双相不锈钢S焊接工艺评定报告
- 格式:docx
- 大小:233.26 KB
- 文档页数:7



不锈钢管对接焊接工艺评定报告一、前言本次实验的目的是评定对不锈钢管对接焊接工艺的适应性和效果。
本次对接焊接是在指导老师的要求和监督下进行的,严谨的操作,严格的标准,以期求得最好的实验结果。
通过对不锈钢管的焊接,探究其焊接后的自然状态,包括其硬度,强度,塑性等物理性能,以及焊接的平整度,连接强度等。
同时,也对焊接工艺进行全面的评价和分析,从而提出对焊接工艺的改进建议。
二、实验材料及方法实验材料:不锈钢管,焊接设备,安全防护用品等实验方法:采用对接焊接工艺,进行不同焊接参数下的不锈钢管焊接实验。
三、实验结果及分析通过对不锈钢管的对接焊接后,对焊接处进行硬度,强度等物理性能测试,发现在焊接处的硬度,强度相比于未焊接处有所下降,但其下降的幅度并不大,说明不锈钢管的焊接工艺相对比较成熟,能够保证不锈钢管的焊接质量。
在对焊接工艺的评价方面,主要从焊接的平整度,连接强度等方面进行评价。
从实验结果来看,焊接平整度较好,能够满足工艺要求,但连接强度稍弱,仍有改进的空间。
四、改进建议1、提高焊接技术:对焊工的操作技巧和焊接方法进行培训,以期提高其焊接技术,从而提高结构件焊接后的连接强度。
2、优化焊接参数:通过不断地试验和经验积累,可以找出更适合不锈钢管对接焊接的参数,以此提高焊接质量。
3、严格质量控制:应严格控制焊接前的准备工作,保证焊接前的不锈钢管质量,同时,应严格按照焊接工艺规程进行,保证焊接过程的质量。
4、采用更先进的焊接设备:如采用自动焊接设备,可以降低人为因素的影响,提高焊接质量。
四、结论总的来说,不锈钢管对接焊接的工艺有一定的适应性,并且在一定程度上,能够保证焊接后的物理性能。
但是,对接焊接的强度有待提高,需要进行更多的研究和改进。
此外,我们也需要优化工艺参数,提高焊接技术,严格质量控制,以期提高焊接质量。

双相不锈钢2205的焊接工艺性能的研究摘要:奥氏体-铁素体双相不锈钢简称双相不锈钢,具有优良的力学性能和耐腐蚀性能,2205双相不锈钢在石油及天然气工业,化学工业等行业具有广泛的应用。
双相不锈钢优良的性能是靠适当比例的两相组织来保证,焊接工艺参数对焊接接头的组织与性能有很大的影响,线能量对平衡铁素体和奥氏体两相组织在焊缝金属和热影响区中的比例,保证焊接接头的性能,是双相不锈钢焊接的基本要求。
根据双相不锈钢的焊接冶金特点,采用含镍、氮高的焊接材料,控制焊接线能量,是满足双相不锈钢焊接要求的关键,钨极氩弧焊和焊条电弧焊是适宜的焊接方法。
通过对焊接接头的组织,力学性能、腐蚀性能的分析,最终确定焊接工艺参数,分析线能量,焊接工艺方法对焊接接头组织与力学性能和腐蚀性能的影响。
关键词:焊接性焊接线能量焊接工艺性能试验及评定1、材料特性第二代双相不锈钢一般称为标准双相不锈钢,成分特点是超低碳、含氮,其典型成分为22%Cr+5%Ni +3%Mo0.17%N(见表1,机械性能见表2)。
与第一代双相不锈钢相比,2205进一步提高氮含量,增强在氯离子浓度较高的酸性介质中的耐应力腐蚀和抗点蚀性能。
氮是强烈的奥氏体形成元素,加入到双相不锈钢中,既提高钢的强度且不显著损伤钢的塑韧性,又能抑制碳化物析出和延缓a相形成。
表1 双相不锈钢2205D的化学成分表2双相不锈钢2205的机械性能。
2、组织特点双相不锈钢在室温下固溶体中奥氏体和铁索体约各占半数(双相不锈钢2205铁素体含量应为30%~50%,典型值是45%左右,当铁素体含量低于30%时,双相不锈钢会发生脆化,力学性能下降。
),兼有两相组织特征,双相不锈钢保留了铁索体不锈钢导热系数大、线膨胀系数小、耐点蚀、缝隙及氯化物应力腐蚀的特点;又具有奥氏体不锈钢韧性好、脆性转变温度较低、抗晶间腐蚀、力学性能和焊接性能好的优点。
3 、焊接特点的研究对于2205双相不锈钢来说,理论上具有良好的焊接性,如果采用合理的焊接工艺,几乎所有的焊接方法都可以用,与奥氏体不锈钢的焊接相比,2205双相不锈钢对污染更敏感、特别是湿气、水分。
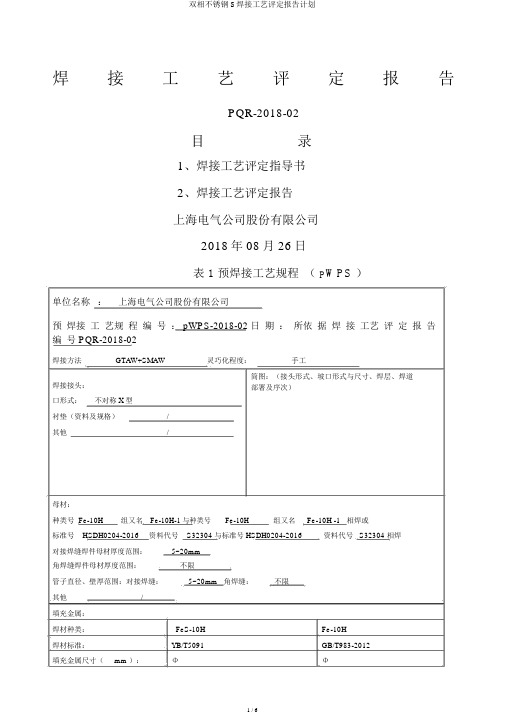
焊接工艺评定报告PQR-2018-02目录1、焊接工艺评定指导书2、焊接工艺评定报告上海电气公司股份有限公司2018年 08月 26日表 1 预焊接工艺规程(P WPS )单位名称:上海电气公司股份有限公司预焊接工艺规程编号: pWPS-2018-02 日期:所依据焊接工艺评定报告编号 PQR-2018-02焊接方法GTAW+SMAW焊接接头:口形式:不对称 X型衬垫(资料及规格)/其他/灵巧化程度:手工简图:(接头形式、坡口形式与尺寸、焊层、焊道部署及序次)母材:种类号 Fe-10H组又名Fe-10H-1与种类号Fe-10H组又名Fe-10H -1 相焊或标准号 HSDH0204-2016资料代号S32304 与标准号HSDH0204-2016资料代号 S32304 相焊对接焊缝焊件母材厚度范围:5~20mm角焊缝焊件母材厚度范围:不限管子直径、壁厚范围:对接焊缝:5~20mm 角焊缝:不限其他/填充金属:焊材种类:FeS-10H Fe-10H焊材标准:YB/T5091GB/T983-2012填充金属尺寸(mm ):ΦΦ焊材型号:ER2209E2209-16焊材牌号(金属资料代号)://填充金属种类:双相不锈钢焊丝双相不锈钢焊条其他://对接焊缝焊件焊缝金属厚度范围:5~20mm角焊缝焊件焊缝金属厚度范围:不限耐蚀堆焊金属化学成分(% )CSi MnP S Cr Ni MoV TiNb其他填充金属:注:对每一种母材与焊接资料的组合均需分别填表。
表 1(续)焊接地址:对接焊缝的地址3G立焊的焊接方向:(向上、向下)/角焊缝地址/立焊的焊接方向:(向上、向下)/预热:最小预热温度(℃)/最大道间温度(℃)100保护预热时间/加热方式/焊后热办理:保温温度(℃)/保温时间( h)/气体:气体种类混杂比流量( L/min )保护气体Ar/7-9尾部保护气Ar/8-10反面保护气Ar/9-12电特色:电流种类直流电源极性正接 /反接焊接电流范围( A )110~ 15090~ 160电弧电压( V )12~ 1420~25焊接速度( cm/min )(范围)8~ 107~ 12钨极种类及直径( mm)wce-20Φ喷嘴直径( mm )Φ 10焊接电弧种类(发射弧、短路弧等)/焊丝送进速度(cm/min )/(按所焊地址和厚度,分别列出电流和电压范围,记入下表)焊道 /焊接填充金属焊接电流焊接电压焊接速度线能量直径焊层方法牌号极性电流( A)(V )( cm/min )( KJ/cm )(mm)内 1GTAW ER2209Φ正接110~15012~148~10/外 1SMAW E2209-16Φ直、90~12020~227~9反内 2GTAW ER2209Φ正接110~15012~148~10/外 2SMAW E2209-16Φ直、120~16022~2510~12反内 3GTAW ER2209Φ正接110~15012~148~10/技术措施:摇动或不摇动不摇动摇动参数/焊前清理和层间清理焊前用不锈钢专用砂轮机将坡口表面及两侧各20㎜范围内的铁锈、油污等除去干净。

不锈钢管对接焊接工艺评定报告《不锈钢管对接焊接工艺评定报告》一、背景介绍近年来,随着不锈钢管在化工、石油、食品等行业中的广泛应用,对不锈钢管的对接焊接工艺要求也越来越高。
本评定报告旨在评定一种适用于不锈钢管对接焊接的工艺,以确保焊接接头的质量和可靠性。
二、评定内容1.焊接工艺参数2.焊接接头的力学性能3.焊接接头的内部缺陷情况4.焊接接头的外观质量三、评定方法本次评定采用实际样品进行对接焊接,根据焊接工艺参数、力学性能测试、缺陷检测和外观质量评定进行综合评定。
四、评定结果与分析1.焊接工艺参数本次评定使用了倒角坡口,采用氩弧焊接,焊接电流为100A,焊接电压为20V,焊接速度为5mm/s。
根据实际焊接结果,得到的焊缝均匀、牢固,符合工艺要求。
2.力学性能测试对焊接接头进行力学性能测试,包括拉伸试验和冲击试验。
拉伸试验结果显示,焊接接头的抗拉强度达到了不锈钢管的要求。
冲击试验结果显示,焊接接头的韧性良好,符合不锈钢管对冲击性能的要求。
3.缺陷检测对焊接接头进行X射线检测和超声波检测。
结果显示,焊接接头无内部缺陷,符合不锈钢管的质量要求。
4.外观质量评定对焊接接头的外观质量进行评定,包括焊缝的光洁度、焊缝的均匀性等。
结果显示,焊接接头的外观质量良好,符合不锈钢管的要求。
五、总结与建议通过对不锈钢管对接焊接工艺的评定,证明了该工艺能够满足行业的要求,焊接接头的质量和可靠性得到了保证。
在实际应用中,需要注意焊接工艺参数的控制和焊接接头的外观质量的检查,以提高整体焊接质量。
1.标准号XXX-XXX-XXX.2.XXX期刊,XX卷,XX页。
3.XXX报告,XXX年。
不锈钢管对接焊接工艺评定报告
一、技术要求
1,焊接方法
不锈钢管的对接焊接一般采用TIG焊接方法,有时采用MIG/MAG填充焊接方法。
在选择焊接方法时要按照管件的特性来决定。
2,焊接温度
TIG焊时,焊缝要求温补,焊接温度要求在1300℃以上,使焊缝受热深入均匀,以保证接头质量。
MIG/MAG焊接温度要求在900℃―1000℃。
3,焊接前清洗抗氧化
对接焊接操作前,要对焊接部位进行抛光与抗氧化处理。
抛光要求达到RA6.3一下,抗氧化处理时,要采用酸洗液进行清洗。
4,焊接参数
TIG焊时,电流一般设定在40-60A,送丝速度一般设定在3.5-
5M/min,氩气流量一般设定在10-15L/MIN。
MIG/MAG焊时,电流一般设定在250-300A,送丝速度一般设定在5-7M/min,保护气流量一般设定在
12-15L/MIN。
5,焊接缝长
不锈钢管的对接焊接缝长不宜过长,一般控制在300mm以内。
6,支吊
焊接前要严格支吊,以防硕变。
严格支吊可以减少焊接变形,保证焊接质量。
7,进行工艺试验
在焊接前,要进行坡口工艺试验,验证焊接参数的合理性,以保证最终的成品质量。
二、缺陷判定
不锈钢管的对接焊接以后,要对焊缝进行缺陷判定,针对不同的缺陷有不同的处理方式。
S32101 GMAW 焊接工艺评定作者:贺磊来源:《价值工程》2014年第05期摘要:选择产品的焊接工艺是否合理以及技术是否具有先进性,在核电产品的生产过程中会直接关系到产品的质量。
焊接施工之前按照相关的要求规定,为了有效保证产品的焊接质量,必须对焊接工艺进行评定。
根据相应的标准以及根据拟定的焊接工艺进行焊接试件制作和检验,从而测定焊接接头是否满足标准规定的各种性能即为焊接工艺评定。
双相不锈钢S32101采用气保焊进行焊接,通过实施焊接工艺评定而获得焊接接头的性能是否满足标准的要求,从而为今后编制焊接工艺规程提供可靠的依据。
关键词:焊接方法;焊接工艺评定;双相不锈钢S32101;性能中图分类号:TG44 文献标识码:A 文章编号:1006-4311(2014)05-0030-020 引言双相不锈钢是一种具有突出性能的钢种,如优秀的高耐腐蚀性和便于加工制造等。
与奥氏体不锈钢相比,虽然双相不锈钢具有很多相似之处,但是区别也很多[1]。
在焊接方面两者存在很大的差异,双相不锈钢具有很好的抗热烈性,而奥氏体不锈钢则会在焊缝的凝固过程中易产生热裂倾向。
热影响区是双相不锈钢焊接中存在的最主要问题,此问题主要是降低韧性、焊后开裂以及耐蚀性[2]。
焊接时重点是考虑使在450℃~850℃温度范围内的停留时间最短。
1 材料1.1 试板材料采用ASME A240 S32101双相不锈钢板。
1.2 焊接材料:①填充金属:充分考虑焊材与母材的化学成分和力学性能的配备性以选择焊材。
焊材所焊的熔敷金属无论在强度、塑性合适冲击韧性上均不能够低于被焊钢种的最低值[3]。
此外,还应当全面考虑由于焊缝导致的缺陷、焊接工艺、坡口形式等因素。
在选择填充金属时,根据双向不锈钢ASME A240 S32101的特点,选择型号ER2209的双相不锈钢焊丝,具有较好的抗拉强度、抗应力腐蚀能力和抗腐蚀性能。
②气体:采用纯度为80%Ar2和20%CO2的混合气体。
双相不锈钢(GTAW)焊接工艺评定摘要:压力容器产品制造过程中,产品的焊接工艺是否合理、先进将会直接关系到产品的质量。
为确保产品的焊接质量,在正式焊接施工前必须进行焊接工艺评定。
焊接工艺评定就是按照所拟定的焊接工艺,根据标准的规定,制作焊接试件,检验试样,测定焊接接头是否具有标准所规定的各种性能。
双相不锈钢S31803采用(GTAW)焊接,目的就是,通过焊接工艺评定,获得焊接接头的力学性能及耐腐蚀性是否符合标准要求。
为今后编制焊接工艺规程提供依据。
关键词:双相不锈钢S31803;焊接方法;焊接工艺评定;力学性能中图分类号:TG44 文献标识码:A 文章编号:1006-4311(2010)09-0225-010 引言双相不锈钢是一类优良的耐腐蚀高强度和易于加工制造等诸多优异性能的钢种。
它与奥氏体不锈钢制造有许多相似之处,但也有重要区别。
双相不锈钢在焊接方面,它与奥氏体不锈钢的区别是,奥氏体不锈钢的焊缝凝固过程中易产生热裂倾向。
而双相不锈钢具有非常好的抗热裂性,焊接时很少考虑热裂。
双相不锈钢焊接最主要的问题是热影响区而不是焊缝金属,热影响区的问题是耐蚀性、韧性降低或焊后开裂。
焊接时重点是考虑使在450~850℃温度范围内的停留时间最短。
1 材料焊接工艺评定材料。
1.1 试板材料采用ASME SA-240 S31803双相不锈钢板。
1.2 焊接材料①填充金属:在选用焊材时,应考虑与母材化学成份和力学性能性相配备的焊接材料。
焊接材料所焊的熔敷金属强度、塑性和冲击韧性都不能低于被焊钢种的最低值。
还应把焊缝可能产生的缺陷、焊接工艺、焊接规范、坡口形式和焊接设备等因素考虑在内。
根据双相不锈钢SA-240(S31803)的特点,选用型号ER2209双相不锈钢焊丝作填充金属,这类焊丝的熔敷金属具有奥氏体-铁素体双相组织,其特点也具有较高的抗拉强度和良好的抗应力腐蚀能力或抗点腐蚀性能。
②气体:采用氩气,其纯度为99.95%以上。
双相不锈钢S焊接工艺
评定报告
集团标准化工作小组 #Q8QGGQT-GX8G08Q8-GNQGJ8-MHHGN#
焊接工艺评定报告
PQR-2018-02
目录
1、焊接工艺评定指导书
2、焊接工艺评定报告
上海电气集团股份有限公司
2018年08月26日
表1预焊接工艺规程(P WPS)
表1(续)
外
1
SMA
W
E2209-16 Φ
直、
反
90~120 20~22 7~9 ~
内2 GTA
W
ER2209 Φ正接110~150 12~14 8~10 /
外2 SMA
W
E2209-16 Φ
直、
反
120~160 22~25 10~12 ~
内3 GTA
W
ER2209 Φ正接110~150 12~14 8~10 /
技术措施:
摆动或不摆动不摆动摆动参数 /
焊前清理和层间清理焊前用不锈钢专用砂轮机将坡口表面及两侧各20㎜范围内的铁锈、油污等清除
干净。
焊接过程中要用专用砂轮机、钢丝刷等工具进行层间清背面清根方法 /
单道焊或多道焊(每面)多层焊+多道焊单丝焊或多丝焊单丝
导电嘴至工件距离(mm)钨极伸出长度3-5mm 锤击 /
其他: /
编制日
期
审核日期批准日期
表2焊接工艺评定报告
单位名称:上海电气集团股份有限公司
焊接工艺评定报告编号: PQR-2018-02 预焊接工艺规程编号: pWPS-2018-02 焊接方法: GTAW+SMAW 机械化程度:手工
接头简图:(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺的焊缝金属厚度)
母材:
材料标准 HSDH0204-2016
材料代号 S32304与 S32304相焊,相类、组别焊后热处理:
保温温度(℃) / 保温时间(h) /
表2续
表2(完)。