国家体育场(鸟巢)钢结构焊接
- 格式:ppt
- 大小:56.82 MB
- 文档页数:22
编号:CJNC-001国家体育场钢结构工程、焊接工艺评定方案批准:审核:编制:北京城建精工钢结构有限公司国家体育场项目部二00五年三月十六日国家体育场(方案)钢结构工程、焊接工艺评定方案国家体育场钢结构工程现场焊接工艺评定具有技术要求高、复杂、工作量大的特点,是一项典型的系统工程,由于焊接工艺评定的地位特殊,是焊接工程十分重要的技术环节。
一、编制依据和基本规定(1)JGJ81-2020《建筑钢结构焊接技术规程》(2)《国家体育场钢结构招标图》(3)《国家体育场钢结构工程施工组织设计》(4)GB 50205-2020 - 建筑钢结构工程施工质量验收规范(5)GB/T1591-94 - 低合金高强度结构钢(6)YB 4104-2000 - 高层建筑结构用钢板(7)GB/T5315-85 - 厚度方向性能钢板当以上规范不能函盖地方,参考以下国际规范a. DIN17182 - 高焊接性能铸钢(德国)(8)绝大多数的钢构件为钢板焊接成的箱型截面,钢板的最大厚度不大于100mm;除特别注明外,钢板厚度≤34mm时,采用Q345钢材;钢板厚度≥36mm 时,采用Q345GJ钢材。
厚度分布:·组合钢柱除少量棱形柱底部和顶部为90~100mm,其余为50~80mm,另外两根方形斜柱板厚绝大多数为30、25、20mm。
·桁架上弦杆个别段为50mm外,其余均在40mm以下,大多数为30、25、20mm。
·桁架下弦杆个别段为50、42mm外,其余绝大多数为20mm。
·腹杆为20、14、10mm,多数为10mm。
·次结构板厚最大36mm,绝大部分为20mm以下。
(9)选用钢材性能应满足下例要求:钢材冲击韧性要求钢材厚度方向性能要求(10)铸钢机械性能符合下表规定(11)除特别注明外,所有焊接均采用全熔透对接焊缝。
(12)除特别注明外,手工焊接所采用焊条的质量标准须符合现行国家规范GB/T5117及GB/T5118的规定,对Q345级钢材须采用E50级焊条,对Q345GJ 钢材须采用E55级焊条。
国家体育场(鸟巢)钢结构安装工程焊接技术3篇国家体育场(鸟巢)钢结构安装工程焊接技术1国家体育场(鸟巢)钢结构安装工程焊接技术国家体育场(鸟巢)是北京市历史悠久、文化底蕴深厚的建筑之一。
作为2008年北京奥运会的主场馆,其耗资巨大,占地面积达21公顷,其中2/3为草坪,1/3为建筑面积。
该建筑采用了高强度的钢结构,为围护结构和支撑结构提供了坚实的支撑和保障。
本文将对国家体育场(鸟巢)钢结构安装工程的焊接技术进行详细介绍。
一、焊接技术选型焊接技术是国家体育场(鸟巢)钢结构安装的关键,主要分为手工焊接、电弧自动焊接和气焊等种类。
此次施工主要以自动焊接为主,手工焊接和气焊仅作为补充使用。
1.电弧自动焊接电弧自动焊技术是目前比较成熟的焊接技术之一,对于大型钢结构的焊接尤为适用。
这种焊接工艺其主要特点是效率高、速度快、工艺控制精度高,焊缝质量好等优点。
此次国家体育场(鸟巢)钢结构安装工程采用电弧自动焊接的主要原因是但是,在焊接过程中,要严格控制温度,防止焊接过程中发生钢材热变形,产生偏差,影响钢结构的稳定性。
2.气焊气焊是一种利用氧、乙炔、氯化钙和氢氧化钠等化学制剂对金属物质进行焊接的技术。
由于国家体育场(鸟巢)中吊屋面中还存在一些复杂的拱形结构,由于其特殊性,所需的钢材比较大,需经过多次裁剪、组装后才能完成拱形结构的焊接。
而气焊技术可以在这种特殊结构下再次运用。
它所需的设备简单,使用方便,工艺可控性高等优点,不仅提高了效率,而且确保了级别,保证了最终焊接质量。
二、焊接工程质量控制在钢结构焊接施工过程中,其焊接质量的稳定性是非常重要的。
为了确保国家体育场(鸟巢)钢结构安装工程焊接的质量,施工人员需对其施工提出详细的要求和标准。
1.焊接工艺的控制焊接前,应进行焊接试样,确保试样强度满足要求。
在焊接过程中,应严格控制焊接速度、温度以及强度等参数,并关注焊接过程中是否出现裂缝、气泡等不稳定因素,以确保焊接成品的稳定性。
国家体育场(鸟巢)钢结构焊接工程全面质量管理3篇国家体育场(鸟巢)钢结构焊接工程全面质量管理1国家体育场(鸟巢)钢结构焊接工程全面质量管理国家体育场,也称鸟巢,是2008年北京奥运会的主要比赛场馆之一,也是国家重点文物保护单位。
作为一项复杂的现代工程,国家体育场的建造需要精确的工艺和材料质量,以确保其结构的安全性和美观性。
其中,钢结构焊接工程的全面质量管理在整个建造过程中起着至关重要的作用。
焊接是钢结构中最常见和关键的连接方式。
焊接连接具有耐腐蚀、安全可靠、易于维护等优点,在钢结构中占据着重要的位置。
然而,焊接工艺和质量对工程结构的安全和耐用性有着至关重要的影响。
因此,在国家体育场的焊接工程中,一系列全面的质量管理措施被采用,以确保焊接结构的质量和安全。
首先,在焊接工程中选用了优质的材料作为焊接材料,确保了焊接接头的高强度和韧性。
焊接材料的选择要根据结构设计和承载力要求选择,同时还要考虑材料的初始质量、焊接性能和抗腐蚀性能等因素。
在鸟巢焊接工程中,选材严格按照质量标准和技术规范进行,确保了不同焊接接头的焊接性能和承载能力。
其次,在焊接工程中完善了焊接工艺,确保了焊接结构的质量和成型。
焊接工艺的规范性和可靠性对较大结构焊接质量有相当大的影响。
在鸟巢焊接工程中,根据结构的不同性质,完善了焊接工艺的选择和流程,提高了焊接接头的结构强度和耐久性。
再次,针对焊接接头进行了全面的质量检测和控制。
施工过程中,结构施工方与监理方共同组织质量验收和检测工作,对焊接接头进行了全面的质量检测和控制。
质量检测主要是通过无损检测技术和其他辅助工具进行,对焊接接头的结构完整性和焊接质量进行全面的检测和控制。
最后,在施工过程中进行了全面的质量管理,确保焊接工程达到高质量标准。
施工过程中,钢结构焊接工程的全面质量管理包括质量计划制定、质量组织建设、质量控制制度等,确保在施工过程中每一环节都符合质量标准和规范。
总的来说,国家体育场钢结构焊接工程的全面质量管理确保了工程的质量和安全。
国家体育场钢结构工程焊接工艺评定方案一、项目概述国家体育场钢结构工程是一个重要的大型建筑工程,为了确保钢结构的质量和安全性,需要进行焊接工艺的评定。
本方案旨在确定适用于国家体育场钢结构工程的焊接工艺,并确保焊接接头与钢结构的强度、刚度和耐久性满足设计要求。
1.根据设计要求和相关标准,确定焊接接头类型和焊缝形式,如对焊、角焊、对角焊等;2.根据焊接材料的特性选择合适的焊接电流、电压和焊接速度等参数;3.根据焊接材料和焊接结构的特性,确定适合的预热温度、焊接层间温度、焊接速度等;4.制定焊接工艺控制规程,包括焊接操作步骤、焊接设备的使用条件、材料预热和焊接层间温度的控制等;5.根据焊接接头的尺寸和结构形式,确定适合的焊接顺序和焊接方法,如单面焊、双面焊等;6.选择合适的检测方法和标准,对焊接接头进行性能和质量检验。
三、焊接工艺评定流程1.焊接工艺试验准备:(1)准备焊接试样,并确保试样符合设计要求;(2)准备焊接设备和相关材料,如焊条、焊丝等;(3)准备焊接工艺评定文件,包括焊接工艺规程、焊接工艺评定记录等。
2.焊接工艺试验过程:(1)按照焊接工艺规程和试验要求,进行焊接试验;(2)对焊接接头进行质量检验,包括焊缝形态、焊缝强度、焊缝硬度等;(3)对焊接接头进行性能检验,如拉伸试验、弯曲试验等;(4)对焊接接头进行非破坏性检测,如超声波检测、射线检测等。
3.焊接工艺评定结果分析:(1)根据焊接工艺试验的结果,对焊接工艺进行评定;(2)对焊接接头的强度、刚度和耐久性等性能指标进行评估;(3)对焊接工艺存在的问题进行分析,并提出改进措施。
四、工艺评定报告编制依据焊接工艺评定流程和结果,编制焊接工艺评定报告。
报告包括以下内容:1.项目概述;2.工艺评定方法;3.焊接工艺评定流程;4.焊接工艺评定结果分析;5.改进措施和建议。
五、工艺评定实施和监督工艺评定应由专业焊接工程师或焊接专家组织实施,并由相关技术部门进行监督和验收。
国家体育场钢结构安装工程焊接技术国家体育场(鸟巢)是中国北京市的一座标志性建筑,也是2024年北京奥运会的主体育场。
其巨大而复杂的钢结构安装工程是这座建筑的核心部分之一,也是该工程中最具挑战性的任务之一、在这篇文章中,我将详细介绍国家体育场钢结构安装工程的焊接技术。
焊接是一种将金属材料加热至熔化状态并通过添加熔化的填充金属来实现材料连接的方法。
在国家体育场的钢结构安装工程中,焊接是连接各个钢构件的主要技术。
由于国家体育场的设计结构独特复杂,涉及到各种形状和尺寸的钢构件,因此焊接工艺需要经过精确的计算和专业的技术才能够保证连接的强度和稳定性。
首先,焊接工程需要对每一个钢构件进行详细的分析和计算,包括材料的强度、形状和尺寸等因素。
根据这些计算,焊接工艺需要确定焊接材料的选择和焊接方法。
钢构件的厚度、形状和焊缝的位置等因素会影响焊接方法的选择,例如手工电弧焊、埋弧焊或气体保护焊等。
这些不同的焊接方法都需要经过专业的焊工进行操作。
其次,焊接工程需要合理安排焊接顺序和工艺参数。
在国家体育场的钢结构安装过程中,焊接一般是在钢构件安装完毕后进行的,因此焊接顺序需要与安装工序相结合,确保焊接的稳定性和质量。
同时,焊接时需要控制焊接电流、电压和焊接速度等工艺参数,以确保焊缝的强度和稳定性。
第三,焊接工程需要严格控制焊缝的检测和质量控制。
焊接过程中容易产生焊缝缺陷,如气孔、夹渣和裂纹等。
因此,焊接工程需要进行焊缝的无损检测,以确保焊缝的质量和可靠性。
常用的焊缝无损检测方法包括超声波检测、射线检测和磁粉检测等。
最后,焊接工程需要进行焊缝的防护和表面处理。
焊接后的焊缝需要进行防腐处理,以避免氧化和腐蚀。
常用的防护方法包括喷涂防锈漆、热浸镀锌和热喷涂等。
此外,焊接后的焊缝需要进行表面处理,使其与周围的钢构件具有一致的外观。
总之,国家体育场(鸟巢)钢结构安装工程的焊接技术是一个复杂而重要的工程。
通过精确的焊接计算和专业的焊接技术,可以确保钢构件的连接强度和稳定性。
国家体育场钢结构工程焊接工艺评定方案一、引言二、钢结构工程评定方案1.工程概况首先,应对国家体育场钢结构工程进行详细的概况说明,包括工程规模、结构形式、使用功能等。
同时,还需要明确工程的质量要求和验收标准。
2.施工方案根据国家体育场的特点和施工条件,进行科学合理的施工方案制定。
施工方案应明确施工工艺和工序,确保结构的安全性、精确度和施工周期等方面的要求。
3.技术措施制定国家体育场钢结构工程的技术措施,包括钢材选用、工艺流程、施工设备、施工环境等方面。
钢材的选用应符合相关标准和规范,确保材料的质量。
技术措施应结合工程实际情况,确保施工的安全性和高效性。
4.建设管理1.工序选择根据国家体育场的钢结构工程特点,选择适合的焊接工艺和工序。
不同焊接位置和焊接材料需要选择合适的焊接方法和材料,以确保焊接质量。
2.焊接材料的选择根据施工环境和焊接性能要求,选择合适的焊接材料。
焊接材料应符合相关标准和规范,确保焊接接头的牢固性和耐久性。
3.焊接工艺参数根据焊接材料和焊接接头类型,确定合适的焊接工艺参数。
工艺参数包括焊接电流、焊接电压、焊接速度等,应根据实际焊接需要进行精确调整,以确保焊接质量。
4.焊接检测和评审焊接完成后,进行焊接接头的检测和评审工作。
检测方法包括外观检测、尺寸检测、无损检测等,以确保焊接接头的质量。
四、总结国家体育场钢结构工程和焊接工艺评定方案是确保体育场建设和使用安全、优质的重要环节。
该方案应根据工程实际情况和相关规范进行制定,并严格按照方案执行和评定。
同时,还需要建立相应的监测和检测机制,对钢结构工程和焊接工艺进行实时监控和评估。
只有如此,才能确保国家体育场的质量和安全性能,为人们提供良好的体育活动场所。
建筑技术第39卷564国家体育场(鸟巢)工程施工新技术综述李久林,杨俊锋,杨庆德,邱德隆,盛宇,张颖(北京城建集团有限责任公司,100088 北京)摘要:国家体育场是2008年北京奥运会的主会场。
其造型呈马鞍形,外壳由钢结构编织成鸟巢状,内部为三层碗状看台混凝土结构。
看台结构存在大量斜柱、斜梁、空间环梁等异形构件。
钢结构总用钢量约4.2万t。
施工中通过采用高强高性能混凝土技术、钻孔灌注桩后压浆技术、HRB钢筋应用技术、Q460高强钢厚板焊接技术、成套箱形弯扭构件加工制作技术等,取得了一系列研究成果,提高了我国建筑技术水平,社会经济效益和环保效益非常显著。
其中7项科技成果填补国内空白,达到国际先进或国际领先水平,完成了国家级工法4项。
本工程已获得结构“长城杯”金杯和中国钢结构金奖。
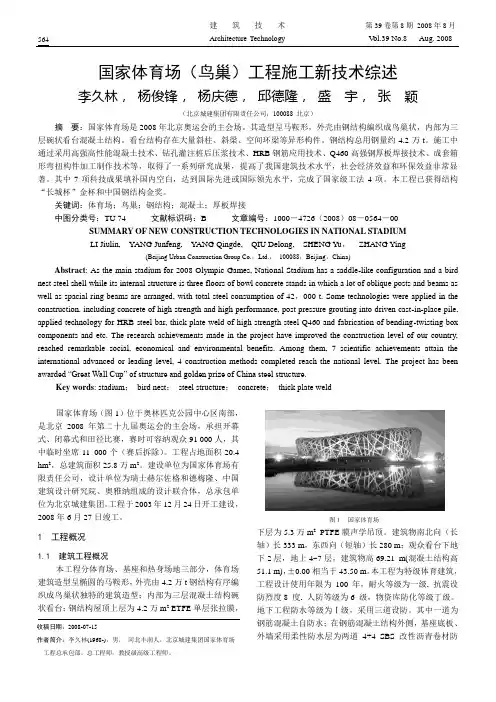
关键词:体育场;鸟巢;钢结构;混凝土;厚板焊接中图分类号:TU 74 文献标识码:B 文章编号:1000-4726(2008)08-0564-00SUMMARY OF NEW CONSTRUCTION TECHNOLOGIES IN NATIONAL STADIUMLI Jiulin, YANG Junfeng, YANG Qingde, QIU Delong, SHENG Yu,ZHANG Ying(Beijing Urban Construction Group Co.,Ltd.,100088,Beijing,China)Abstract: As the main stadium for 2008 Olympic Games, National Stadium has a saddle-like configuration and a bird nest steel shell while its internal structure is three floors of bowl concrete stands in which a lot of oblique posts and beams as well as spacial ring beams are arranged, with total steel consumption of 42,000 t. Some technologies were applied in the construction, including concrete of high strength and high performance, post pressure grouting into driven cast-in-place pile, applied technology for HRB steel bar, thick plate weld of high strength steel Q460 and fabrication of bending-twisting box components and etc. The research achievements made in the project have improved the construction level of our country, reached remarkable social, economical and environmental benefits. Among them, 7 scientific achievements attain the international advanced or leading level, 4 construction methods completed reach the national level. The project has been awarded “Great Wall Cup” of structure and golden prize of China steel structure.Key words: stadium;bird nest;steel structure;concrete;thick plate weld国家体育场(图1)位于奥林匹克公园中心区南部,是北京2008年第二十九届奥运会的主会场,承担开幕式、闭幕式和田径比赛,赛时可容纳观众91 000人,其中临时坐席11 000个(赛后拆除)。
国家体育场方案钢结构工程焊接工艺评定方案一、工程概述:国家体育场(Bird's Nest)是北京市海淀区北部地区的一座钢结构建筑,是2008年北京奥运会的主体育馆之一,是奥运会和残奥会的开闭幕式和田径比赛的场馆。
该建筑采用钢结构为主体结构,是迄今为止世界上规模最大、最复杂的钢结构建筑之一。
本文主要针对国家体育场钢结构工程的焊接工艺评定方案进行探讨。
二、工艺流程:1.前期准备:针对国家体育场钢结构工程的设计要求及材料相关要求进行调查,了解钢结构的材质、质量等相关信息。
同时,针对整个工程的特点,确定焊接工艺方案。
确定焊接工艺方案后,编制相应的施工方案书和焊接程序规程书。
2.焊接前检查:对待焊接的钢材进行外观检查和内部质量检查,针对发现的问题进行处理或更换。
3.平面定位:在开展焊接前,需要根据工程设计图纸,对钢结构的平面位置进行细致的定位,以保证后续的焊接质量。
4.验收钢材质量:在焊接现场,需要验收焊接用钢材的质量,确认其符合设计要求,同时设定焊接操作记录。
5.预热:针对厚板焊接,需要进行预热处理,保证焊接材料相互融合,减少焊接变形。
6.焊接:根据工程设计图纸及编写的焊接程序规程书,开展相对应的焊接作业。
在整个过程中,根据工艺方案进行针对性的控制。
7.复查、磨平和调整:完成焊接后,进行焊缝外观及内部质量检查,需要进行磨平处理和质量调整。
8.钎焊:对不能焊接的部位进行钎焊处理,以保证工程的整体质量。
9.清理:清理焊接过程中的残渣和垃圾,保证焊接现场的清洁。
10.最终验收:经过上述的一系列工艺流程后,需要进行最终的验收,确定焊接质量是否符合设计要求。
三、质量控制:1. 应根据工程的设计要求及材料的相关要求对钢结构的材料进行细致的调查,以保证焊接质量。
2. 应留意材料表面及内部质量的检查和处理,以保证焊接前的钢材质量。
3. 应根据焊接工艺方案和现场实际情况编写施工方案书和焊接程序规程书。
4. 应根据工艺方案进行针对性控制,控制焊接过程中的各个环节,尤其是温度控制和焊接时间的控制。
6厚板焊接将成为建筑钢结构的主要焊接技术<2>随着钢板厚度的增加,焊接难度大大增加。
在我国现行标准GB/T1591-1994《低合金高强度结构钢》和YB4104-2000《高层建筑结构用钢板》中规定钢板厚度最大为100 mm,不仅可以看出厚板在生产和焊接上的难度,而且还远远落后于建筑钢结构焊接工程的发展速度。
无论在理论和实践两方面都证明:建筑钢结构并不一定需要钢板越厚越好,然而由于设计师的理念,建筑钢结构焊接工程中厚钢板得到大量使用。
国家体育场 鸟巢 钢结构焊接工程中Q460-Z35厚110 mm,Q345GJD厚100 mm,北京新保利工程使用轧制H型钢翼板厚125 mm 材质ASTMA913Gr60 ,基本代表了我国建筑钢结构焊接工程的用钢厚度。
建筑钢结构厚板焊接技术得到了很大发展,是一项方兴未艾的实用技术。
国家体育场 鸟巢 钢结构焊接工程采用了与原建筑钢结构焊接工程不完全一致的组合工艺,提高了焊接效率、保证了焊接质量,为厚板焊接技术提供了有益的借鉴经验。
6.1厚板焊接坡口的设计由于厚板焊接量大、难度高,技术界十分重视坡口的设计。
坡口小易形成窄而深的形式,焊缝成形系数偏小,影响一次结晶,容易产生区域偏析。
在拘束应力大的前提下进而导致焊接热裂纹的产生。
坡口加大,不仅焊接量大大增加,焊缝的焊接残余应力也大大增加,这对钢结构体系初始应力的控制极为不利,同时也影响工程工期。
国家体育场 鸟巢 钢结构焊接工程中,经过大量的试验研究,确定坡口角度和间隙为30°~35°;间隙6~10 mm。
工程实践和工艺评定结果证明了这一坡口角度的科学性、合理性。
6.2预热、后热采用远红外电加热技术厚板焊接的关键是防止焊接裂纹的产生,准确的预热温度、层间温度、后热温度是防止裂纹产生的关键,特别是厚板高强钢的焊接尤为重要,这是因为其直接影响和控制高强钢裂纹产生三要素,即扩散氢含量、硬淬倾向和拘束应力。
国家体育场(鸟巢)钢结构工程焊接应力应变控制技术探讨北京城建精工钢结构工程有限公司刘子祥、李海斌一、工程概况国家体育场看台的放射状混凝土框架结构与环绕它们并形成主屋盖的空间钢结构完全分离。
空间钢结构由24榀门式桁架围绕着体育场内部碗状看台区旋转而成,其中22榀贯通或基本贯通。
结构组件相互支撑、形成网格状构架,组成体育场整体的“鸟巢”造型。
所有钢结构构件形成结构及建筑外形。
工程±0.000标高相对于绝对标高为43.500m,钢结构屋盖呈双曲面马鞍型,南北向结构高度为40.746m,东西向结构高度为67.122m。
屋顶主结构均为箱型截面,上弦杆截面基本为1000mm×1000mm,下弦杆截面基本为800mm×800mm,腹杆截面基本为600mm×600mm,腹杆与上下弦杆相贯,屋顶矢高12.000m。
竖向由24根组合钢结构柱支撑,每根组合钢结构柱由两根1200mm×1200mm箱型钢柱和一根菱形钢柱组成,荷载通过它传递至基础。
立面次结构截面基本为1200mm×1000mm,顶面次结构截面基本为1000mm×1000mm。
1.钢结构设计重量主桁架:12720吨组合柱:12548吨次结构:11670吨楼梯:4137吨马道:800吨合计:41875吨2.钢材型号厚度钢板的最大厚度100mm。
当钢板厚度≤34mm时,采用Q345钢材;当钢板厚度≥36mm 时,采用Q345GJ钢材;少量厚钢板采用Q460、S460ML钢材。
局部采用铸钢件。
厚度分布:•组合钢柱除少量棱形柱底部和顶部为90~100mm,其余为50~80mm,另外两根方形斜柱板厚绝大多数为30、25、20mm。
•桁架上弦杆个别段为50mm外,其余均在40mm以下,大多数为30、25、20mm。
•桁架下弦杆个别段为50、42mm外,其余绝大多数为20mm。
•腹杆为20、14、10mm,多数为10mm。
一.国家体育场钢结构冬季焊接施工技术1 概述1.1工程简介国家体育场是北京2008年奥运会的主体育场。
建筑顶面呈马鞍型,长轴为332.3m,短轴为297.3m,最高点高度为68.5m,最低点高度为40.1m,屋盖中间开洞长度为185.3m,宽度为127.5m。
钢结构工程结构用钢总量约42000吨,涉及到:Q460E-Z35、Q345GJD、Q345D、Q345C、GS-20Mn5V铸钢件等6种高强钢,且为全焊接结构,造型独特新颖,为双曲面马鞍型结构。
由于钢结构工程量大,施工工期紧,本工程钢结构施工要经历一个冬季施工阶段,北京地区冬季降雪主要集中在11月份~3月份,地表风力集中在3级~6级之间,最低温度平均在-10℃左右。
根据施工进展安排,冬季施工涉及钢结构几乎所有的工序:柱脚拼装及吊装,主体结构吊装及焊接、立面次结构吊装及焊接、钢楼梯吊装及焊接等。
因此本次冬季施工的施工质量和实际进度将是整个钢结构工程的重中之重,冬施期间的施工质量和进度将直接影响下一步其它工序的及时插入和整个工期。
1.2 冬季焊接部位整个冬施期间,钢结构工程除肩部及顶面次结构没有涉及外,其他部位全部存在冬季施工,具体冬季低温焊接施工部位和工程量如下表:1.3冬季焊接特点(1)焊接工程量大、难度大,高强度钢材低温焊接没有先例本工程为全焊接结构,吊装分段多,现场焊缝长度长,加之厚板焊接,高空焊接仰焊多。
高强度钢材大量运用,低温焊接没有太多的成熟经验,尤其Q460E钢材是国内建筑用钢上第一次使用,低温焊接更没有先例,使得冬季焊接难度增加。
加之高空焊接,焊接的防风、防雪、防低温措施更使得焊接难度增大。
(2)焊工低温操作,工作效率降低北京地区冬季室外平均气温低,焊工露天作业动作僵化,操作灵活度降低,工效随之降低的同时也增加作业危险性,以及容易出现焊缝质量下降。
(3)低温下焊机工作性能不稳定低温下焊接设备的运行稳定性降低,焊接参数会间接受到环境的影响,对焊接的质量会产生直接影响。
北京城建精工钢结构工程有限公司提要:国家体育场钢结构安装工程,主桁架分项根据安装实际情况被分成空间立体桁架和平面桁架两种吊装单元。
空间立体桁架的多对口对接、平面桁架的翻身过程稳定性是该分项工程的重难点。
关键词:鸟巢钢结构、空间巨型桁架、龙门吊、三机抬吊、安装工艺一、工程简况国家体育场位于北京市城府路南侧,奥林匹克公园中心区内,是北京2008年奥运会的主体育场。
建筑顶面呈马鞍型,长轴为332.3m,短轴为297.3m,南北跨度结构相对标高为42.246m,东西跨度结构相对标高为69.900m,屋盖中间开洞长度为185.3m,宽度为127.5m。
主桁架围绕屋盖中间的开口放射形布置,与屋面及立面的次结构一起形成了"鸟巢"的特殊建筑造型。
大跨度屋盖支撑在周边的24根桁架柱之上。
主桁架尽可能直通或接近直通,并在中部形成由分段直线构成的内环。
钢结构总量约4.6万吨,构件截面均为箱形截面,其空间位置复杂多边,形体宏大、美观。
国家体育场主桁架共有48榀,分别由外围24榀桁架柱开始向中间延伸,在中间形成椭圆形的环。
主桁架总用钢量约14000吨,桁架柱约17020吨,主桁架与桁架柱一起共同形成如图1.2所示的主要承力体系。
主桁架的轴线高度为12m,上下弦及腹杆均为箱形截面构件。
目前工程主结构构件加工制作、拼装已经完成,现场主结构安装接近尾声,钢结构安装重量已经超过四分之三,其中桁架柱已安装完成,鸟巢形体初现端倪。
二、主桁架分段及设备选择打垮度空间巨型桁架的吊装分段很重要,不仅要考虑各分段重量、安装作业半径和国内、现有吊机资源的匹配,同时各分段在支撑塔架上的临时固定及相互搭接各分段间吊装顺序的确定同样是施工的关键。
根据支撑塔架的设置及主桁架的空间交叉情况,将屋盖主桁架共分成182吊。
其中,内环吊装单元共96吊,空间桁架16吊,平面桁架80吊;外环吊装单元共86吊,均为平面桁架。
综合考虑体育场主桁架大型构件的吊装,主桁架最终选用一台CC4800型800T履带吊和CC2800型600T履带吊吊装。