箱体零件加工报告
- 格式:doc
- 大小:38.00 KB
- 文档页数:7


一、实习背景随着我国经济的快速发展,制造业已成为国家经济的支柱产业。
箱体加工作为制造业的重要组成部分,其技术水平直接影响着产品质量和企业的竞争力。
为了提高自身的实践能力,了解箱体加工的生产流程和技术要求,我于2021年6月至8月在XX机械有限公司进行了为期两个月的实习。
二、实习单位简介XX机械有限公司是一家专业从事箱体加工、装配及销售的企业,拥有先进的生产设备、完善的工艺流程和严格的质量管理体系。
公司产品广泛应用于汽车、家电、电子产品等行业,在国内市场享有较高的声誉。
三、实习内容1. 箱体加工工艺流程(1)原材料准备:根据设计图纸和客户要求,准备所需原材料,如钢板、角钢、铝材等。
(2)下料:根据图纸尺寸,使用数控切割机、等离子切割机等设备对原材料进行切割。
(3)焊接:采用气体保护焊、电弧焊等方法,将切割好的板材焊接成箱体。
(4)校正:对焊接好的箱体进行校正,确保其尺寸和形状符合要求。
(5)打磨:对箱体表面进行打磨,去除焊接飞溅和毛刺。
(6)装配:将箱体内部结构组件(如隔板、支架等)安装到位。
(7)喷漆:对箱体表面进行喷漆处理,提高其美观性和防护性能。
2. 箱体加工设备操作(1)数控切割机:掌握数控切割机的操作方法,包括启动、停止、调整切割参数等。
(2)等离子切割机:熟悉等离子切割机的操作流程,掌握切割参数的设置。
(3)焊接设备:了解焊接设备的种类、特点及操作方法,如气体保护焊、电弧焊等。
(4)打磨设备:掌握打磨机的操作方法,确保箱体表面平整、光滑。
3. 质量管理(1)了解箱体加工过程中的质量控制点,如原材料、下料、焊接、校正、打磨等。
(2)掌握检验标准和方法,对加工过程中出现的问题及时反馈和处理。
(3)学习质量管理体系文件,了解公司对质量管理的重视程度。
四、实习收获1. 实践能力提升:通过实习,我掌握了箱体加工的生产流程、设备操作和质量控制方法,提高了自己的实践能力。
2. 专业知识拓展:实习期间,我了解了箱体加工行业的现状和发展趋势,拓展了自己的专业知识。
箱体类零件价加工工艺与实施报告单
姓名沈群工号225D07 组别D组箱体类零件加工工
课程名称
任务编号SK-XT-01
艺与方法
撰写目的箱体类零件的认识
箱体类零件的认识
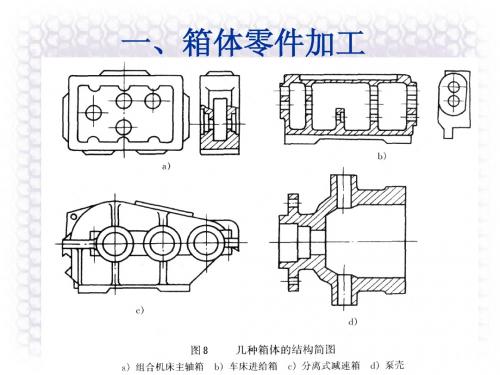
一、箱体类零件的功用与特点
1、功能:箱体类零件是机器或部件的基础零件,它将机器或部件中的轴、套、齿轮等有关零件组成一个整体,使它们之间保持正确的相互位置。
并按照一定的传动关系协调的传递运动或动力,因此,箱体类零件的加工质量保证直接影响机器或部件的精度、性能和寿命。
2、分类及特点:根据结构形式的不同可分为整体式(如车床主轴箱)
车床主轴箱和整体式(如减速箱)
减速箱
两大类。
前者是整体铸造、整体加工,加工较困难,但装配精度较高;后者可分别制造,便于加工和装配,但增加了装配工作量。
3、共同点:箱体的分类虽然多种多样,但仍然有共同的特点;形状复杂,壁薄且不均,内部虽腔形,加工部位多,加工难度大。
既有精度要求较的孔系和平面,也有许多精度要求较低的紧固空。
因此,一般型机床制造长用于箱体类零件的机械加工劳动量占整个产品加工量15%~20%
二、箱体类零件的主要技术要求:箱体类零件中以。
二、箱体类零件的技术要求
(1)主要平面的形状精度和表面粗糙度
(2)孔的尺寸精度、几何形状精度和表面粗糙度
(3)主要孔和平面相互位置精度
教师评语:
编写日期:第页共页。


齿轮类零件价加工工艺与实施报告单
姓名沈群工号225D07 组别D组箱体类零件加工工
课程名称
任务编号XK-XT-07
艺与方法
撰写目的工艺方案优化及总结
工艺方案优化及总结
一、加工中遇到的问题及解决办法
1、进行孔加工时工件夹不紧
办法:调节压力的大小
2、加工时刀装的过短致使撞到工件
办法:急停将机床抬起重新对刀进行加工
二、箱体加工工艺问题
1、保证孔的加工精度,表面粗糙度
2、保证支撑孔与主要平面的距离尺寸精度和相互位置
精度
3、孔系加工,保证基准相互位置精
三、工艺制定的注意问题
1、零件图的研究与工艺审阅
2、确定生产类型
3、确定毛坯的种类和尺寸
4、选择定位基准和主要平面的加工方法,拟定零件的
加工工艺路线
5、确定工序尺寸、公差及技术要求
6、确定机床、工艺装备、切削用量及时间定额
7、填写工艺文件
四、总结
通过这几个星期的加工箱体的加工就要结束了,我通过加工箱体了解了铸造、铣床和模具方面的知识。
通过对箱体的加工我对工艺的分析更加熟练,也知道工作不能马虎呀认真才能更好的工作。
这次我也遇到了困难在同学的帮助下解决了,通过同学的帮助自己有了很大进步。
教师评语:
编写日期:第页共页。
┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊箱体类典型零件的数控加工工艺分析摘要论文首先介绍了数控机床的趋势:工序集中、高速化、高效、高精度、多功能等。
从数控加工工艺基础讲起,由浅入深的分析了数控加工工艺的特点及技术要求。
对典型箱体类零件的数控加工工艺分析及举例分析。
数控加工工艺是采用数控机床加工零件时所运用各种方法和技术手段的总和,应用于整个数控加工工艺过程。
数控加工工艺是伴随着数控机床的产生和发展而逐步完善起来的一种应用技术,它是人们大量数控加工实践的总结。
数控加工工艺是数控编程的前提和依据,没有符合实际的、科学合理的数控加工工艺,就不可能有真正可行的数控加工程序。
数控编程就是将制定的数控加工工艺内容程序化。
箱体类零件的加工精度高,工艺难度较大。
除了一般零件的共性外有其铣平面,铣孔,热处理特殊特点。
因此对箱体类零件的加工工艺分析对数控加工工艺方面的一个丰富的积累。
关键词:数控机床;箱体类零件;加工工艺。
┊┊┊┊┊┊┊┊┊┊┊┊┊装┊┊┊┊┊订┊┊┊┊┊线┊┊┊┊┊┊┊┊┊┊┊┊┊Box-type parts of a typical CNC machining process analysisAbstractPaper introduces the trend of CNC machine tools: process focus, high-speed, high efficiency, high precision, multi-function, such as. From talking about the basis of numerical control processing, easy-to-digest analysis of the characteristics of CNC machining technology and technical requirements. The typical box-type parts on the CNC machining process analysisand example analysis.CNC machining process is the use of CNC machining parts by using various methods and techniques of the sum of the means applied to the entire CNC machining process. CNC machining process is accompanied by the emergence of CNC machine tools and development with a gradual improvement of application technology, it is the practice of a large number of CNC machining summary. CNC Machining NC programming process is the prerequisite and basis for, not in line with the practical, scientific and rational CNC machining process, there can be no real NC machining process possible. NC programming is to formulate the contents of the NC processing program.Box-type high-precision machining, process more difficult. In addition to the general common parts outside the plane of its milling, hole milling, heat treatment of special features.Box-type parts on the process of analysis of the aspects of CNC machining process to a rich accumulation.Keywords: CNC machine tools; box components; processing technology.目录第1章概述 (3)┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ 装 ┊ ┊ ┊ ┊ ┊ 订 ┊ ┊ ┊ ┊ ┊ 线 ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊┊1.1 数控加工技术的发展和趋势 ................................................................................ 3 1.2 数控加工的定义 .................................................................................................... 5 1.3数控加工工艺的定义 ............................................................................................. 5 1.4数控加工工艺的特点 ............................................................................................. 6 第2章 数控加工工艺基础 ........................................................................................ 6 2.1 数控加工工艺分析 ................................................................................................ 6 2.2零件图的分析审查 ................................................................................................. 8 2.3零件机械加工工艺规程的制定 ............................................................................. 9 第3章 数控机床加工箱体类零件的工艺分析 ...................................................... 13 3.1箱体类零件的结构及特点 ................................................................................... 14 3.2箱体类零件的材料及毛胚 ................................................................................... 14 3.3箱体类零件的主要技术要求 ............................................................................... 15 3.4箱体零件的加工工艺分析 ................................................................................... 15 第4章 分离式齿轮箱体加工工艺过程及其分析 .................................................. 21 4.1 分离式箱体的主要技术要求 .............................................................................. 22 4.2 分离式箱体的工艺特点 ...................................................................................... 22 第5章 总结 ................................................................................................................ 26 参考文献 ...................................................................................................................... 27 答谢词 .. (28)第1章 概述1.1 数控加工技术的发展和趋势┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ 装 ┊ ┊ ┊ ┊ ┊ 订 ┊ ┊ ┊ ┊ ┊ 线 ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊ ┊┊1.1.1数控机床的发展美国麻省理工学院于1952年成功地研制出世界上第一台的数控铣床。
一、实习背景随着我国制造业的快速发展,箱体零件作为机械制造中重要的基础部件,其加工工艺和精度要求越来越高。
为了提高自身对箱体零件加工工艺的理解和实际操作能力,我于2023年在XX机械加工厂进行了为期一个月的实习。
二、实习目的1. 了解箱体零件加工的基本工艺流程。
2. 掌握箱体零件加工中的常用设备和工具的使用方法。
3. 提高对箱体零件加工质量的要求和检验标准。
4. 培养实际操作能力,为今后从事相关工作打下基础。
三、实习内容1. 工艺分析实习期间,我首先对箱体零件的加工工艺进行了详细的分析。
箱体零件的加工通常包括以下步骤:(1)下料:根据图纸要求,将原材料切割成所需尺寸的毛坯。
(2)粗加工:在车床上进行粗加工,包括车外圆、端面、孔等。
(3)精加工:在铣床上进行精加工,包括铣平面、孔、槽等。
(4)热处理:根据零件材质和性能要求,进行相应的热处理。
(5)检验:对加工完成的零件进行尺寸、形状、位置等检验。
2. 设备与工具实习过程中,我熟悉了以下设备和工具:(1)车床:用于加工外圆、端面、孔等。
(2)铣床:用于加工平面、孔、槽等。
(3)钻床:用于加工孔。
(4)磨床:用于精加工平面、外圆等。
(5)量具:包括卡尺、百分表、塞规等,用于检验零件尺寸。
3. 实际操作在实习过程中,我参与了以下实际操作:(1)下料:根据图纸要求,将原材料切割成所需尺寸的毛坯。
(2)粗加工:在车床上进行粗加工,包括车外圆、端面、孔等。
(3)精加工:在铣床上进行精加工,包括铣平面、孔、槽等。
(4)热处理:根据零件材质和性能要求,进行相应的热处理。
(5)检验:对加工完成的零件进行尺寸、形状、位置等检验。
四、实习体会1. 工艺的重要性通过实习,我深刻认识到工艺在箱体零件加工中的重要性。
合理的工艺可以保证零件的加工精度和表面质量,提高生产效率。
2. 设备的熟练操作实习期间,我熟练掌握了车床、铣床、钻床、磨床等设备的操作方法,为今后从事相关工作打下了基础。
毕业实习报告
【实习内容】
5.总结和体会
通过近2周的参观实习,让我从中获益匪浅,对我即将进行的毕业设计有很大的帮助,了解到
了一般箱体的加工工序和比较典型的箱体工件的定位方式•通过参观工厂里比较成熟合理的夹
具并了解其工作原理,在接下来的夹具设计中有了提示和参照•通过观看工件加工走刀,对粗精
加工有了更深刻的了解。
此次毕业设计是大学一次很重要的理论与实际联系的课题,在设计过程中我一定会尽力把
自己的设计任务做好。
齿轮类零件价加工工艺与实施报告单
姓名沈群工号225D07 组别D组箱体类零件加工工
课程名称
任务编号SK-XT-04艺与方法
撰写目的箱体类零件的数控加工
箱体类零件的数控加工
一、工艺分析
1、铣上盖合盖表面、钻孔,倒角
2、加工箱盖窥视孔,箱体窥油孔
3、粗铣下表面,对箱体上表面、油槽加工
4、箱体下表面、漏油孔加工、合盖钻孔
5、合盖镗孔、割槽
二、加工中的编程
1、箱盖起盖螺钉编程:
O0011
%G40G21G49G80G90
G54G00G90
M03S500
G00X-11Y22
Z5
G01Z-9F60
G00Z5
X0Y0
M30
2、箱盖窥视孔程序
O003
%0003
G21G40G49G90
G54G00Z100
M03S500
G00X0Y0
G99G81X-11Y-11Z-9R5F60 X-11Y11
G98X11Y11
G80X11Y-11
G00X0Y0
M30
3、箱体回油槽的程序
O0012
%0012
G21G40G49G80G90
G54G00Z100
M03S1800
G00X-48Y-24
Z5
G01Z0F100
M98P0011L03
G00Z5
G00X28Y-25
Z0
M98P0012L03
G00Z100
M30
%0011
G91G01Z-1F100
G90G01X-55Y-24
Y-20
X-48
G01X-57F80
G02X-67Y-10R10F80 G01X10F80
G02X-57Y20R10F80 G01X-48F80
X-55
Y24
X-48
G01X-48Y13
G00Y-13
G01Y-24
M99
%0012
G91G01Z-1F80
G90G01X37Y-25
Y18
X30
Y57
G03X67Y-8F80
G01X67Y12
G03X57Y22R10
G01X30Y22F80
X37Y29Y15G00Y-13
G01Y-25
M99
4、铣箱体箱盖环形槽
O0001
%0001
G90 G80 G21 G49 G69 G40 G54 G00 Z100
M03 S1400
G68 X0 Y0 P0
G00 X0 Y0
Z3
G01 Z-8 F150
G01 X11 Y0 F1300
G01 X13 Y0 F40
G03 I-13 F120
#1=13 WHILE [#1LE16.5] #1=#1+0.5
G01 X[#1] F30
G03 I[-#1] F120
ENDW
G01 X15 Y0F30
G01 X0 Y0 F80
G00 Z10
G00 X51 Y0
Z3
G01 Z-8 F150
G01 X55 Y0 F300
G01 X57 Y0 F40
G03 I-6 F120
M98 P0011L01
G01 Z-12 F150
G01 X55 Y0 F300
G01 X57 Y0 F40
G03 I-6 F120
M98 P0011L01
G01 Z-10 F150
G01 X55 Y0 F1300
G01 X60 Y0 F40
G03 I-9 F120
G01 X59 Y0 F120
G01 X51 Y0 F800
G00 Z100
G69
G01 X50 Y207 F3000 M05
%0011
#1=57
WHILE [#1LE60]
#1=#1-0.5
G01 X[#1] F40
G03 I[51-[#1]]F120
ENDW
G01 X58 Y0 F30
G01 X51 Y0 F1600
M99
教师评语:
编写日期:第页共页。