国家体育场鸟巢钢结构焊接ppt课件
- 格式:ppt
- 大小:33.70 MB
- 文档页数:23


6厚板焊接将成为建筑钢结构的主要焊接技术<2>随着钢板厚度的增加,焊接难度大大增加。
在我国现行标准GB/T1591-1994《低合金高强度结构钢》和YB4104-2000《高层建筑结构用钢板》中规定钢板厚度最大为100 mm,不仅可以看出厚板在生产和焊接上的难度,而且还远远落后于建筑钢结构焊接工程的发展速度。
无论在理论和实践两方面都证明:建筑钢结构并不一定需要钢板越厚越好,然而由于设计师的理念,建筑钢结构焊接工程中厚钢板得到大量使用。
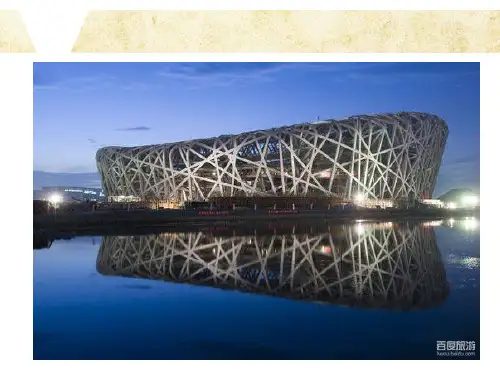
国家体育场 鸟巢 钢结构焊接工程中Q460-Z35厚110 mm,Q345GJD厚100 mm,北京新保利工程使用轧制H型钢翼板厚125 mm 材质ASTMA913Gr60 ,基本代表了我国建筑钢结构焊接工程的用钢厚度。
建筑钢结构厚板焊接技术得到了很大发展,是一项方兴未艾的实用技术。
国家体育场 鸟巢 钢结构焊接工程采用了与原建筑钢结构焊接工程不完全一致的组合工艺,提高了焊接效率、保证了焊接质量,为厚板焊接技术提供了有益的借鉴经验。
6.1厚板焊接坡口的设计由于厚板焊接量大、难度高,技术界十分重视坡口的设计。
坡口小易形成窄而深的形式,焊缝成形系数偏小,影响一次结晶,容易产生区域偏析。
在拘束应力大的前提下进而导致焊接热裂纹的产生。
坡口加大,不仅焊接量大大增加,焊缝的焊接残余应力也大大增加,这对钢结构体系初始应力的控制极为不利,同时也影响工程工期。
国家体育场 鸟巢 钢结构焊接工程中,经过大量的试验研究,确定坡口角度和间隙为30°~35°;间隙6~10 mm。
工程实践和工艺评定结果证明了这一坡口角度的科学性、合理性。
6.2预热、后热采用远红外电加热技术厚板焊接的关键是防止焊接裂纹的产生,准确的预热温度、层间温度、后热温度是防止裂纹产生的关键,特别是厚板高强钢的焊接尤为重要,这是因为其直接影响和控制高强钢裂纹产生三要素,即扩散氢含量、硬淬倾向和拘束应力。