中心孔标准
- 格式:doc
- 大小:118.00 KB
- 文档页数:1


本文根据GB4459.5-1999等资料撰写。
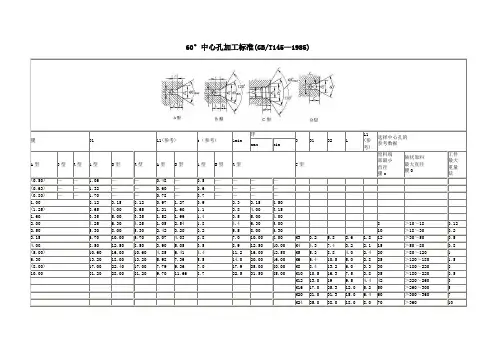
时间:2021.03.02 创作:欧阳数中心孔的分类中心孔的形式标记示例标注说明R(弧形)GB/T 4459.5-R3.15/6.7根据GB145选择中心钻D=3.15mm D1=6.7mmA(不带保护锥)GB/T 4459.5-A4/8.5根据GB145选择中心钻D=4mm D1=8.5mmB(带保护锥)GB/T 4459.5-B2.5/8根据GB145选择中心钻D=2.5mm D1=8mmC(带螺纹)根据GB145选择中心钻GB/T 4459.5-CM10L30/16.3D=M10 L=30mm D2=16.3mm中心孔的符号要求符号标注示例解释在完工的零件上要求保留中心孔要求做出B型中心孔D=2.5 D1=8在完工的零件上要求保留在完工的零件上可以保留中心孔用A型中心孔D=4 D1=8.5在完工的零件上是否保留都可以在完工的零件上不允许保留中心孔用A型中心孔D=1.6D1=3.35在完工的零件上不允许保留d'=1h 10H1=1.4hh=字体高度a-标注中心孔符号的区域b-零件轮廓的图线粗度图1在图样上的标注对于已经有相应标准规定的中心孔,在图样中可不绘制详细结构,只需注出其代号,如表所示。
如同一轴的两端中心孔相同,可只在其一端标出,但应注出其数量(图2)。
图2如需指明中心孔的标准代号时,则可标注在中心孔型号的下方(图3,4)。
图3图4中心孔工作表面的粗糙度应在引出线上标出(图5、图6),表面粗糙度的上限值为1.25µm。
以中心孔的轴线为基准时,基准代(符)号可按图5、图6的方法标注。
图5图6时间:2021.03.02创作:欧阳数。

中心孔研磨标准
中心孔研磨的标准I序要求包括以下几个方面:
1.粗车:这一步骤主要是去除多余的材料,为后续的研磨I作做准备。
2.处理:包括对中心孔进行清洁和处理,以去除任何杂质或污染物。
3.调质:对于某些材料,可能需要进行调质处理,以提高材料的硬度和耐磨性。
4.车外圆:研磨之前需要将外圆加工至所需尺寸。
5.车端面:研磨中心孔之前需要将端面加工至所需尺寸。
6.钻中心孔:这是研磨前的必要步骤,需要钻出符合零件要求的中心孔。
7.粗研中心孔圆锥面:这一步骤主要是对中心孔的圆锥面进行粗研处理。
8.热处理:某些材料在研磨前需要进行热处理,以提高其硬度和耐磨性。
9.研中心孔圆锥面:这是最后一步,需要研磨中心孔的圆锥面至所需精度。
请注意,这些步骤只是标准I序的一部分,具体的研磨标准和步骤可能会因实际应用和设备不同而有所差异。
在实际操作中,应根据具体情况进行调整和优化。
制定:审核:批准:。

-0.5-0.63-0.81-1.25 1.62 2.5 3.154-5 6.3-8101.06 1.32 1.7 2.12 2.65 3.35 4.25 5.3 6.78.510.613.21721.20.480.60.780.97 1.21 1.52 1.95 2.42 3.07 3.9 4.85 5.987.799.7t参考0.50.60.70.91.11.41.82.22.83.54.45.578.71-1.251.622.53.154-56.3-810注:1. 尺寸 l ₁ 取决于中心钻的长度 l ₁ ,即使中心钻重磨后再使用,此值也不应小于 t 值。
2. 表中同时列出了 D 和 l ₂ 尺寸,制造厂可任选其中一个尺寸。
3. 括号内的尺寸尽量不采用。
B 型中心孔d中心孔 [GB/T 145-2001]A 型中心孔d D l 22.12 2.653.354.255.36.78.510.613.21721.23.1545 6.381012.5161822.4281.27 1.6 1.99 2.54 3.2 4.03 5.05 6.417.369.3611.66t参考0.91.11.41.82.22.83.54.45.578.7M3M4M5M6M8M10M12M16M20M243.24.35.36.48.410.5131721264. 括号内的尺寸尽量不采用。
C 型中心孔d D 1D 1D 2l 2注:1. 尺寸 l ₁ 取决于中心钻的长度 l ₁,即使中心钻重磨后再使用,此值也不应小于 t 值。
2. 表中同时列出了 D ₂ 和 l ₂ 尺寸,制造厂可任选其中一个尺寸。
3. 尺寸 d 和 D ₁ 与中心钻的尺寸一致。
5.36.78.19.612.214.918.12328.434.25.87.48.810.513.216.319.825.331.3382.6 3.24567.59.5121518t参考1.82.12.42.83.33.84.45.26.481-1.25 1.62 2.5 3.154-5 6.3-8102.12 2.65 3.35 4.25 5.3 6.78.510.613.21721.2l min 2.3 2.8 3.5 4.4 5.578.911.21417.922.5max3.15456.381012.516202531.5rl R 型中心孔d1d2D 2D 3rmin 2.5 3.1545 6.381012.5162025注:括号内的尺寸尽量不采用。