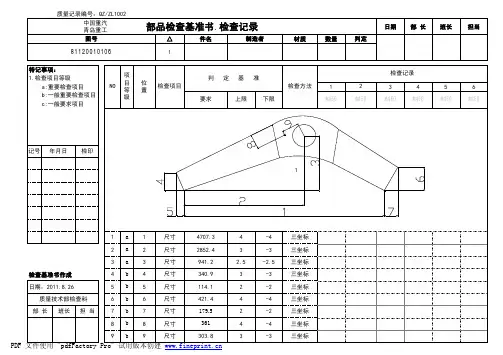
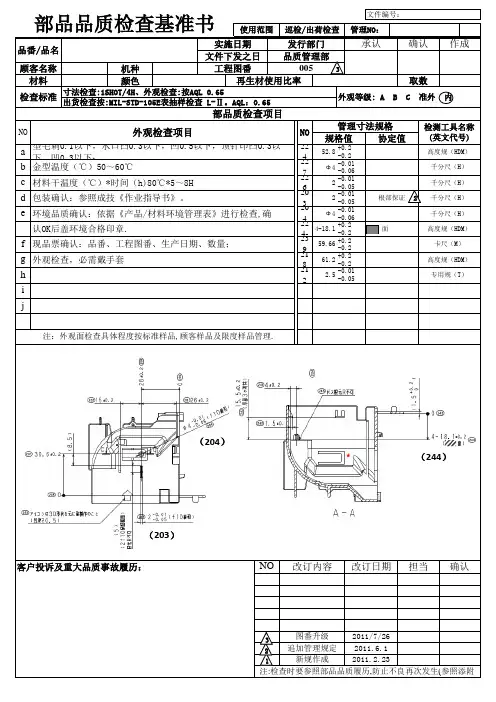
部品品质检查基准书
- 格式:xls
- 大小:324.50 KB
- 文档页数:1
零件检测基准书
1. 范围:本基准书适用于[具体零件名称]的检测。
2. 检测目的:确保零件符合设计规格和质量要求。
3. 检测项目:
- 尺寸检测:包括长度、宽度、高度、直径等关键尺寸的测量。
- 外观检测:检查零件表面有无缺陷、划痕、氧化等。
- 材质检测:确定零件所使用的材料是否符合要求。
- 功能检测:验证零件是否能正常工作,如连接是否牢固、运动是否灵活等。
4. 检测设备和工具:列出所需的检测设备和工具,如卡尺、显微镜、材料分析仪等。
5. 检测方法:
- 详细描述每个检测项目的具体检测方法和步骤。
- 提供图片或图示,以帮助理解检测过程。
6. 检测标准:明确每个检测项目的合格标准,如尺寸公差、外观缺陷限度等。
7. 检测记录:要求检测人员详细记录每个零件的检测结果,包括检测日期、检测人员、检测结果等信息。
8. 不合格品处理:定义不合格品的处理程序,如返修、报废、退货等。
9. 检测周期:根据零件的重要性和使用环境,确定合理的检测周期。
10. 人员培训:确保检测人员经过必要的培训,具备相应的检测技能和知识。
请注意,以上内容仅供参考,您可以根据实际需求进行调整和完善。
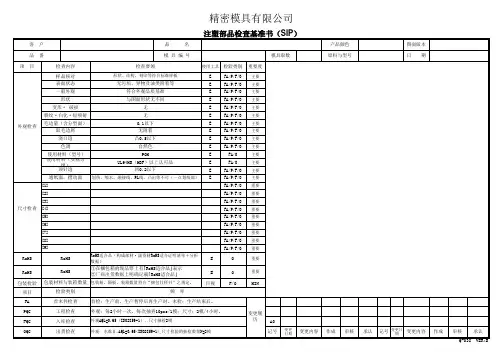
产品检验基准书精编 Document number:WTT-LKK-GBB-08921-EIGG-22986目的:规范产品检验手法与标准,保证公司检验标准的一致性,确保检验结果的有效性。
适用范围:本标准适用于公司内部所有产品的检验判定。
职责权限:本标准由工程部协助,品质部主导建立,总经理核准生效。
各部门统一执行,执行时可依据实际情况随时向品质部提出修改或更正建议,本标准由品质部主导修正。
相关文件:《抽样检验作业规范》、《进料检验作业规范》、《制程检验作业规范》、《出货检验作业规范》、《成品检验作业流程图》等。
文件细则:使用仪器及相关环境要求:计算机PCB′对应测架相对湿度:45%-85%外观检验环境:照明度:40W日光灯照(直径2cm-4cm)或宽敞环境中的自然光照下目视距离:30-50cm(矫正后视力以上)目视角度:45°目视时间:10-15秒抽样方案及验收水准:依照《抽样检验作业规范》执行。
检验要求及作业注意事项:依照《进料检验作业规范》、《制程检验作业规范》、《成品检验作业规范》、《出货检验作业规范》相关规定执行检验。
声明:凡判定标准介于公司标准与客户标准之间者,需经品质部门或工程部门判定缺点等级。
凡未列入判定标准之不良项目,由品质部门或工程部门判定其缺点等级。
PCBA检验项目及判定标准:成品MOUSE检验项目及判定标准:备注:1.批次构成以送检部门的一次性送检数量为一批。
2.判定时依据《抽样检验操作规范》相关规定对照AC/RE的个数,然后参考上表判定缺陷等级,再综合进行判定,不良品需经主管确认后再与生产部对机。
3.当不良品的个数超过任何一个(CR/MAJ/MIN)对应级别的判退标准时,判定该批为不合格批。
4.当不良品的个数总和超过MI级别的允收数量时判定该批为不合格批。
5.一般包装的材料、方式、结构等外观参照BOM核对料号和规格。
6.鼠标因种类不同,要求测试项目也不同,不要求测试的电气项目可依主管通知为准或询问工程部门主管。
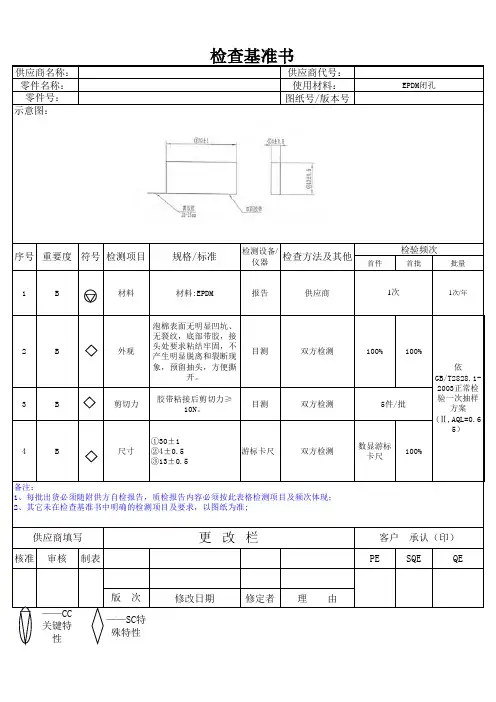
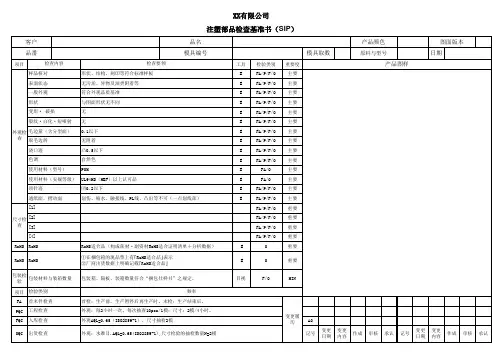
供应商代号:使用材料:图纸号/版本号
首件
首批
批量
1B 材料材料:EPDM 报告供应商1次/年
2B 外观
泡棉表面无明显凹坑、无裂纹,底部带胶,接头处要求粘结牢固,不产生明显脱离和裂断现象,预留抽头,方便撕
开。
目测双方检测100%100%
3B 剪切力胶带粘接后剪切力≥
10N。
目测双方检测4B 尺寸
①30±1②4±0.5③13±0.5
游标卡尺双方检测
数显游标卡尺
100%
核准
审核
制表
PE
SQE
QE
版 次
修改日期修定者理 由
——CC 关键特性
——SC特殊特性
示意图:
1次
5件/批
依
GB/T2828.1-2003正常检验一次抽样方案(Ⅱ,AQL=0.6
5)
序号重要度符号检测项目规格/标准
检测设备/仪器
零件号:检验频次
备注:
1、每批出货必须随附供方自检报告,质检报告内容必须按此表格检测项目及频次体现;
2、其它未在检查基准书中明确的检测项目及要求,以图纸为准;
供应商填写更 改 栏
客户 承认(印)检查方法及其他
检查基准书
供应商名称:零件名称:EPDM闭孔。
产品检验基准书⽂件版本/版次:A/1页码:第1页,共12页⽂件版本/版次:A/1页码:第2页,共12页⽬的:规范产品检验⼿法与标准,保证公司检验标准的⼀致性,确保检验结果的有效性。
适⽤范围:本标准适⽤于公司内部所有产品的检验判定。
职责权限:本标准由⼯程部协助,品质部主导建⽴,总经理核准⽣效。
各部门统⼀执⾏,执⾏时可依据实际情况随时向品质部提出修改或更正建议,本标准由品质部主导修正。
相关⽂件:《抽样检验作业规范》、《进料检验作业规范》、《制程检验作业规范》、《出货检验作业规范》、《成品检验作业流程图》等。
⽂件细则:使⽤仪器及相关环境要求:计算机PCB′对应测架相对湿度:45%-85%外观检验环境:照明度:40W⽇光灯照(直径2cm-4cm)或宽敞环境中的⾃然光照下⽬视距离:30-50cm(矫正后视⼒1.0以上)⽬视⾓度:45°⽬视时间:10-15秒抽样⽅案及验收⽔准:依照《抽样检验作业规范》执⾏。
检验要求及作业注意事项:依照《进料检验作业规范》、《制程检验作业规范》、《成品检验作业规范》、《出货检验作业规范》相关规定执⾏检验。
声明:凡判定标准介于公司标准与客户标准之间者,需经品质部门或⼯程部门判定缺点等级。
凡未列⼊判定标准之不良项⽬,由品质部门或⼯程部门判定其缺点等级。
PCBA检验项⽬及判定标准:ISO9001⽂件——未经许可请勿翻印——⽂件版本/版次:A/1页码:第3页,共12页ISO9001⽂件——未经许可请勿翻印——⽂件版本/版次:A/1页码:第4页,共12页ISO9001⽂件——未经许可请勿翻印——⽂件版本/版次:A/1页码:第5页,共12页成品MOUSE检验项⽬及判定标准:ISO9001⽂件——未经许可请勿翻印——深圳市世伟通讯科技有限公司⽂件名称:产品检验基准书制订⽇期:2010年9⽉12⽇⽂件编号:修订⽇期:2011年2⽉22⽇⽂件版本/版次:A/1页码:第6页,共12页ISO9001⽂件——未经许可请勿翻印——外形、颜⾊、规格与 BOM 不相符√缩⽔:超过规格或样品要求√⽂件版本/版次:A/1页码:第 7 页,共 12 页蝴蝶孔规格不符要求√准暂由主管依蝴蝶孔位置偏移﹥2mm ;倾斜﹥1mm√产品⽽7彩卡表⾯破损、划伤、磨花、不洁、⽑边、汽泡 √ 压⾼周波后⽑边、卷边等不良有明显刮⼿感 √ 杂斑点超过规定要求 √ 规格与BOM 不相符 √ 印刷错误 √ ⾊差超过限度规格 √ 表⾯褶皱/皱纹、刮伤、脏污、⽑边等 √ 套印移位,油墨不均:超过规格要求 √缺蝴蝶孔 √ 蝴蝶孔规格不符要求 √表⾯⽓泡,磨沙痕,贴膜易脱落 √与吸塑配合蝴蝶孔偏移﹥2mm √ 附件规格与 BOM 不相符(错件) √ 漏件 √ 定,⽑边卷边⾼度不可超过 0.3mm8 其它附件(说明书/保证排放(包装放置)⽅式不符规格要求 √短装 √ 内置产品型号错√混装 √卡等)包装太紧(装卸困难) √ 包装太松 √ 报验箱号、包装数量不符 √ CABLE 头 MARK ⽅向置反 √ 依据BOM 表,样品及9电池菲林⽚,判定标外观脏、破、划伤等不良 √ 准可参⽣锈、漏液等不良 √ 考附表,外观及10 漏装、短装 √ ⿏标本体外观检查批锋:超过规格或样品要求√检查⽅法参考上述标准ISO9001 ⽂件—— 未经许可请勿翻印 ——11美⼯线⽬测产品各配合间隙是否均匀⼀致,间隙13密合度掰动上下盖,组装位松动不密合,间隙⽂件版本/版次:A/1页码:第8页,共12页结构检查裂纹:超过规格或样品要求√刮伤:超过规格或样品要求√顶⽩:超过规格或样品要求√变形、凹凸点:超过规格或样品要求√⽑边:超过规格或样品要求√脱花:超过规格或样品要求√⾊差:超出规格或样品要求√污渍:超出规格或样品要求√沙砾:超过规格或样品要求√飞油:超过规格或样品要求√⾊差:超过限度标准或与样品差异明显√积油:超过规格或样品要求√⽬视不﹥0.3mm√能判定12平整度产品四周不平整,晃动,与平⾯间隙﹥0.3mm√﹥0.2mm,螺丝未锁紧合√与BOM要求不符(图案/颜⾊/尺⼨)√LOGO位置偏移﹥0.5mm√的情况下使⽤间隙规测量喷油及14丝印LOGOLOGO位置倾斜﹥0.2mm√印刷不良(飞油、沙砾、积油、⽑边、划伤等)√⾊差超过限度规格√LOGO的可靠度测试采⽤酒精擦拭法外观及结构检查15按键附着性不符合规格要求√缺LOGO√松动/浮键/偏⼼/键不平齐(颗粒⾼低不⼀)√表⾯赃污、划伤、⾊差等外观不良√⼿感不良/click声⾳不明确√卡键√按键⼒同⼀位置相差明显√双响√按键连键√ISO9001⽂件——未经许可请勿翻印——⽂件版本/版次:A/1页码:第9页,共12页ISO9001⽂件——未经许可请勿翻印——24敲机摇27划线测试单轴√⽂件版本/版次:A/1页码:第10页,共12页查确表⾯刮伤、压凹痕、脏污√表⾯披锋超过规格要求﹥0.2mm√⾊差明显√表⾯刮伤、塑材不良超过规格要求√21电池盖22脚垫装⼊下盖不到位√组装后搬运或碰撞后易脱落√装⼊下盖很松或很紧,段差﹥0.3mm√规格与BOM不相符√漏贴脚垫√未贴⾄定位(贴于框外)√破损,划伤(不影响功能)√23接收器接收器放置未能固定良好,放置不顺畅√拿取不⽅便,或表⾯有脏污、擦痕等√敲机摇机后,产品测试⽆功能√机检验敲机摇机后,产品测试功能不稳定√敲机摇机后,产品内有异声(不含本⾝元件)√产品内有异物(导电材料)√25异物产品内有异物(绝缘材料)√敲机后包装盒内有异物√再测试电⽓功能及特殊性螺丝孔内有异物√按键⽆功能,或功能不稳定√按键接触不良(时有时⽆/须⽤⼒按压)√⽤⼿指点击按测试按键短路√键前端26按键测试按键动作错误√2/3部位,每按键不能正常回弹√个按键按键串键√最少按按键动作⾏程感差(触感差),⽆明显Click声响√三次⽆法划线(⽆轨迹)、脱球√分别以20~25cm/s与ISO9001⽂件——未经许可请勿翻印——⽂件版本/版次:A/1页码:第11页,共12页ISO9001⽂件——未经许可请勿翻印——⽂件版本/版次:A/1页码:第12页,共12页备注:1.批次构成以送检部门的⼀次性送检数量为⼀批。
产品检验基准书This manuscript was revised by JIEK MA on December 15th, 2012.目的:规范产品检验手法与标准,保证公司检验标准的一致性,确保检验结果的有效性。
适用范围:本标准适用于公司内部所有产品的检验判定。
职责权限:本标准由工程部协助,品质部主导建立,总经理核准生效。
各部门统一执行,执行时可依据实际情况随时向品质部提出修改或更正建议,本标准由品质部主导修正。
相关文件:《抽样检验作业规范》、《进料检验作业规范》、《制程检验作业规范》、《出货检验作业规范》、《成品检验作业流程图》等。
文件细则:使用仪器及相关环境要求:计算机PCB′对应测架相对湿度:45%-85%外观检验环境:照明度:40W日光灯照(直径2cm-4cm)或宽敞环境中的自然光照下目视距离:30-50cm(矫正后视力以上)目视角度:45°目视时间:10-15秒抽样方案及验收水准:依照《抽样检验作业规范》执行。
检验要求及作业注意事项:依照《进料检验作业规范》、《制程检验作业规范》、《成品检验作业规范》、《出货检验作业规范》相关规定执行检验。
声明:凡判定标准介于公司标准与客户标准之间者,需经品质部门或工程部门判定缺点等级。
凡未列入判定标准之不良项目,由品质部门或工程部门判定其缺点等级。
PCBA检验项目及判定标准:检成品MOUSE检验项目及判定标准:1.批次构成以送检部门的一次性送检数量为一批。
2.判定时依据《抽样检验操作规范》相关规定对照AC/RE的个数,然后参考上表判定缺陷等级,再综合进行判定,不良品需经主管确认后再与生产部对机。
3.当不良品的个数超过任何一个(CR/MAJ/MIN)对应级别的判退标准时,判定该批为不合格批。
4.当不良品的个数总和超过MI级别的允收数量时判定该批为不合格批。
5.一般包装的材料、方式、结构等外观参照BOM核对料号和规格。
6.鼠标因种类不同,要求测试项目也不同,不要求测试的电气项目可依主管通知为准或询问工程部门主管。
页 文件名称:产品检验基准书文件编号:ISO9001文件文件名称:产品检验基准书制订日期:2010 年9 月12 日文件编号:修订日期:2011 年 2 月文件版本/版次:A/1页码:第2页,共12页目的:规产品检验手法与标准,保证公司检验标准的一致性,确保检验结果的有效性。
适用围:本标准适用于公司部所有产品的检验判定。
职责权限:本标准由工程部协助,品质部主导建立,总经理核准生效。
各部门统一执行,执行时可依据实际情况随时向品质部提出修改或更正建议,本标准由品质部主导修正。
相关文件:《抽样检验作业规》、《进料检验作业规》、《制程检验作业规》、《出货检验作业规》、《成品检验作业流程图》等。
文件细则:使用仪器及相关环境要求:计算机PCB′对应测架相对湿度:45%-85%外观检验环境:照明度:40W 日光灯照(直径2cm-4cm)或宽敞环境中的自然光照下目视距离:30-50cm(矫正后视力 1.0 以上)目视角度:45°目视时间:10-15 秒抽样方案及验收水准:依照《抽样检验作业规》执行。
检验要求及作业注意事项:依照《进料检验作业规》、《制程检验作业规》、《成品检验作业规》、《出货检验作业规》相关规定执行检验。
声明:凡判定标准介于公司标准与客户标准之间者,需经品质部门或工程部门判定缺点等级。
凡未列入判定标准之不良项目,由品质部门或工程部门判定其缺点等级。
PCBA检验项目及判定标准:ISO9001文件——未经许可请勿翻印——文件名称:产品检验基准书制订日期:年Array日文件名称:基准书文件编号:ISO9001文件文件名称:基准书文件编号:ISO9001文件市世伟通讯科技文件名称:Array产品检验基准书文件编号:ISO9001文件——未经许可请勿翻印——市世伟通讯科技文件名称:产品检验基准书制订日期:2010 年9 月12 日文件编号:修订日期:2011 年 2 月22 日文件版本/版次:A/1页码:第7页,共12页蝴蝶孔规格不符要求√准暂由主管依蝴蝶孔位置偏移﹥2mm;倾斜﹥1mm√产品而7彩卡表面破损、划伤、磨花、不洁、毛边、汽泡√压高周波后毛边、卷边等不良有明显刮手感√杂斑点超过规定要求√规格与BOM不相符√印刷错误√色差超过限度规格√表面褶皱/皱纹、刮伤、脏污、毛边等√套印移位,油墨不均:超过规格要求√缺蝴蝶孔√蝴蝶孔规格不符要求√表面气泡,磨沙痕,贴膜易脱落√与吸塑配合蝴蝶孔偏移﹥2mm√附件规格与BOM不相符(错件)√漏件√定,毛边卷边高度不可超过0.3mm8其它附件(说明书/保证排放(包装放置)方式不符规格要求√短装√置产品型号错√混外形、颜色、规格与 BOM 不相符√ 缩水:超过规格或样品要求 √装√卡等)包装太紧(装卸困难) √ 包装太松√报验箱号、包装数量不符√CABLE 头 MARK 方向置反√依据 BOM 表, 样品及9电池菲林片, 判定标外观脏、破、划伤等不良 √ 准可参 生锈、漏液等不良√考附表,外 观 及10漏装、短装√鼠标本 体外观检查 批锋:超过规格或样品要求√检查方 法参考上述标 准ISO9001文件 —— 未经许可 请勿翻印 ——11美工线目测产品各配合间隙是否均匀一致,间隙市世伟通讯科技文件名称:产品检验基准书制订日期:2010 年9 月12 日文件编号:修订日期:2011 年 2 月22 日文件版本/版次:A/1页码:第8页,共12页结构检查裂纹:超过规格或样品要求√刮伤:超过规格或样品要求√顶白:超过规格或样品要求√变形、凹凸点:超过规格或样品要求√毛边:超过规格或样品要求√脱花:超过规格或样品要求√色差:超出规格或样品要求√污渍:超出规格或样品要求√沙砾:超过规格或样品要求√飞油:超过规格或样品要求√色差:超过限度标准或与样品差异明显√13密合度掰动上下盖,组装位松动不密合,间隙积油:超过规格或样品要求√目视不﹥0.3mm√能判定12平整度产品四周不平整,晃动,与平面间隙﹥0.3mm√﹥0.2mm,螺丝未锁紧合√与BOM要求不符(图案/颜色/尺寸)√LOGO位置偏移﹥0.5mm√的情况下使用间隙规测量喷油及14丝印LOGOLOGO位置倾斜﹥0.2mm√印刷不良(飞油、沙砾、积油、毛边、划伤等)√色差超过限度规格√LOGO 的可靠度测试采用酒精擦拭法外观及结构检查15按键附着性不符合规格要求√缺LOGO√松动/浮键/偏心/键不平齐(颗粒高低不一)√表面赃污、划伤、色差等外观不良√手感不良/click声音不明确√卡键√按键力同一位置相差明显√双响√按键连键√ISO9001文件——未经许可请勿翻印——文件名称:基准书文件编号:ISO9001文件检文件名称:产品检验基准书制订日期:2010 年9 月12 日文件编号:修订日期:2011 年 2 月22 日文件版本/版次:A/1页码:第10页,共12页查确表面刮伤、压凹痕、脏污√表面披锋超过规格要求﹥0.2mm√色差明显√表面刮伤、塑材不良超过规格要求√21电池盖22脚垫装入下盖不到位√组装后搬运或碰撞后易脱落√装入下盖很松或很紧,段差﹥0.3mm√规格与BOM不相符√漏贴脚垫√未贴至定位(贴于框外)24敲机摇√破损,划伤(不影响功能)√23接收器接收器放置未能固定良好,放置不顺畅√拿取不方便,或表面有脏污、擦痕等√敲机摇机后,产品测试无功能√机检验敲机摇机后,产品测试功能不稳定√敲机摇机后,产品有异声(不含本身元件)√产品有异物(导电材料)√25异物产品有异物(绝缘材料)√敲机后包装盒有异物√再测试电气功能及特殊性螺丝孔有异物√按键无功能,或功能不稳定√按键接触不良(时有时无/须用力按压)27 划线测试 单轴√√用手指 点击按测 试按键短路 √键前端26按键测试按键动作错误√ 2/3 部位,每按键不能正常回弹√ 个按键按键串键√最少按按键动作行程感差(触感差),无明显 Click声响√三次无法划线(无轨迹)、脱球√分别以20~25cm/s 与ISO9001文件——未经许可请勿翻印 ——市世伟通讯科技文件名称:基准书文件编号:ISO9001文件市世伟通讯科技文件名称:产品检验基准书制订日期:2010 年9 月12 日文件编号:修订日期:2011 年 2 月22 日文件版本/版次:A/1页码:第12页,共12页备注:1.批次构成以送检部门的一次性送检数量为一批。
产品品质检查实用范本一、背景介绍产品品质检查是保证产品质量的重要环节。
通过对产品的检查,可以及时发现和解决潜在的质量问题,确保产品达到客户和市场的要求。
本文将介绍一种实用的产品品质检查范本,以帮助企业进行有效的质量管理。
二、范本具体内容及使用方法1. 产品信息在范本的开头部分,列出产品的基本信息,如产品名称、型号、生产日期等。
这些信息有助于快速识别和区别不同的产品。
2. 理论参数与实际值对比在这一部分,列出产品的理论参数,并与实际测量值进行对比。
如果实际值与理论参数之间存在偏差,则需要进一步分析原因,并采取相应的措施进行调整和改进。
3. 外观检查外观检查是保证产品质量的关键步骤之一。
在范本中,可以列出需要检查的外观特征,如产品表面平整度、色泽、印刷质量等。
同时,还可以制定相应的判定标准,如表面允许凸起高度、颜色差异范围等。
4. 尺寸检查尺寸检查是判断产品是否符合规格要求的重要手段。
通过在范本中列出需要测量的尺寸,并设定合理的允许偏差范围,可以对产品的尺寸进行全面检查。
同时,还可以使用各种测量工具和设备,如卡尺、测量仪等,来确保测量的准确性和可靠性。
5. 功能检测对于某些具有特定功能的产品,还需要进行功能检测。
在范本中,可以列出所需的功能测试项目,并明确相应的测试方法和判定标准。
通过对产品的功能进行全面检测,可以发现潜在的问题,提高产品的可靠性和性能。
6. 包装检查包装是产品保护和陈列的重要环节。
在范本中,可以列出需要检查的包装特征,如包装完整性、标识的清晰度等。
同时,还可以制定相应的包装标准,如包装外观缺陷的数量限制、标识的位置和内容要求等。
7. 检查记录在范本中,设立一栏用于记录检查结果和相关信息。
可以将每个检查项目的实际值和判定结果记录下来,以便后续的分析和追踪。
同时,还可以在记录中添加签名栏,以便检查人员和审核人员对检查结果进行确认和归档。
三、范本的优势和应用场景1. 易于使用产品品质检查范本的结构清晰,内容简明扼要,具有很强的操作性和实用性。