘浩博;秦优琼;孙磊;穆兵兵;张迪帆;施吉翔【摘要】在不同温度下对紫铜真空钎焊接头组织及性能进行了试验研究.钎焊时间为5 min,钎焊温度为820~950℃,钎料为Ag-28Cu,采用扫描电镜(SEM)、X线能谱仪(EDS)、光学显微镜(OP)观测和分析接头微观组织,同时采用拉伸机测试了接头力学性能.试验结果表明,接头的微观组织由铜基固溶体和银铜共晶组织组成;接头的抗剪强度随着钎焊温度的增加而增大,最大值为238 MPa,继续增加钎焊温度,接头抗剪强度降低;接头的断裂处主要在柱状的铜基固溶体与银铜共晶组织的交界处.【期刊名称】《上海工程技术大学学报》【年(卷),期】2013(027)002【总页数】4页(P147-150)【关键词】真空钎焊;Ag-28Cu共晶钎料;微观组织;抗剪强度;断裂形式【作者】刘浩博;秦优琼;孙磊;穆兵兵;张迪帆;施吉翔【作者单位】上海工程技术大学材料工程学院,上海201620;上海工程技术大学材料工程学院,上海201620;上海工程技术大学材料工程学院,上海201620;上海工程技术大学材料工程学院,上海201620;上海工程技术大学材料工程学院,上海201620;上海工程技术大学材料工程学院,上海201620【正文语种】中文【中图分类】TG454铜及铜合金通常具有优良的导电性能、导热性能和在某些介质中优良的抗腐蚀性能,某些铜合金还兼有较高的强度,因而在电气、化工、制氧、酿造、食品、动力及交通等工业部门都得到了广泛的应用.在其应用中,不可避免地要对其进行连接[1].目前,紫铜的连接方法主要有气焊、电弧焊、TIG焊、埋弧焊、扩散焊、电子束焊、等离子焊等焊接方法[2-7].但这些焊接方式存在以下问题:1)铜的高热导率使得母材在熔化焊中极难熔化,这样便出现了难熔合的情况;2)紫铜的收缩率及膨胀系数较大,焊接应力较大,使得接头容易产生热裂纹;3)氢气、水蒸气、氧气会使接头产生气孔;4)接头处与母材在力学性能与导电性能上有所不同,故宜采用钎焊的方法对其进行连接.由于银基钎料熔化温度不是很高,对铜具有良好的润湿性,并有良好的强度、延性、导热性、导电性和抗腐蚀性,广泛用于各种金属的焊接.本文采用Ag-28Cu钎料对紫铜进行真空钎焊,研究不同钎焊温度下接头的微观组织、抗剪强度及断裂特征.1 试验过程1.1 试验材料及试样制备母材:试验采用的母材是铜含量(质量分数,全文同)为99%的紫铜.母材试样尺寸:金相试件尺寸为20mm×10mm×3mm,测量强度试件尺寸为50mm×10mm×3mm,钎料为直径0.8mm 的 Ag-28Cu钎料丝.1.2 试验装置钎焊试验在我国自行研制的KJL-1多功能钎焊真空炉内进行.真空钎焊有以下优点:在加热过程中,零件处于真空气氛,不会出现氧化、脱碳、污染等;零件整体受热,热应力小,可将变形量控制到最小限度;基体金属和钎料周围存在的低压能排出金属在钎焊温度下释放出来的挥发性杂质和气体,基体金属本身的性能也获得改善;真空钎焊不用钎剂,不会出现气孔、夹渣缺陷等.1.3 试验材料的准备1)打磨.为保证各试样具有相同的表面状态,采用200#、400#、600#和1000#的砂纸逐级研磨,这样可以避免因试样表面粗糙度不同而影响钎料的润湿效果.之后将试样在丙酮溶液中进行超声波法清洗.2)试样固定及钎料安放.试样的固定方法和钎料的安放位置如图1所示.试样的搭接长度为2.5mm.3)选择不同的工艺参数进行钎焊.为了探索不同温度对钎焊接头性能的影响,分别进行了4组试验,每组3个试样,试验参数见表1.图1 试样装配示意图Fig.1 Assembly schematic diagram of specimens表1 各组试验的试验参数Table 1 Processing parameters of tests组别钎焊温度/℃ 保温时间/min 真空度/Pa 1 820 2 850 3 900 4 950 5<8×10-32 结果与分析2.1 微观组织图2给出了保温时间为5min,钎焊温度分别为820、850、900和950℃时所获得的Cu/AgCu/Cu接头的微观组织.可以看出,在给定的钎焊工艺条件下,接头获得的组织中靠近铜侧为柱状的相,而钎缝中心为由白色组织和黑色组织构成的花纹状的共晶组织.为了确定反应产物的种类,对钎焊温度900℃的接头用X线能谱仪(EDS)进行能谱分析,结果见表2.从表中可以看出,位置A主要由Cu基固溶体组成,其中含有极少量的Ag原子.根据Ag-Cu二元相图,当钎焊温度超过Ag-28Cu钎料的温度时,母材Cu中会向液态钎料溶解,在随后的冷却过程中,会首先析出Cu 基固溶体,因此位置A为Cu基固溶体.位置B位于钎缝中心,是一些白色基底上有共晶花纹的组织,主要含有Ag和Cu元素,由于本试验采用的是Ag-28Cu钎料,还有部分钎料残留在钎缝中心,因此位置B中白色组织为银基固溶体,黑色为Cu基固溶体.由此可知,采用Ag-28Cu钎料钎焊紫铜,接头的界面结构为Cu /Cu基固溶体/银铜共晶组织/Cu基固溶体/Cu.从图2还可以看出,随着钎焊温度的增加,柱状的Cu基固溶体层厚度增加,钎缝中心的银铜共晶组织层厚度减少;而整个钎缝宽度是降低的.这是因为钎焊温度增加,Cu母材向钎料溶解的量增加,导致柱状的Cu基固溶体的厚度增加;另外,随钎焊温度的增加,钎料的流动性增加,钎料流失较多,因此钎焊温度较高时,钎缝中心的银铜共晶组织层较薄,而整个钎缝宽度降低.图2 钎焊温度对接头界面结构的影响(t=5 min)Fig.2 Effects of brazing temperature on interface microstructure of joints(t=5 min)表2 Cu/Ag-Cu/Cu接头界面处各区能谱分析结果(θ=900℃,t=5 min)Table 2 EDS results of each point at Cu/Ag-Cu/Cu joint interface(θ=900℃,t=5 min)位置 x(Ag)/%x(Cu)/%可能相A 0.1 99.9 Cu 基固溶体B 43.2 56.8银铜共晶组织2.2 钎焊温度对接头力学性能的影响图3是固定保温时间为5min、钎焊温度分别为820、850、900和950℃条件下接头的抗剪强度变化曲线.从图中可以看出,随着钎焊温度的升高,接头的抗剪强度增加,在钎焊温度为850℃时达到最大,为238MPa;继续升高钎焊温度,接头抗剪强度降低;而在温度超过900℃后,接头抗剪强度变化不大.2.3 接头断裂位置分析为了分析接头的断裂位置,对钎焊温度为900℃条件下的钎焊接头剪断后断口的横截面进行金相显微镜观察,如图4所示.从图中可以看出,接头主要断裂在柱状Cu基固溶体与银铜共晶组织的交界处,其中部分柱状Cu基固溶体在拉剪试验中已经被从中拉断.因此,可以认为,在Cu基固溶体与银铜共晶组织的交界处,由于这两种相的物理化学及力学性能差异,接头在拉剪试验时,首先在此处产生缺陷,最后断裂.图3 钎焊温度对接头抗剪强度的影响(t=5 min)Fig.3 Effect of brazing temperature on shear strength of joints(t=5 min)图4 断口横截面(t=5 min)Fig.4 Cross section of fracture(t=5 min)3 结语1)采用Ag-28Cu钎料钎焊紫铜,接头中主要生成柱状的Cu基固溶体和银铜共晶组织.随着钎焊温度的增加或保温时间的延长,接头中柱状的Cu基固溶体厚度增加,而钎缝中心的银铜共晶组织厚度减少,且整个钎缝宽度降低.2)在钎焊温度为850℃,保温时间为5min时,接头的抗剪强度最大,为238MPa.3)接头主要断裂在柱状Cu基固溶体与银铜共晶组织的交界处.参考文献:[1]张启运,庄鸿寿.钎焊手册[M].1版.北京:机械工业出版社,1999.[2]Terajima T,Makata K,Matsumoto Y,et al.Brazing of Cu with Pd-based metallic glass filler[J].Materials Science and Engineering B,2008,148(1-3):128-131.[3]刘长江,唐耀阳,崔西会.汽轮机冷凝器风头的TIG钎焊[J].焊接,2005(2):44-45.[4]李光明,韩仁通,刘殿宝,等.不同焊接条件下TIG焊接紫铜厚板的热效应研究[J].材料科学与工艺,2009,17(1):13-16.[5]王希靖,达朝炳,李晶,等.紫铜的搅拌摩擦焊工艺与接头性能分析[J].兰州理工大学学报,2006,32(4):25-28.[6]李玉龙,王贲,王非凡,等.T2紫铜薄片的超声波焊[J].材料科学与工艺,2009,10(17):163-165.[7]Karamis M B,Tasdemirci A,Nair F.Microstructure analysis and discontinuities in the braze zone of copper tubes[J].Journal of Materials Processing Technology,2003(4):302-312.。
紫铜与钢的焊接采用手工电弧焊、气焊和埋弧焊。
板厚大于3毫米时需开坡口,坡口形式与钢构相同。
开X形坡口时不留钝边,以保证焊透。
当坡口角度太小或端部沾污就不能很好焊透。
紫铜、铜合金与钢的手工电弧焊可采用铜107(T107)、铜227(T227)焊条进行焊接。
被焊材料的厚度为3毫米或3毫米以上,可以采用埋弧焊,焊接接头可以采用对接或“T”形接。
熔剂层下的碳焊用直流正极性,弧压为40~55伏,弧长14~20毫米,电流300~550安,选用焊铜用的焊剂例如焊剂150、焊剂431等。
熔化极电弧焊时,虽然熔剂中加入2~5%的铝、锰、硅和碳酸钙,以及铜墙铁壁焊毕上镀0.1~0.15毫米的锌,仍不能消除气孔。
如对坡口预热150℃,则气孔完全消失。
焊丝用T2铜丝,焊剂用430或360,结果良好。
黄铜、紫铜与钢进行闪光焊和电阻焊均可获得合格的接头。
闪光焊时钢的烧损量比铜大,因些装入焊机的伸出长度应大些。
闪光焊时,钢 L=3.5d ,黄铜L=1.5d ,紫铜L=1d 。
式中d为焊件直径,L为伸出长度。
电阻焊时,钢L=2.5d ,黄铜L=1d ,紫铜L=1.5d 。
顶锻压力均为1.0~1.5公斤力/毫米2。
紫铜及紫铜与低碳钢的焊接工艺紫铜的特点:具有极高的导电性、导热性、优良的可塑性、耐腐蚀性、低温塑性。
由于紫铜导热性好,焊接时热量迅速从加热区传导出去,使母材与填充金属难以融合,这种现象尤其在厚板焊接时表现得更明显。
本公司在近期承接了制作厂内的金属结晶器,整体由低碳钢与紫铜焊接.因为内桶为全紫铜制作,而且内桶与外桶的连接是低碳钢法蓝,从而涉及到紫铜及紫铜与低碳钢的焊接工艺。
焊接要求:要求结晶器整体在6Mpa压缩空气下10分钟无渗漏现象。
把母材需要焊接的位置通过机械加工和等离子切割而得到需要的坡口形式,方便达到焊接要求。
焊接方法的选择:紫铜焊接有很多方法,如气焊、焊条电弧焊、TIG焊、CO2焊、埋弧焊等等方式.考虑到母材结构、工艺、与焊接设备等因素,选择了TIG焊(高纯Ar气体保护焊)。
铜及铜合金焊接施工工艺标准铜及铜合金焊接施工工艺标准1 适用范围本工艺标准适用于紫铜钨极氩弧焊、黄铜的氧乙炔焰焊以及紫铜、黄铜的氧乙炔焰钎焊。
2 施工准备规范性引用文件下列标准适合的条款通过本标准引用则构成本标准的条文,使用本标准的各方应探讨使用下列标准最新版本的可能性。
《铜及铜合金焊接及钎焊技术规程》HGJ223@《铜及铜合金焊条》GB/T3670《铜及铜合金焊丝》GB9460《铜基钎料》GB6418《银基钎料》GB10046《纯铜板》GB2024《黄铜板和带》GB2041《拄制铜管》GB1527《挤制铜管》GB1528》《拄制黄铜管》GB1529《挤制黄铜管》GB1530材料工程中应优先选用已列入国家标准或行业标准的母材和焊接材料工程中选用的母材和焊接材料必须具有质量证明书或合格证,无质量证明书的材料不得使用,对质量证明书或合格证中的数据有怀疑时应进行必要的检验。
用于压力容器受压元件的铜及铜合金应为退火状态。
母材和焊接材料应妥善保管,防止损伤、污染和腐蚀。
施工中应按设计要求或国家现行的标准、规范中的规定选用焊丝、钎料、焊剂、钎剂。
、如果选用未列入国家标准的母材或焊接材料,应对该材料按国家有关标准进行复验,并提出满足设计要求的焊接工艺试验资料。
手工钨极氩弧焊使用的氩气纯度不应低于%,并符合GB4842《氩气》的规定,焊接或钎焊使用的乙炔气纯度不应低于%,氧气纯度不应低于%。
焊丝、焊剂、钎料、钎剂选用参考表作业人员:焊工、管道工焊接设备及工具手工钨极氩弧焊应采用直流正接并选用性能稳定且应附有高频引弧和电流衰减装置及满足工艺要求的其它设施。
氧乙炔焰焊接和钎焊时应根据工件状况选用合适型号及咀头的焊枪。
根据工件及焊丝清洁度的要求配备角向砂轮机,不锈钢丝刷及砂布等。
`施焊环境焊接场所应保持清洁,当焊接、钎焊区域出现下列情况之一,且无有效防护措施时应停止焊接、钎焊作业:①气温低于5℃②钨极氩弧焊时风速>2m/s③雾、雨、雪环境3 施工工艺流程@工艺操作过程.编制焊接工艺评定施工单位应根据设计文件要求进行焊接工艺评定,如设计文件没有明确规定评定所要执行的标准时,焊接工艺评定可按HGJ223《铜及铜焊接及钎焊技术规程》的要求进行。