东汽1.5MW机械装配工艺流程图解
- 格式:ppt
- 大小:15.55 MB
- 文档页数:56
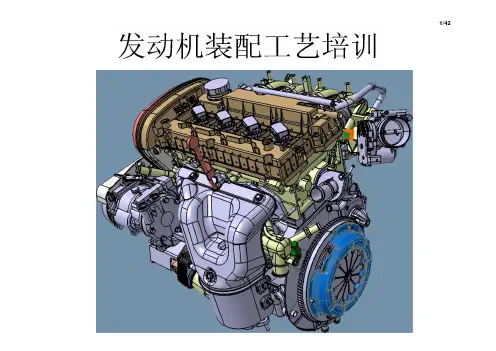
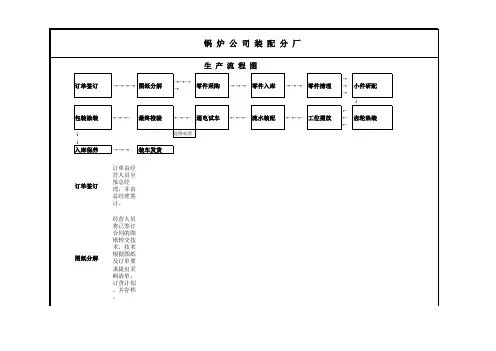
一、总体规划二、产品特点简介三、平面布局四、生产线说明五、装配工艺特点■■■■配膳联锁拧紧测漏一、发动机装配总体规划一、发动机装配总体规划2010年2011年2012年2013年2014年2015年项目备注2.0MS1.8MS2.0DCVVT1.6DCVVT1.8T…发动机一厂发动机二厂一条装配线10万产能两条装配线20万产能一条装配线20万产能2 6 12 20预计销量(万)0.2 304/42 二、发动机产品特点二、发动机产品特点5、可变进气正时自动控制进气门的开启时刻提升功率、扭矩,降低油耗和减少排放1、可变进气歧管根据外界负荷变化,自动改变进气途径,增加进气流量提升功率、扭矩,降低油耗4、自动张紧皮带免维护2、液压挺柱自动调节气门间隙,消除气门间隙带来的冲击负荷和噪音气门间隙免维护3、曲轴平衡装置有效消除曲轴旋转惯性力,降低发动机振动5/42 三、平面布局三、平面布局缸体分装出库入库缸体、缸盖和曲轴三条加工线布置在装配线旁边,减少物流路程,简化物流路线6/42●发动机装配线布局发动机装配线缸体分装线缸盖分装线总装线冷热试(后装)预计2011年导入(前装)3、采用配膳方式进 行零部件供应。
解 决产品装配过程中 错漏装的难题4、量产初期全数热 试,通过模拟热机 检查避免不良流 出,量产后增加冷 试来检查三漏,降 低能耗和成本1、生产线贯彻“彻底分装化”的原则,由缸盖分装线、 缸体分装线、平衡轴分装线、活塞连杆分装线和总装 线及小部件分装区组成,分装完成的合格部件再送到 总装线进行装配,模块化的装配可确保部件的品质, 减少处理装配问题、故障的复杂程度。
2、各线采用U 型布局,可缩短作业者步行距离和提高 工作效率。
7/42四、生产线说明 四、生产线说明 缸盖总成■缸盖分装线工艺No. 缸盖总成零件名称 气门组件零件名称 缸盖总成1 进气双头螺柱 进气门23 缸盖 排气门 液压挺柱 液压挺柱 气门油封 进气门导管 锁片4 进气凸轮轴 凸轮轴盖螺栓 凸轮轴盖567 排气凸轮轴- 凸轮轴盖螺栓长 凸轮轴前盖 凸轮轴上轴瓦 排气凸轮轴油封 进气凸轮轴油封 凸轮轴下轴瓦 凸轮轴瓦定位销 VVT排气门导管 弹簧下座 外弹簧 8用途位于发动机头部,是构成燃烧 9Cylinder head 缸盖151410 11 12 13 14 15 16内弹簧 室的上盖,其中有进排气道、 油孔、冷却水套,还安装有火 花塞、气门和凸轮轴,大多数 汽油机的缸盖是铝合金铸造的。
1.5MW风力发电机联轴器安装说明书图号:BL-000B该联轴器是一种扭向刚性的钢膜片联轴器,它有很好的纠偏性能,并能确保主动端设备和被动端设备之间的电绝缘。
总体提示本联轴器适用于常温和低温型风力发电机。
请在安装联轴器之前仔细阅读本安装说明。
请特别重视本说明中的安全提示。
本安装说明是产品的一部分,请妥善保存。
本安装说明书的版权归东汽表工所所有。
安全提示危险!有伤及人员的危险警告!有损坏设备的危险注意!重要事项的提醒总体安全提示危险!在联轴器安装,操作和维护过程中应确保整个传动系统不会被无意识启动,以防操作人员被转动部件伤害。
请认真阅读以下的安全说明:1. 所有关于联轴器的操作都必须遵守“安全第一”的原则;2. 在操作之前必须确保已关闭动力设备;3. 应采取措施确保动力设备不会被无意识启动,如在电源开关处设置安全提示标志或取下电源开关的保险丝等;4. 在操作过程中不能触碰联轴器的转动部件;5. 为了防止人员无意识触碰联轴器,可安装防护罩等装置。
正确操作只有符合以下条件的人员才能安装、操作和维护联轴器1. 已详细阅读本安装说明书并已理解相关要求;2. 经过权威机构培训并有熟练的操作技能。
联轴器必须在符合给定技术参数(见表1)的场合使用,禁止擅自修改联轴器的结构,否则我们对由此造成的破坏性后果不负责任。
为了以后的产品升级,我们保留技术修改的权利。
在此描述的联轴器符合印刷本安装说明书时的技术状态。
技术参数表1:联轴器参数规定扭矩T KN 8300 Nm最大扭矩T KMAX 29050 Nm交变扭矩T KW3750 Nm设定打滑扭矩(20%)T setting20800 Nm径向刚度C R 4.76 N/mm轴向刚度C a 137.9 N/mm每组膜片扭向刚度C w3400 Nm/rad电绝缘等级≥ 10M0hm 1000V直流联轴器的组成部件联轴器在交货时已安装以下几个组件,请在安装联轴器前检查所有部件是否齐全。

五汽轮机本体安装方案1 施工工序及关键控制点轴承座、汽缸就位找正及对轮找正。
低压外缸组合拼接及水平扬度调整。
缸内部套配合间隙、通流部分间隙的测量调整。
汽缸负荷分配。
联轴器联接及轴瓦检查安装。
汽轮机扣大盖。
2 主要施工工艺及质量要求2.1 基础验收及垫铁准备检查基础混凝土表面必须平整,无裂纹、麻面和蜂窝等情况。
基础横向和纵向中心线、标高线,必须符合图纸要求,偏差不大于3mm。
地脚螺栓孔及预埋铁件符合图纸要求,中心偏差不大于2mm,标高偏差不大于3mm,地脚螺栓孔铅垂偏差应小于L/450。
在纵横中心线上拉好钢丝。
2.2 垫铁、台板安装根据垫铁布置图在基础上放线,确定出垫铁位置。
将垫铁位置刨平,要求凿平部分基础应比垫铁四周各边宽出10~20mm,垫铁放上必须水平,且四角无翘动。
用水准仪测量各垫铁位置标高,计算出应加平垫铁厚度,绘图外委加工。
垫铁上平面标高应符合轴系扬度,并编号记录,各垫铁标高要比计算值略低1~2mm以便于调整。
每块台板的垫铁组总水平高差应小于0.10mm。
面积内接触5~8点,接触面积不小于总面积的75%,并分布均匀,用0.04mm塞尺检查,四周各处不能塞入。
台板与低压缸撑脚底面接触标准:接触面积达到75%以上,并分布均匀,用0.04mm 塞尺四周各处不能塞入。
彻底清扫基础表面,按设计标高安装好平垫铁、斜垫铁,依次安装各台板,初步调整好台板标高水平。
3 低压外缸就地组合拼接及水平扬度调整低压缸的拼缸采用水平组合的方法,直接在汽轮机基座上进行,通过调整台板下的斜垫铁,水平顶动汽缸,将汽缸各段找平找正,使汽缸各段的洼窝同心度、结合面错位值及各结合面间隙符合供应商或规范要求。
在汽缸正式组合焊接前,先进行预组合,确认符合要求后,才可进行正式组合。
采用在两侧对称位置安装偏心销把紧螺栓。
低压外缸就位组合合格后进行找平找正工作,汽缸中心以前后油挡及汽封洼窝为准,用拉钢丝法进行,低压缸的水平及扬度调整,必须严格按照图纸要求进行。
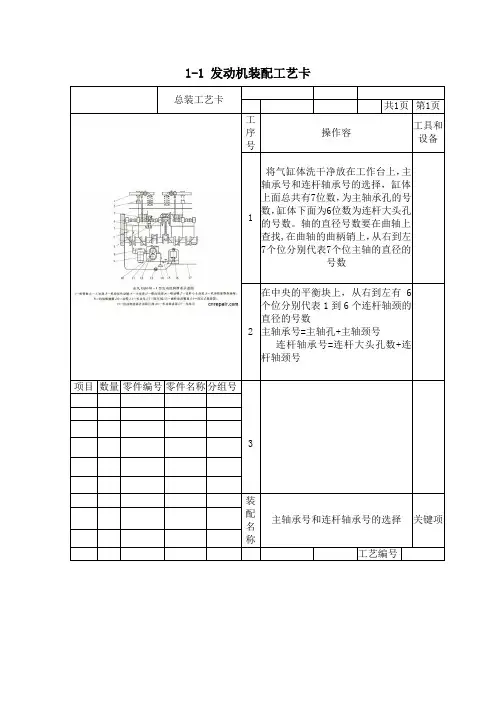
总装工艺卡共1页第1页工序号操作容工具和设备1将气缸体洗干净放在工作台上,主轴承号和连杆轴承号的选择,缸体上面总共有7位数,为主轴承孔的号数,缸体下面为6位数为连杆大头孔的号数。
轴的直径号数要在曲轴上查找,在曲轴的曲柄销上,从右到左7个位分别代表7个位主轴的直径的号数2 在中央的平衡块上,从右到左有6个位分别代表1到6个连杆轴颈的直径的号数主轴承号=主轴孔+主轴颈号连杆轴承号=连杆大头孔数+连杆轴颈号项目数量零件编号零件名称分组号3装配名称主轴承号和连杆轴承号的选择关键项工艺编号总装工艺卡共1页第1页工序号操作容工具和设备1安装之前要清洗油孔和螺丝孔(用压缩空气)。
把缸体正直平放。
安装主轴承,有油槽并且带油孔的安装轴承必须安装在轴承座孔中,主轴承必须正确安装,如果安装错误,可能堵住油孔,造成曲轴烧坏。
轴承安装好后,在每个轴承上涂一层机油。
2装曲轴,主轴承安装好,把曲轴放在缸体上,安放时应小心谨慎,接下来安装止推轴承,油槽面的方向,在前面的朝前方,在后面的止推轴承油槽面朝后方。
项目数量零件编号零件名称分组号安装时应根据主轴承盖上原来所到的记号,按照1到7 的顺序装好,并保证主轴承盖上向前的记号,朝向发动机前方,然后按照双中间到两边的原则,分两次到三次,将主轴承盖螺栓上紧到规定的扭矩。
3装配名称曲轴的安装过程关键项工艺编号总装工艺卡共1页第1页工序号操作容工具和设备1先把衬套用压力机压在连杆小头然后将活塞和连杆置于油中加热60~80摄氏度,取出后迅速擦净座孔,在衬套涂上一层润滑油,把连杆小头放入到活塞,把活塞销插入活塞,并用橡胶锤轻轻的敲击,直至配合到位,再装入挡圈。
2 安装时注意活塞的向前记号和连杆的向前记号都指向发动机前方。
在安装活塞之前要确认活塞和气缸套筒之间的间歇,选择适当厚度的厚薄规,放入气缸筒里面,然后插入活塞,这时活塞感到略微有阻力,说明间歇比较恰当,接下来判断活塞环在安装状态时的开口间歇应在规定的围,将活塞环顶入气缸套筒,用厚薄规测量其开口端的间歇,确定符合规定。
浙江科技学院本科毕业设计(2010届)题目 1.5MW风力发电机组整机的装配工艺学院机械与汽车工程学院专业机械设计制造及其自动化班级 06机制064 学号 ********* 学生姓名陈德宝指导教师吴坚完成日期 2010.06.091.5MW风力发电机组整机的装配工艺学生姓名:陈德宝指导教师:吴坚副教授浙江科技学院机械与汽车工程学院摘要机械产品的质量最终由装配工作保证。
即使有高质量的零件,低质量的装配也可能装出低质量的产品;高质量的装配则可以在经济精度零件、部件的基础上,装配出高质量的产品。
本论文主要介绍了1.5MW风力发电机组整机的装配工艺,主要包括机械装配工艺、液压装配工艺、机舱接线工艺。
机械工艺装配主要包括机舱座的装配、传动系统的装配、机舱装配三个部分。
其中重点介绍了传动系统的装配工艺,主要为主轴部件的安装,包括风轮锁定盘、主轴承的装配、主轴锁紧螺母安装、齿轮箱的清洗和主轴与齿轮箱的组队;液压系统装配工艺中,主要解决了液压泵站、油路和控制元件的安装过程和注油相关事项;在机舱接线工艺中,只是简单的介绍一下电缆接线头的处理、电缆铺设方式、走向及保护,以及部分部件的电缆连接。
在工艺卡片的制作过程中,本文作者在查阅了许多相关文献资料和装配工艺卡片,并分析比较了符合风力发电机组整机的装配工艺的卡片,确定制作了1.5MW风力发电机组整机的装配工艺过程控制卡片。
关键词:风力发电装配工艺机械装配液压装配机舱接线The Assembly Process Of 1.5MW Wind Power GeneratorsStudent:Debao Chen Advisor: Jian WuSchool of Mechanical and Automotive EngineeringZhejiang University of Science and TechnologyAbstractAssembly work gives quality guarantee on Mechanical Product. Low quality of assembly may pretend to low quality products, even utilize high quality parts. While high quality of assembly can easily fit economic precision parts and components together, and get high quality products.This paper presents the assembly process of 1.5mw wind generators machine, mainly including mechanical assembly process, hydraulic assembly process and the engine wiring craft process. Mechanical assembly processes have three parts include assembly of cabin seat, assembly of transmission system and assembly of craft. Paper focuses on assembly process of transmission, mainly about installation of principal axis parts, such as wind locking plate, assembly of main axletree, installation of lock nut, cleaning of gear box and team of spindle gearboxes; In hydraulic system assembly process, the paper solve the problem about installation of oil pump station, oil route, control components and related matters; In the cabin wiring craft, the paper is simply introduce arrangement of cable wiring head, manner of cable laying, orientation and protection, and other parts of connection.In the process of creating production card, the author has reviewed many relevant documents and assembly process card, and compared with the wind generator engine assembly process card, ensure made 1.5mw wind generators machine assembly process control card ultimately.Keywords:The Generation Of Wind Power;Assembly Technology;The Mechanical Of Assembly ;The Hydraulic Of Assembly;Connections For Electric Lines InCabin目录摘要 (i)Abstract (ii)目录 (iv)第一章绪论 (1)1.1背景与意义 (1)1.2研究的目的和任务 (2)1.3研究路线 (3)第二章机械装配工艺 (5)2.1装配工艺简介 (5)2.2机舱座装配工艺 (6)2.2.1机舱座介绍 (6)2.2.2机舱座的装配 (7)2.3传动系统的装配 (10)2.3.1传动系统的介绍 (10)2.3.2主轴部件的安装 (11)2.4机舱装配 (14)2.4.1机舱介绍 (14)2.4.2机舱部件安装 (15)第三章液压装配工艺 (18)3.1液压装配工艺 (18)3.2偏航刹车油管的安装 (19)3.3润滑油泵油管的安装和齿轮箱加油 (19)3.4冷却系统的安装 (19)第四章机舱接线工艺 (21)4.1电缆接线头的处理 (21)4.2电缆防护 (21)4.3电缆连接 (22)第五章结论 (24)参考文献 (25)致谢 (26)第一章绪论1.1背景与意义风能作为一种清洁的可再生能源,越来越受到世界各国的重视。