国家体育场(鸟巢)钢结构焊接
- 格式:ppt
- 大小:56.77 MB
- 文档页数:22
国家体育场(鸟巢)钢结构安装工程焊接技术3篇国家体育场(鸟巢)钢结构安装工程焊接技术1国家体育场(鸟巢)钢结构安装工程焊接技术国家体育场(鸟巢)是北京市历史悠久、文化底蕴深厚的建筑之一。
作为2008年北京奥运会的主场馆,其耗资巨大,占地面积达21公顷,其中2/3为草坪,1/3为建筑面积。
该建筑采用了高强度的钢结构,为围护结构和支撑结构提供了坚实的支撑和保障。
本文将对国家体育场(鸟巢)钢结构安装工程的焊接技术进行详细介绍。
一、焊接技术选型焊接技术是国家体育场(鸟巢)钢结构安装的关键,主要分为手工焊接、电弧自动焊接和气焊等种类。
此次施工主要以自动焊接为主,手工焊接和气焊仅作为补充使用。
1.电弧自动焊接电弧自动焊技术是目前比较成熟的焊接技术之一,对于大型钢结构的焊接尤为适用。
这种焊接工艺其主要特点是效率高、速度快、工艺控制精度高,焊缝质量好等优点。
此次国家体育场(鸟巢)钢结构安装工程采用电弧自动焊接的主要原因是但是,在焊接过程中,要严格控制温度,防止焊接过程中发生钢材热变形,产生偏差,影响钢结构的稳定性。
2.气焊气焊是一种利用氧、乙炔、氯化钙和氢氧化钠等化学制剂对金属物质进行焊接的技术。
由于国家体育场(鸟巢)中吊屋面中还存在一些复杂的拱形结构,由于其特殊性,所需的钢材比较大,需经过多次裁剪、组装后才能完成拱形结构的焊接。
而气焊技术可以在这种特殊结构下再次运用。
它所需的设备简单,使用方便,工艺可控性高等优点,不仅提高了效率,而且确保了级别,保证了最终焊接质量。
二、焊接工程质量控制在钢结构焊接施工过程中,其焊接质量的稳定性是非常重要的。
为了确保国家体育场(鸟巢)钢结构安装工程焊接的质量,施工人员需对其施工提出详细的要求和标准。
1.焊接工艺的控制焊接前,应进行焊接试样,确保试样强度满足要求。
在焊接过程中,应严格控制焊接速度、温度以及强度等参数,并关注焊接过程中是否出现裂缝、气泡等不稳定因素,以确保焊接成品的稳定性。
国家体育场(鸟巢)钢结构焊接工程全面质量管理3篇国家体育场(鸟巢)钢结构焊接工程全面质量管理1国家体育场(鸟巢)钢结构焊接工程全面质量管理国家体育场,也称鸟巢,是2008年北京奥运会的主要比赛场馆之一,也是国家重点文物保护单位。
作为一项复杂的现代工程,国家体育场的建造需要精确的工艺和材料质量,以确保其结构的安全性和美观性。
其中,钢结构焊接工程的全面质量管理在整个建造过程中起着至关重要的作用。
焊接是钢结构中最常见和关键的连接方式。
焊接连接具有耐腐蚀、安全可靠、易于维护等优点,在钢结构中占据着重要的位置。
然而,焊接工艺和质量对工程结构的安全和耐用性有着至关重要的影响。
因此,在国家体育场的焊接工程中,一系列全面的质量管理措施被采用,以确保焊接结构的质量和安全。
首先,在焊接工程中选用了优质的材料作为焊接材料,确保了焊接接头的高强度和韧性。
焊接材料的选择要根据结构设计和承载力要求选择,同时还要考虑材料的初始质量、焊接性能和抗腐蚀性能等因素。
在鸟巢焊接工程中,选材严格按照质量标准和技术规范进行,确保了不同焊接接头的焊接性能和承载能力。
其次,在焊接工程中完善了焊接工艺,确保了焊接结构的质量和成型。
焊接工艺的规范性和可靠性对较大结构焊接质量有相当大的影响。
在鸟巢焊接工程中,根据结构的不同性质,完善了焊接工艺的选择和流程,提高了焊接接头的结构强度和耐久性。
再次,针对焊接接头进行了全面的质量检测和控制。
施工过程中,结构施工方与监理方共同组织质量验收和检测工作,对焊接接头进行了全面的质量检测和控制。
质量检测主要是通过无损检测技术和其他辅助工具进行,对焊接接头的结构完整性和焊接质量进行全面的检测和控制。
最后,在施工过程中进行了全面的质量管理,确保焊接工程达到高质量标准。
施工过程中,钢结构焊接工程的全面质量管理包括质量计划制定、质量组织建设、质量控制制度等,确保在施工过程中每一环节都符合质量标准和规范。
总的来说,国家体育场钢结构焊接工程的全面质量管理确保了工程的质量和安全。
国家体育场钢结构安装工程焊接技术国家体育场(鸟巢)是中国北京市的一座标志性建筑,也是2024年北京奥运会的主体育场。
其巨大而复杂的钢结构安装工程是这座建筑的核心部分之一,也是该工程中最具挑战性的任务之一、在这篇文章中,我将详细介绍国家体育场钢结构安装工程的焊接技术。
焊接是一种将金属材料加热至熔化状态并通过添加熔化的填充金属来实现材料连接的方法。
在国家体育场的钢结构安装工程中,焊接是连接各个钢构件的主要技术。
由于国家体育场的设计结构独特复杂,涉及到各种形状和尺寸的钢构件,因此焊接工艺需要经过精确的计算和专业的技术才能够保证连接的强度和稳定性。
首先,焊接工程需要对每一个钢构件进行详细的分析和计算,包括材料的强度、形状和尺寸等因素。
根据这些计算,焊接工艺需要确定焊接材料的选择和焊接方法。
钢构件的厚度、形状和焊缝的位置等因素会影响焊接方法的选择,例如手工电弧焊、埋弧焊或气体保护焊等。
这些不同的焊接方法都需要经过专业的焊工进行操作。
其次,焊接工程需要合理安排焊接顺序和工艺参数。
在国家体育场的钢结构安装过程中,焊接一般是在钢构件安装完毕后进行的,因此焊接顺序需要与安装工序相结合,确保焊接的稳定性和质量。
同时,焊接时需要控制焊接电流、电压和焊接速度等工艺参数,以确保焊缝的强度和稳定性。
第三,焊接工程需要严格控制焊缝的检测和质量控制。
焊接过程中容易产生焊缝缺陷,如气孔、夹渣和裂纹等。
因此,焊接工程需要进行焊缝的无损检测,以确保焊缝的质量和可靠性。
常用的焊缝无损检测方法包括超声波检测、射线检测和磁粉检测等。
最后,焊接工程需要进行焊缝的防护和表面处理。
焊接后的焊缝需要进行防腐处理,以避免氧化和腐蚀。
常用的防护方法包括喷涂防锈漆、热浸镀锌和热喷涂等。
此外,焊接后的焊缝需要进行表面处理,使其与周围的钢构件具有一致的外观。
总之,国家体育场(鸟巢)钢结构安装工程的焊接技术是一个复杂而重要的工程。
通过精确的焊接计算和专业的焊接技术,可以确保钢构件的连接强度和稳定性。
国家体育场钢结构工程焊接工艺评定方案一、引言二、钢结构工程评定方案1.工程概况首先,应对国家体育场钢结构工程进行详细的概况说明,包括工程规模、结构形式、使用功能等。
同时,还需要明确工程的质量要求和验收标准。
2.施工方案根据国家体育场的特点和施工条件,进行科学合理的施工方案制定。
施工方案应明确施工工艺和工序,确保结构的安全性、精确度和施工周期等方面的要求。
3.技术措施制定国家体育场钢结构工程的技术措施,包括钢材选用、工艺流程、施工设备、施工环境等方面。
钢材的选用应符合相关标准和规范,确保材料的质量。
技术措施应结合工程实际情况,确保施工的安全性和高效性。
4.建设管理1.工序选择根据国家体育场的钢结构工程特点,选择适合的焊接工艺和工序。
不同焊接位置和焊接材料需要选择合适的焊接方法和材料,以确保焊接质量。
2.焊接材料的选择根据施工环境和焊接性能要求,选择合适的焊接材料。
焊接材料应符合相关标准和规范,确保焊接接头的牢固性和耐久性。
3.焊接工艺参数根据焊接材料和焊接接头类型,确定合适的焊接工艺参数。
工艺参数包括焊接电流、焊接电压、焊接速度等,应根据实际焊接需要进行精确调整,以确保焊接质量。
4.焊接检测和评审焊接完成后,进行焊接接头的检测和评审工作。
检测方法包括外观检测、尺寸检测、无损检测等,以确保焊接接头的质量。
四、总结国家体育场钢结构工程和焊接工艺评定方案是确保体育场建设和使用安全、优质的重要环节。
该方案应根据工程实际情况和相关规范进行制定,并严格按照方案执行和评定。
同时,还需要建立相应的监测和检测机制,对钢结构工程和焊接工艺进行实时监控和评估。
只有如此,才能确保国家体育场的质量和安全性能,为人们提供良好的体育活动场所。
国家体育场方案钢结构工程焊接工艺评定方案一、工程概述:国家体育场(Bird's Nest)是北京市海淀区北部地区的一座钢结构建筑,是2008年北京奥运会的主体育馆之一,是奥运会和残奥会的开闭幕式和田径比赛的场馆。
该建筑采用钢结构为主体结构,是迄今为止世界上规模最大、最复杂的钢结构建筑之一。
本文主要针对国家体育场钢结构工程的焊接工艺评定方案进行探讨。
二、工艺流程:1.前期准备:针对国家体育场钢结构工程的设计要求及材料相关要求进行调查,了解钢结构的材质、质量等相关信息。
同时,针对整个工程的特点,确定焊接工艺方案。
确定焊接工艺方案后,编制相应的施工方案书和焊接程序规程书。
2.焊接前检查:对待焊接的钢材进行外观检查和内部质量检查,针对发现的问题进行处理或更换。
3.平面定位:在开展焊接前,需要根据工程设计图纸,对钢结构的平面位置进行细致的定位,以保证后续的焊接质量。
4.验收钢材质量:在焊接现场,需要验收焊接用钢材的质量,确认其符合设计要求,同时设定焊接操作记录。
5.预热:针对厚板焊接,需要进行预热处理,保证焊接材料相互融合,减少焊接变形。
6.焊接:根据工程设计图纸及编写的焊接程序规程书,开展相对应的焊接作业。
在整个过程中,根据工艺方案进行针对性的控制。
7.复查、磨平和调整:完成焊接后,进行焊缝外观及内部质量检查,需要进行磨平处理和质量调整。
8.钎焊:对不能焊接的部位进行钎焊处理,以保证工程的整体质量。
9.清理:清理焊接过程中的残渣和垃圾,保证焊接现场的清洁。
10.最终验收:经过上述的一系列工艺流程后,需要进行最终的验收,确定焊接质量是否符合设计要求。
三、质量控制:1. 应根据工程的设计要求及材料的相关要求对钢结构的材料进行细致的调查,以保证焊接质量。
2. 应留意材料表面及内部质量的检查和处理,以保证焊接前的钢材质量。
3. 应根据焊接工艺方案和现场实际情况编写施工方案书和焊接程序规程书。
4. 应根据工艺方案进行针对性控制,控制焊接过程中的各个环节,尤其是温度控制和焊接时间的控制。
国家体育场-鸟巢立面次结构及钢梯安装方案1、编制依据 (4)1.1设计文件 (4)1.2规范、规程及标准 (4)1.3其它 (5)2、工程概况 (5)2.1工程简介 (5)2.2工程特点、难点 (6)2.2.1工程特点 (6)2.2.2工程难点 (6)3、施工部署 (8)3.1施工区域划分 (8)3.2施工组织 (9)3.2.1总包钢结构组织管理体系 (9)3.2.2专业项目部管理组织机构 (10)3.3施工总体程序 (11)3.4施工方法选择 (12)3.5施工进度计划 (12)3.6主要资源计划 (13)3.6.1主要机械设备配置 (13)3.6.2其他辅助机具表 (13)3.6.3劳动力需求 (14)3.6.4测量和监测设备器具配置 (14)4、施工准备 (15)4.1技术准备 (15)4.2现场准备 (15)4.2.1施工总平面布置 (16)4.2.2场区交通组织 (16)4.2.3施工临时用电计划 (16)4.3劳动力准备 (17)4.4机具准备 (18)4.5材料准备 (18)5、施工工艺 (18)5.1立面次结构吊装工艺 (18)5.1.1立面次结构吊装分段 (19)5.1.2吊机选用 (19)5.1.3吊装索具选用 (20)5.1.4安装顺序与工艺流程 (21)5.1.5立面次结构安装工艺措施 (21)5.1.6安装质量控制点 (22)5.2立面钢楼梯吊装工艺 (23)5.2.1 立面钢楼梯安装分段 (23)5.2.2 吊机选用 (24)5.2.3 吊装索具选用 (24)5.2.4 安装顺序与工艺流程 (25)5.2.5 钢楼梯安装工艺措施 (25)5.2.6 安装质量控制点 (26)6、季节性施工措施 (27)6.1雨季施工措施 (27)6.2冬季施工措施 (28)7、技术质量保证措施 (29)7.1质量保证体系 (29)7.2质量保证措施 (29)7.2.1施工过程中的质量控制 (29)7.2.2构件安装的质量控制 (30)7.2.3现场焊接质量控制 (30)7.3质量控制流程 (31)7.3.1安装质量控制程序 (31)7.3.2焊接质量控制程序 (32)8、安全管理措施 (32)8.1安全文明管理保证体系 (32)8.2安全保证措施 (33)8.3安全技术措施 (34)8.3.1构件的吊装作业 (34)8.3.2多点、面高空焊接 (34)8.3.3高空构件的稳定 (35)8.3.4高空操作平台和上下通道的设置 (35)9、附件 (35)1、编制依据1.1设计文件«国家体育场工程钢结构设计施工图»1.2规范、规程及标准18 建筑工程施工质量验收统一标准GB50300-200119 国家体育场钢结构施工质量验收标准QB/GJJT-GTCG-2005 1.3其它序号名称编号1 国家体育场工程施工组织总设计〔修改初步设计版〕2004.122 国家体育场工程钢结构安装施工组织设计2004.123 国家体育场钢结构工程主结构安装方案2005.74 北京城建集团工程总承包管理体系文件2005版5 国家体育场钢结构工程焊接工艺评定方案CJNC-0012、工程概况2.1工程简介国家体育场位于北京市城府路南侧,奥林匹克公园中心区内,是北京2018年奥运会的主体育场。
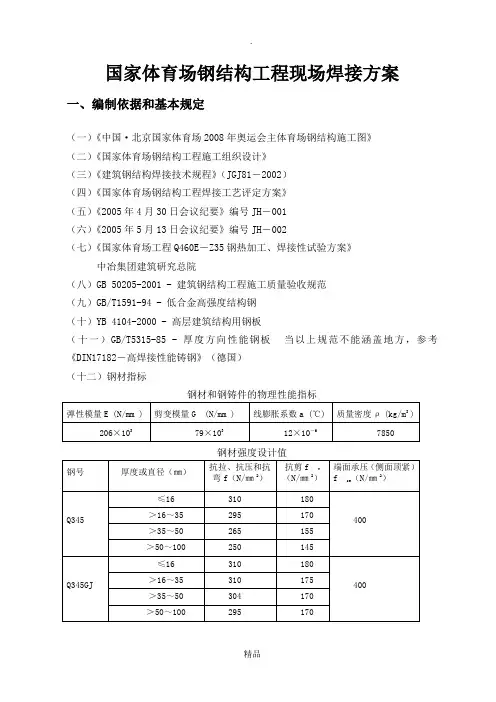
国家体育场钢结构工程现场焊接方案一、编制依据和基本规定(一)《中国·北京国家体育场2008年奥运会主体育场钢结构施工图》(二)《国家体育场钢结构工程施工组织设计》(三)《建筑钢结构焊接技术规程》(JGJ81-2002)(四)《国家体育场钢结构工程焊接工艺评定方案》(五)《2005年4月30日会议纪要》编号JH-001(六)《2005年5月13日会议纪要》编号JH-002(七)《国家体育场工程Q460E-Z35钢热加工、焊接性试验方案》中冶集团建筑研究总院(八)GB 50205-2001 - 建筑钢结构工程施工质量验收规范(九)GB/T1591-94 - 低合金高强度结构钢(十)YB 4104-2000 - 高层建筑结构用钢板(十一)GB/T5315-85 - 厚度方向性能钢板当以上规范不能涵盖地方,参考《DIN17182-高焊接性能铸钢》(德国)(十二)钢材指标钢材和钢铸件的物理性能指标钢材强度设计值钢材冲击韧性要求钢材厚度方向性能要求铸钢材料机械性能表注:材料分项系数γ=1.2,并应保证铸钢材料D级冲击韧性。
R二、焊接特点与难点(一)焊接施工特点及难点1、结构复杂、空间跨度大、构件自重大、钢板厚度大、焊接工程量大、焊接质量要求高。
2、高空作业及冬季施工不可避免,焊接作业条件差3、构件的截面积大,单道焊缝的焊接金属用量大,焊接位置为F、H、O、V,对焊工技术及体力要求高。
4、现场拼装焊接位置多变,如钢柱头部结构,其结构几何形状复杂,焊接接点错纵复杂,且厚板焊缝密集,给焊接工作带来很大困难。
5、钢结构焊接变形及残余应力的控制难度大。
6、Q460超高强钢特厚板及铸钢焊接焊接难度大。
7、焊接量大、工期紧。
(二)焊接方法GMAW、FCAW-G,O采用综合考虑焊接效率和操作难度,大体上H、F、V采用CO2SMAW。
三、焊接技术要求焊接的质量等级与检测方法参见下表。
所有焊缝均须进行外观检查。
焊缝质量性能要求一级焊缝的合格等级应为现行国家标准《钢焊缝手工超声波探伤方法及质量分类》(GB11345)B级检验的II级及Ⅱ级以上;二级焊缝的合格等级应为现行国家标准《钢焊缝手工超声波探伤方法及质量分类》(GB11345)B级检验的III级及III级以上。
从“鸟巢”钢结构焊接工程看钢结构焊接技术发展趋势前言从“鸟巢”钢结构焊接工程看钢结构焊接技术发展趋势戴为志建筑钢结构具有自重轻、建设周期短、适应性强、外形丰富、维护方便等优点,其应用越来越广泛。
从 20 世纪 80 年代以来,中国建筑钢结构得到了空前的发展,2005 年,我国已成为世界上最大的产钢国和用钢国,年钢铁消耗量已突破 3 亿吨,而其中钢结构的产量高达 1.4 亿吨,包括了能源、交通及基础设施建设等的钢结构产业已成为国民经济建设的支柱。
建国以来,我国钢结构经历了困难期、低潮期、发展期、成熟期四个阶段。
目前、我国的钢结构进入了成熟期。
进入成熟期的主要标志就是“鸟巢”钢结构焊接工程顺利竣工,这一项世纪工程的顺利建成,极大地推动了我国的施工技术和钢铁产业的飞速发展,标志我国的施工技术和钢铁产业进入世界先进行业。
与此同时一大批设计新颖、用料考究的钢结构工程应运而生。
使我国钢结构产业出现了欣欣向荣、蓬勃发展的大好局面。
本文以“鸟巢”钢结构焊接工程中焊接技术为主要线索,来阐述钢结构工程的发展趋势,供参考。
一、我国建筑钢结构焊接工程中的典型工程到目前为止,我国已建成 60 多幢高层焊接钢结构建筑;大跨度空间钢结构已在各种体育馆、展览中心、大剧院、候机楼、飞机库和一些工业厂房中应用;桥梁钢结构方兴未艾;钢结构住宅在我国经过近几年的深入研究和开发后,也已进入一个新的发展阶段。
图一、2006 年 6 月“鸟巢”全景植根行业,助人发展,追求卓越,在行业进步中成长中国焊接资讯网中国焊接领域顶级行业门户网站图二、中央电视台大楼图三、香港昂船洲大桥植根行业,助人发展,追求卓越,在行业进步中成长中国焊接资讯网中国焊接领域顶级行业门户网站图四、上海环球金融中心植根行业,助人发展,追求卓越,在行业进步中成长中国焊接资讯网中国焊接领域顶级行业门户网站图五、北京首都机场新航站楼建筑钢结构设计愈来愈先进、施工技术愈来愈成熟,使建筑钢结构形成了以下特点:外观上,结构形状新颖独特,标新立异,不与人雷同,体现了这个时代个性张扬的特点;材料的选用上,趋向于越来越多的使用高强度、大厚度钢材,而且随着材料制造工艺水平的不断提高,铸钢、奥氏体不锈钢、复合钢板也得到越来越多的应用。
鸟巢焊接与关键加工技术介绍黄明鑫戴为志长江精工钢结构(集团)股份有限公司一、“鸟巢”采用部分焊接技术●(-)、Q460-Z35焊接性试验研究新技术●(二)、大规模采用电加热预(后)热技术;●(三)、厚板采用SMAW-GMAW-FCAW-G复合新工艺技术;●(四)、大面积采用仰焊技术;●(五)、GMAW、FCAW-G大流量防风技术;●(六)、钢结构低温焊接技术;●(七)、铸钢及其异种钢焊接技术;●(八)、防止冷、热裂纹技术;●(九)、层状撕裂防止和处理技术;●(十)、特殊焊缝处理技术●(十一)、焊接机器人(FCAW-SS)焊接技术的应用●(十二)、钢筋T型焊接接头压力埋弧焊新工艺●(十三)、复杂钢结构应力应变控制技术。
●(十四)、特殊钢结构合拢技术;二、Q460E焊接性试验研究技术Q460E焊接性试验研究流程图三、大规模采用电加热预(后)热技术对δ≥36mm的焊缝和重要焊接节点全部采用电加热,由此保证了焊缝的预热(后热)温度的均匀和准确性,对防止焊接裂纹的产生和控制应力应变起到积极的作用,特别在冬季施工中电加热起到了不可替代的作用。
四、厚板采用SMAW-GMAW-FCAW-G复合新工艺技术●根据350加8mm的坡口特点,打底焊采用SMAW,从而保证根部焊透、减少根部稀释率,提高了焊缝的根部质量。
●填充采用GMA W目的是提高焊接速度,减少焊缝氢含量,保证焊接熔深。
●表面采用FCAW-G主要是为了提高表面成型质量,增加观感效果。
五、大规模采用仰焊技术国家体育场“鸟巢”钢结构工程现场焊缝有62000M。
(仰焊焊缝占20%左右)、所有对接焊缝(含仰焊焊缝)质量检查UT-B-1级。
根据资料统计,仰焊焊缝有12000M以上。
六、GMAW、FCAW-G大流量防风技术GMAW,FCAW-G采用大流量、大规模焊接Q460E,Q345GJD(厚板)在现场施工获得成功七、低温焊接技术国家体育场钢结构工程为进行冬季施工,组织了一次规模很大的低温焊接试验。
国家体育场钢结构焊接
国家体育场,即鸟巢,是中国北京市奥运会的主体育场,也是一座有
着世界级影响力的建筑。
作为中国的标志性建筑之一,鸟巢的钢结构焊接
是该建筑中不可或缺的一部分。
下面将从鸟巢的设计背景、钢结构焊接的
需求和技术要求等方面进行阐述。
其次,钢结构焊接的需求。
鸟巢的钢结构具有很高的复杂性,不同部
分的焊接需要满足不同的技术要求。
例如,屋顶部分需要焊接精密的细节,以确保结构的稳定性和安全性。
建筑的外观也需要进行焊接,以保证整体
的美观性。
钢结构焊接技术要求的高,主要是出于对鸟巢结构的强度和稳定性的
要求。
焊接的质量直接关系到鸟巢的整体安全性,所以必须严格按照设计
要求和相关标准进行操作。
鸟巢的钢结构焊接需要使用高强度的焊材,并
进行相关的非破坏性检测来验证焊接质量。
在钢结构焊接过程中,还需要考虑到鸟巢的施工环境和时间安排。
为
了保证焊接的质量,必须在干燥、无风、无雨等适宜的施工环境下进行。
另外,由于鸟巢是一座大型建筑,施工时间也是非常紧张的,因此焊接作
业必须尽可能高效,以确保按计划完成。
总之,国家体育场(鸟巢)的钢结构焊接是一项高要求、高难度的工作。
它涉及到鸟巢整体的稳定性和安全性,对焊接工艺的要求非常高。
在焊接
过程中,需要严格按照设计要求和相关标准进行操作,并在适宜的环境下
进行。
这样才能保证鸟巢的整体质量和安全性。
编号:CJNC-001国家体育场钢结构工程、焊接工艺评定方案批准:审核:编制:北京城建精工钢结构有限公司国家体育场项目部二00五年三月十六日国家体育场(方案)钢结构工程、焊接工艺评定方案国家体育场钢结构工程现场焊接工艺评定具有技术要求高、复杂、工作量大的特点,是一项典型的系统工程,由于焊接工艺评定的地位特殊,是焊接工程十分重要的技术环节。
一、编制依据和基本规定(1)JGJ81-2002《建筑钢结构焊接技术规程》(2)《国家体育场钢结构招标图》(3)《国家体育场钢结构工程施工组织设计》(4)GB 50205-2001 - 建筑钢结构工程施工质量验收规范(5)GB/T1591-94 - 低合金高强度结构钢(6)YB 4104-2000 - 高层建筑结构用钢板(7)GB/T5315-85 - 厚度方向性能钢板当以上规范不能函盖地方,参考以下国际规范a.DIN17182 - 高焊接性能铸钢(德国)(8)绝大多数的钢构件为钢板焊接成的箱型截面,钢板的最大厚度不大于100mm;除特别注明外,钢板厚度≤34mm时,采用Q345钢材;钢板厚度≥36mm 时,采用Q345GJ钢材。
厚度分布:·组合钢柱除少量棱形柱底部和顶部为90~100mm,其余为50~80mm,另外两根方形斜柱板厚绝大多数为30、25、20mm。
·桁架上弦杆个别段为50mm外,其余均在40mm以下,大多数为30、25、20mm。
·桁架下弦杆个别段为50、42mm外,其余绝大多数为20mm。
·腹杆为20、14、10mm,多数为10mm。
·次结构板厚最大36mm,绝大部分为20mm以下。
(9)选用钢材性能应满足下例要求:钢材冲击韧性要求钢材厚度方向性能要求(10)铸钢机械性能符合下表规定钢号 厚度或 直径(㎜) 屈服强度 бs (KN/㎡) 极限强度 бb (KN/㎡) 抗拉、抗压或抗弯f(KN/㎡) 延伸率 δ5% 冲击功 AK (J ) GS -16Mn5(正火) ≤50 ≥260 430~660 234 ≥25 ≥65 >50≤100 ≥230 430~660 207 ≥25 ≥45 GS -20Mn5(正火)≤50 ≥300 500~650 270 ≥22 ≥55 >50≤100 ≥280 500~650 252 ≥22 ≥40 >100≤160 ≥260 480~630 234 ≥20 ≥35 >160≥240 450~600 216 GS -20Mn5(调质)≤50 ≥360 500~650 324 ≥24 ≥70 >50≤100 ≥300 500~650 270 ≥24 ≥50 >100≤160≥280500~650252≥22≥40(11)除特别注明外,所有焊接均采用全熔透对接焊缝。