纺织材料学实验回潮率的测定
- 格式:ppt
- 大小:3.04 MB
- 文档页数:16
电阻法测回潮率实验一、实验目的掌握电阻式测湿仪的原理、使用方法和影响因素。
参阅GB/T 6102.2。
二、实验内容和要求1、用电阻式测湿仪测定各种常见纤维、纱线、织物的回潮率(根据本校条件选定);2、掌握电阻式测湿仪的操作要领及温度修正;3、完成实验报告,并分析影响回潮率的因素。
三、仪器和试样仪器选用Y412和Y411系列电阻式测湿仪(条件不允许时,选择其中一种也可),天平。
试样为棉纤维、毛纱线、棉织物、毛织物等若干。
四、实验方法、步骤(一)Y411纺织测湿仪实验步骤1、将电源插头插在插座上,使电流接通。
2、开启电源开关,表上指针逐渐上升,约两分钟后,指针应停在零度处,若有偏差,可用零位调节器调节,务必使指针回到零度线上为止。
3、将调节开关拨至红线上,表上指针立刻向右移动到42度至43度间之红线处,如有偏差可将红线调节器调节,然后将调节开关拨至测量挡上,使指针回到零度线上。
此时该仪器已校正完毕,可以使用了。
4、将三眼插头插入测试插座上。
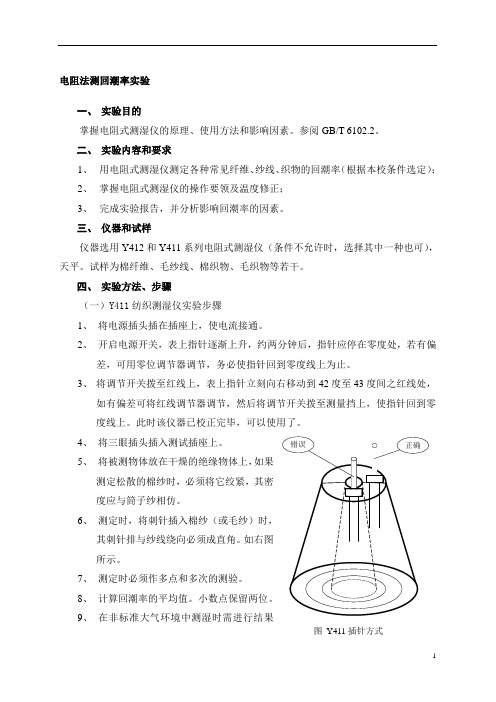
5、将被测物体放在干燥的绝缘物体上,如果测定松散的棉纱时,必须将它绞紧,其密度应与筒子纱相仿。
6、测定时,将刺针插入棉纱(或毛纱)时,其刺针排与纱线绕向必须成直角。
如右图所示。
7、测定时必须作多点和多次的测验。
8、计算回潮率的平均值。
小数点保留两位。
9、在非标准大气环境中测湿时需进行结果图Y411插针方式修正。
(二)Y412原棉水分测定仪实验步骤1、检查表头指针是否在起点刻度线处,若不在,可用小螺丝刀调节表头下部一字旋钮,使指针和起点刻度线重合,注意,此时不得开启电源;2、开启“电源开关”,将转换开关拨至“满度调整”,调节“满度调整”旋钮,使指针与表头刻度的满度重合;3、称样。
用天平称取原棉试样,每份(50±5)g;(一般取两份)4、将称好的试样放在仪器的玻璃盖上迅速撕松,均匀地推入两极板间,盖好玻璃盖,摇动手柄加压,使压力器指针指到圆点;5、将校验开关拨到“回潮测量”,待指针偏转稳定后,按锯齿棉或皮辊棉刻线,记下回潮率读数,读数记录至最接近的0.1%;6、将转换开关拨至“温度修正”,按锯齿棉或皮辊棉记录修正至最接近的0.1%;7、关闭电源,退松压力器,取出试验试样;8、将测得的锯齿棉或皮辊棉回潮率读数加上相应的温度修正值,即为该试样的回潮率;9、注意,如果是异地采样,应将所采得的试样(大于100g)放入密闭良好的盛样容器内带回,从盛样容器内取出一份样品,称重至该试样测试完毕,时间不得超过1分钟;10、计算平均回潮率。

纺织原料怎么计算回潮率、纱线布匹怎么测定含水率适用于材料的交付和验收业务上,以及计算纤维纱线的纤度与支数等细度方面。
在生产上,标准重量的计算,有时根据干燥重要进行计算。
纺织原料怎么计算回潮率、纱线布匹怎么测定含水率在商业贸易中,纺织材料并不处于标准状态,另外,即使在标准状态下同一种纤维材料的实际回潮率还与纤维本身的质量和含杂有关,为了计量与核价需要,必须对各种纤维材料及其制品的回潮率规定相应的标准,称为公定回潮率。
应该注意,公定回潮率的值是纯属为了工作方面而选定的,它接近于标准状态下实际回潮率,但不是标准大气中的回潮率,我国常见纤维的公定回潮率(%)纤维公定回潮率(%)纤维公定回潮率。
几种纤维的混合原料,混核毛条或混纺纱的公定回潮率的计算,可按混纺比加权平均。
如棉:涤混纺,涤占60%,棉占40%。
则混纺纱中公定回潮率= =3.64%公定重量纺织材料在公定回潮率或公定含水率时的重量叫“公定重量”,简称“公量”,也叫标准重量“准重”。
适用于材料的交付和验收业务上,以及计算纤维纱线的纤度与支数等细度方面。
在生产上,标准重量的计算,有时根据干燥重要进行计算。
含水率=(湿重-干重)/干重X100%。
回潮率、含水率与成纱质量及纺纱工艺的关系回潮率不仅影响原棉的真实重量和棉纤维的性能,而且对生产工艺和成品质量都有影响。
原棉回潮卒过高,在储存过程中易于霉烂变质,在清棉、梳相等纺纱工艺过程中易扭结,增加疵点,除杂效率也低。
原棉含水率过低,纤维强度低,容易被机械打断成短纤维,增加车间飞花,降低成纱强度。
影响原棉水分多少的因素,除周围空气的温湿度外,主要是原棉的成熟度。
成熟度高,水分少;成熬度低,水分多。
低级棉成熟度差,水分一般较高。
我国原棉的含水率一般在7%~11%,南方棉区的棉花含水率较高,北方棉区的棉花含水率较低。
一般原棉含水率控制在7%~9%的范围较为适宜。
棉花公定回潮率为8.5%;棉花回潮率最高限度为10.5%。

AAA
纱布回潮率试验方法
1.目的:此试验方法用于所有脱脂棉纱布的回潮率的测试
2.检测设备:
2.1 烘箱
2.2坩埚钳
2.3 称量瓶
2.4 干燥器
2.5 电子秤
3.测试方法:
3.1 用电子秤精确称量称量瓶重量并记录,精确至小数点后两位;精确称取5g±0.1g脱脂纱布或脱脂棉样品,精确至小数点后两位。
3.2将样品放入称量瓶内,放置在100℃~105℃条件下预热的烘箱中直至恒重,约2小时后用坩埚钳将称量瓶取出,放置在干燥器内,待冷却后取出,称量称量瓶的重量,精确至小数点后两位。
4.测试程序:
4.1 首先用电子秤精确称量称量瓶重;
4.2 称取样品5g±0.1g放入称量瓶内,干燥;
4.3 干燥结束后取出称量瓶,冷却;
4.4 称取放有样品的称量瓶重量,减去称量瓶重量即为干燥后样品重量。
5.计算:
设干燥前样品重量为W1,干燥后样品重量为W2,单位为g,
则回潮率为 W1-W2
×100
W1
6.参考文件:
YY 0331-2006 / EN14079脱脂棉纱布、脱脂棉粘胶混纺纱布的性能要求和试验方法烘箱使用方法参见《电热恒温干燥箱操作作业指导书》
电子秤使用方法参见《电子秤操作作业指导书》
Dahaifengjing 2012.01.16。
短纤回潮率试验方法1、 原理:试样称量后,置于一定温度的烘箱内,烘除水分至恒重。
试样的湿量与干量之比所得的百分数表示试样的回潮率。
2、 仪器:A 、烘箱:附有天平的箱内称量设备和恒温控制的通风烘箱;B 、天平:最小分度值10mg ;C 、试样容器:盛放试样应有密封不吸湿的容器。
3、试验条件:3.1 标准试验条件按GB6529规定执行。
调湿和试验用标准大气:温度20±2℃,相对湿度62%︿68%。
3.2 在非标准状态下试验,可用下式进行修正。
C=a(1-6.56×10-4e ·rh)%式中:c ―用作修正至标准大气状态烘干质量的修正百分率;a ―由纤维吸湿性决定的常数,粘胶纤维a 取0.5;e ―进入烘箱的空气饱和水蒸气压力,Pa ;rh ―进入烘箱的空气相对湿度,%。
4、 试验步骤4.1 回潮样品的取样4.1.2 取样步骤4.1.2.1 在距每个取样包的表层10cm 以内随机抽取一样品;在20cm 左右随机抽取一样品。
每一样品不少于50g ,立即将抽取的样品装入密闭容器内。
4.1.2.2 在取样后24h 内,将同一包的内外层两份回潮率样品,各取25g (精确到0.1g )合并为一个试样,供回潮试验用。
4.2 开启烘箱电源开关和分源升温开关,调节电接点式水银温度计到所控制的温度(105︿110℃),到达规定温度校正烘蓝质量。
4.3 将试样放入烘箱内,待箱内温度升至规定温度时记录时间,烘至2h 后开始称量,每隔10min 称量一次,烘至恒量(即前后两次质量差异不超过一次称量的0.05%),称量在关闭烘箱电源后30s 进行。
5.结果计算5.1 试样回潮率根据烘箱室的温湿度,在表中查出C 值。
再用实测的烘干质量G 按下式计算出标准大气条件下的烘干质量 G 1(生产厂可以不修正,即G=G 1)G 1=G (1+c )100110⨯=-G G G Ri 式中:Ri -试样回潮率,%G 0-试样湿重,gG 1-试样干重,gn Ri R ni ∑==1式中:R -平均回潮率,% n -试样个数。

纺纱需要的回潮率回潮率是指纺纱原料在一定相对湿度和温度条件下吸收的水分量与其干燥后的质量比例。
纺纱回潮率的确定对于生产工艺和生产质量有着重要的影响。
下面将介绍一些关于纺纱回潮率的相关参考内容。
1. 回潮率的测试方法:回潮率的测试可以使用标准试样法或毛羽试样法等多种方法进行。
标准试样法是指将纺纱原料等质量样品在特定的相对湿度和温度条件下放置一段时间,然后测量其后的质量变化。
毛羽试样法是将纺纱原料的纤维或羽毛放置在相对湿度为65%至70%、温度为20℃至25℃的恒温恒湿箱中,等待一段时间后测量质量的变化。
2. 回潮率的影响因素:回潮率受到一些因素的影响,如纺纱原料的纤维素含量、纺纱原料的水解性、纺纱纱线的线密度等。
高纤维素含量的纺纱原料通常具有较低的回潮率,因为纤维素能够吸附和储存水分。
一些纤维素含量低的纺纱原料,如人造纤维和合成纤维,通常具有高回潮率。
此外,水解性纤维或混纺纱线可能具有较高的回潮率,因为水解纤维在相对湿度较高的环境下会吸收更多的水分。
线密度较高的纱线也可能具有较高的回潮率,因为线密度越高,纱线的表面积越大,吸附水分的能力也增加。
3. 回潮率的生产应用:回潮率在纺纱生产过程中具有重要的应用价值。
首先,根据纺纱原料的回潮率,可以确定纺纱的适宜工艺条件。
例如,对于具有高回潮率的纺纱原料,可以采取措施减少水分的吸收,如调整纺纱工艺中的温度和湿度。
其次,通过监控回潮率的变化,可以对纺纱原料的质量进行评估。
例如,如果回潮率超过了标准范围,说明纺纱原料可能存在水分过多或失水问题,需要进行相应的处理。
此外,回潮率也与纺纱后的产品质量密切相关。
例如,高回潮率的纺纱纱线容易起毛、发霉等,影响产品的外观和使用寿命。
4. 控制回潮率的方法:在纺纱生产中,可以通过一些措施控制纺纱原料的回潮率。
首先,可以通过合适的干燥方法去除纺纱原料中的多余水分。
其次,可以在纺纱前对纺纱原料进行预处理,例如降低其水分含量或使用防潮剂等。

纺织材料回潮率的测定一、实验目的v了解测定纺织材料回潮率的方法标准,熟练掌握通风式烘箱的正确操作方法,掌握箱内称重方法。
二、实验原理v纺织材料的吸湿通常用回潮率表示,即试样的湿重与干重的差值对干重的百分率。
v烘箱法是利用箱内电阻丝通电加热使箱内空气温度上升,材料中水分子的热运动增加。
另外,箱内温度升高,饱和水蒸气压增加,相对湿度降低,使试样逐渐脱湿,当箱内温度升至规定值时,把试样放入箱内,使纺织材料的水分子蒸发于空气中,并利用换气装置将湿空气排出箱外。
由于纺织材料内水分不断蒸发和散失,质量不断减少。
当质量烘至恒重时,即为材料干重。
v国家标准规定,供给烘箱的大气应为标准大气,如非标准大气,则测定的烘干质量应修正至标准大气条件下的干重。
三、确定实验参数1.烘燥温度烘箱内试样暴露处的温度应保持在表1所示的范围。
表1 常用纤维的烘燥温度范围若有特殊需要,可试用其他温度。
2.确定烘燥时间纺织材料的品种不同,其烘燥时间特性曲线不同,为防止产生虚假的烘燥平衡,对不同试样,应确定合适的烘燥时间及连续称重时间间隔。
先做几次预备性试验,测出相对于干燥时间的试样质量损失,画出其失重与烘燥时间的关系曲线,从曲线上找出失重至少为最终失重的98%所需的时间。
以此作为正式试验时的连续烘燥时间。
用该时间的20%作为连续称重的时间间隔。
当连续2次称重质量之差与后一次质量之比小于0.05%时。
则后一次质量即为干燥质量。
四、试验步骤:1.校正烘箱上的链条天平。
开启电源开关,调节烘燥温度;2.快速称取试验的烘前质量,精确至0.01g。
将称好的试样扯松,扯落的杂质和纤维应全部放回试样中;3.待烘箱内的温度上升至规定温度时,取下链条天平左方的砝码盘和放盘的架子,换上钩篮器和烘篮,校正链条天平的平衡;4.从烘箱中取出烘篮,将称好的试样放入篮中,将烘篮放入箱内相对应的篮座上。
如不做8个试样,则应在多余的烘蓝内装入等量的纤维(否则会影响烘燥速度)。
《服装材料学》实验讲义服装材料与针织教研室2011.9实验一服用纤维的吸湿性测试(2学时)参考:《纺织材料含水率和回潮率的测定烘箱干燥法》(Determination of moisture content and moisture regain of textile-Oven-drying method)GB/T 9995一1997 代替GB 9995-a8一、目的要求测定纺织服用纤维的回潮率、含水率,建立在通常的温湿度条件下,不同纺织纤维的回潮率不同的概念,通过实验结果分析纤维的吸湿性能。
二、试验仪器和试样Y802型或Y802A型烘箱,天平,干燥器,称重容器(称量瓶),试样为各种纤维原料。
三、基本知识恒重constant mass——纺织材料干燥处理过程中按规定的时间间隔称重,当连续两次称见质量的差异小于后一次称见质量的0.1%时,后一次的称见质量。
烘干质量oven-drying mass——将试样置人规定温度的烘箱内烘燥得到的恒重。
含水率moisture content——规定条件下测得的纺织材料中水的量,以试样的烘前质量与烘干质量的差数对烘前质量的百分率表示。
回潮率moisture regain——规定条件下测得的纺织材料中水的量,以试样烘前质量与烘干质量的差数对烘干质量的百分率表示。
G____纤维湿重(g)、G0____纤维干重(g)四、实验原理试样在烘箱中暴露于流动的加热至规定温度的空气中,直至达到恒重。
烘燥过程中的全部质量损失都作为水分,并以含水率和回潮率表示。
供给烘箱的大气应为纺织品调湿和试验用标准大气,如果实际上不能实现时,可把在非标准大气条件下测得的烘干质量修正到标准大气条件下的数值。
修正方法详见GB/T 9995一1997附录A。
五、实验方法和步骤1 烘燥时间的确定不同的纺织材料试样,因内部结构、含水量及试样各部分在烘箱内暴露程度的不同而有不同的烘燥时间特性,为防止产生虚假的烘燥平衡,不同的试样应采用不等的烘燥时间及连续称重的时间间隔。
烘箱法测定纺织纤维水分纺织材料的吸湿或放湿是一个普通的自然现象,同时又是一个动态平衡过程。
纺织材料放湿平衡时,吸着的水分量是衡量纺织材料吸湿性的主要指标。
纺织材料的吸湿不仅会引起材料本身的重量变化,而且会引起一系列的性质变化,这对商品贸易、重量控制、性质测定以及生产加工等都会有影响。
大多数纺织纤维吸湿后有明显的横向膨胀、刚性降低,断裂伸长增加,强度、磨擦、导电性能等都会发生变化,这些性质变化对纺织中工艺及成品质量会造成不同程度的影响。
因此,在纺织生产中必须合理控制各道工序车间的温湿度。
纺织材料吸湿量多少,决定于纺织纤维的种类和所处的大气条件。
一般天然纤维吸湿性好,而合成纤维较差。
因此在种纺织材料的含湿量时,主要是从控制大气条件考虑。
纺织材料含湿量指标通常用回潮率和含水率表示。
回潮率为湿重减干重与干重的比率;含水率为湿重减干重与湿重的比率。
纺织材料含湿量的主要指标为回潮率(原棉检验中目前正向回潮率指标过渡)。
纺织材料在标准大气条件下(温度为20o C±2o C。
相对温度为65%±2%)的回潮率,称为标准大气条件回潮率。
各种纤维在标准人气条件下回潮率见表1。
表1 各种纤维的标准大气条件下回潮率国家为了贸易和成本核算等需要,由国家对各种纤维规定的回潮率,称公定回潮率(见表2)。
纺织标榜的含湿量测定方法大致可分为直接测定法和间接测定法两类。
直接测定法是分别测出纺织材料的干重,经计算而得,是目前测定纺织材料回潮率的基本方法。
类似烘箱法是这种方法的代表,此外还有红外线干燥法、干燥剂吸干法、高介质加执和微波加热干燥法等。
间接测定法是利用纺织材料在不同回潮率下的电阻、介电常数、介电损耗等物理量和纺织材料中水分的关系。
表2各种纤维的公定回潮率纺织材料的含湿量测定。
一、烘箱法测定纺织纤维水分实验的目的要求用天平称得纺织纤维的湿重,然后在一定烘箱内烘干纺织纤维,称得干重,通过计算求出纺织纤维的回潮率和含水率。