超声波探伤仪器的性能评定汇总
- 格式:doc
- 大小:200.50 KB
- 文档页数:7

第九部分 实验
实验一 仪器五大性能测试
1. 水平线性
1)测准零点;
2)声程标度设为Y 或S ;总声程范围设为125mm (即每格声程设为12.5mm ); 3)使25mm 厚试块的一至五次回波依次出现在第二、四、六、八和十格,保持探头不
动,调整增益、进波门位,使进波门内回波高为50%,依次读出一至五次回波声程值(Y 或S )。
2.分辨力测试
1)用户在CSK-IA 试块上移动直探头,当85mm 和91mm 两处的回波波峰等高且调至50%,记下增益值A 。
2)稳住探头,将85mm 和91mm 两处的回波波谷调至50%,记下增益值B 。
3. 垂直线性
1)在CS-1-5试块上移动直探头,使200mm 深Φ2平底孔处的回波高为100%。
2)增益步长调至2dB ,增益每次比上次减2dB 。
3)每减一次增益记下当前波幅值%。
4. 动态范围
1)在CS-1-5试块上移动直探头,使200mm 深Φ2平底孔处的回波高为100%。
记下增益值A 。
2)使200mm 深Φ2平底孔处的回波高调对刚刚能看到波幅, 记下增益值B 。
3)动态范围=A-B 。
CS —1—5平底孔试块
25mm
4.灵敏度余量测试
1)在CS-1-5试块上移动直探头,使200mm深 2平底孔处的回波高为50%。
记下增益值A。
2)除去探头,增加增益,使噪声电平达10%,记下增益B。
3)灵敏度余量=A-B。
附:性能测试表
一、水平线性
二、垂直线性
三、分辨力
四、动态范围
五、灵敏度余量。

超声波探伤仪检定参数对探伤过程的影响及控制摘要:超声探伤仪作为目前无损探伤中一种重要的检测设备,已普遍应用于各种工业行业的质量检测。
文中着重介绍了超声波探伤仪的原理、检定项目以及这些检定参数对超声波探伤仪过程中的影响,通过理论和实际的工作经验进行分析,以求在今后的探伤过程中尽可能考虑到这些参数的影响,保证检测结果的准确性。
关键词:超声探伤仪;计量参数;检测结果;准确性;控制;由于超声波检测具有检测速度快、检测精度高、重量轻、体积小等特点,使得其在金属结构检测中有不可替代的优势,然而,超声波探伤设备的主要计量参数对检测结果的影响很大。
本文从实际工作入手,做一些探讨。
1.超声波探伤原理声波是物体机械振动状态(或能量)的传播形式,而机械振动是物体沿着直线或曲线在某一平衡位置附近作往复周期性的运动。
这种振动状态通过空气媒质向四面八方传播,这便是声波。
当声波振动频率大于20000Hz以上时,则被称为超声波。
超声和可闻声本质上是一致的,都是一种机械振动,通常以纵波的方式在弹性介质内传播,是一种能量的传播形式,其不同点是超声波的频率高、波长短,在一定距离内沿直线传播,且具有良好的束射性和方向性。
运用超声波检测方法来检测的仪器称为超声波探伤仪,原理是:利用声波在介质中的传播特性,接收换能器(探头)将接收到的折射波或反射波转换成电信号,同时在仪器的显示屏上,将放大后的信号显示出来。
声波在介质中的传播是沿直线传播的,当声波传播过程中,遇到介质中的不连续处时,便有反射和折射的现象发生,而此时,接收换能器检测到不连续处的回波(缺陷波),便在仪器显示器上将回波信号显示出来。
超声波探伤仪能够快速、便捷、无损伤、精确地进行工件内部多种缺陷的检测、定位和评估。
广泛应用在锅炉、压力容器、航天、航空、电力、石油、化工、海洋石油、管道、军工、船舶制造、汽车、机械制造、冶金、金属加工业、钢结构等行业。
2.超声探伤仪的计量参数超声探伤仪属于精密电子仪器,该仪器的使用,常常在野外、高空或潮湿、粉尘多、震动大的恶劣环境中,一些元器件的性能可能随环境发生变化,从而使仪器的技术参数发生变化,造成仪器检测误差增大,或工作不正常。

焊缝的超声波探伤及缺陷评定超声波探伤作为无损检测一种方法,因其探伤效率高、成本低、穿透能力强,而被广泛应用。
它是利用频率超过20KHz的高频声束在试件中与试件内部缺陷(如裂缝、气孔、夹渣等)中传播的特性,来判定是否存在缺陷及其尺度的一种无损检测技术。
超声检测因其固有特点,它比较适合于检测焊缝中的平面型缺陷,如裂纹、未焊透、未熔合等。
焊缝厚度较大时,其优点愈明显。
4.1 焊缝超声波探伤焊缝探伤主要采用斜探头横波探伤,斜探头使声束斜向入射,斜探头的倾斜角有多种,使用斜探头发现焊缝中的缺陷与用直探头探伤一样,都是根据在始脉冲与底脉冲之间是否存在伤脉冲来判断。
当发现焊缝中存在缺陷之后,根据探头在试件上的位置以及缺陷回波在显示屏上的高度,就可确定出焊缝的缺陷位置和大小。
这是因为在探伤前按一定的比例在超声仪荧光屏上作有距离—波幅曲线。
下面详细介绍。
(1)检测条件的选择由于焊缝中的危险缺陷常与入射声束轴线呈一定夹角,基于缺陷反射波指向性的考虑,频率不宜过高,一般工作频率采用2.0-5.0MHz:板厚较大,衰减明显的焊缝,应选用更低一些的频率。
探头折射角的选择应使声束能扫查到焊缝的整个截面,能使声束中心线尽可能与主要危险性缺陷面垂直。
常用的探头斜率为K1.5~K2.5。
常用耦合剂有机油、甘油、浆糊、润滑脂和水等,从耦合剂效果看,浆糊与机油差别不大,但浆糊粘度大,并具有较好的水洗性,所以,常用于倾斜面或直立面的检测。
(2) 检测前的准备(3)探测面的修整探测面上的焊接飞溅、氧化皮、锈蚀和油垢等应清除掉,探头移动区的深坑应补焊后用砂轮打磨。
探测面的修整宽度B应根据板厚t和探头的斜率K计算确定,一般不应小于2.5Kt。
(4)斜探头入射点和斜率的测定1) 斜探头的入射点测定。
斜探头声束轴线与探头楔块底面的交点称为斜探头的入射点,商品斜探头都在外壳侧面标志入射点,由于制造偏差和磨损等原因,实际入射点往往与标志位置存在偏差,因此需经常测定。
1、开机,调至任意一直探头频道,直探头纵波入射点零点校准。
2、选用直探头2.5P14通过机油置于CSK-ⅠA试块上,对准25mm的大平底。
3、调节仪器使屏幕上出现五次底波B1到B5,使B1对准20,B5对准100。
4、观察记录B2、B3、B4与水平刻度值40、60、80的偏差a2、a3、a4。
5、计算水平线性误差:
经测量满足标准《NB/T47013-2015》对水平线性偏差不大于1%的要求
操作人:审核:日期:
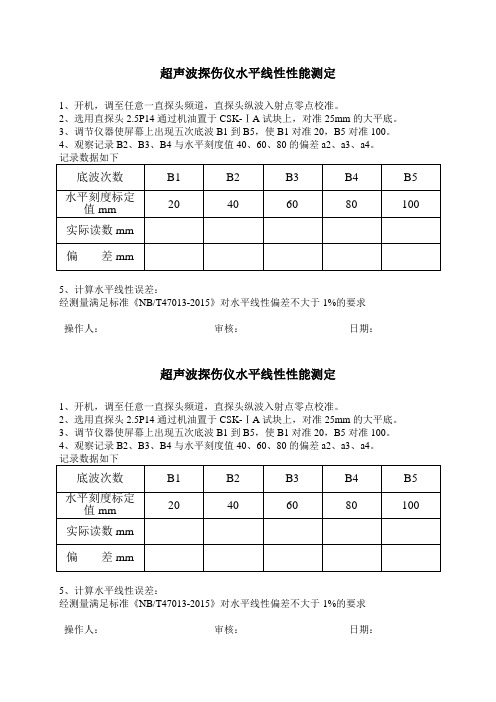
超声波探伤仪水平线性性能测定
1、开机,调至任意一直探头频道,直探头纵波入射点零点校准。
2、选用直探头2.5P14通过机油置于CSK-ⅠA试块上,对准25mm的大平底。
3、调节仪器使屏幕上出现五次底波B1到B5,使B1对准20,B5对准100。
4、观察记录B2、B3、B4与水平刻度值40、60、80的偏差a2、a3、a4。
5、计算水平线性误差:
经测量满足标准《NB/T47013-2015》对水平线性偏差不大于1%的要求
操作人:审核:日期:
1、开机,调至任意一直探头频道,直探头纵波入射点零点校准。
2、选用直探头2.5P14通过机油置于CSK-ⅠA试块上,对准25mm的大平底,并用压块恒定压力。
3、调节仪器使使试块上25mm处底波位于示波屏中间,并达到满幅刻度100%,但不饱和,作为“0”dB。
4、依据“0”dB为基础,每次衰减2dB,并记录相应的波高实测值填入,直到底波消失。
5、计算垂直线性误差:
经测量满足标准《NB/T47013-2015》对水平线性偏差不大于5%的要求操作人:审核人:日期:。

超声探伤仪长度(扫描范围)测量不确定度的评估
1. 概述
1.1 测量依据:JJG746-2004《超声探伤仪检定规程》。
1.2 计量标准:主要计量标准器为超声波探伤试块,测量范围为
(100×80×225)mm 。
表1. 实验室的计量标准器
1.3 测量方法:
选一台较稳定的超声探伤仪,将超声波探伤试块与被校超声探伤仪正确连接,被校超声探伤仪工作方式置“单”,抑制置“0”,增益最大,计算扫描范围。
2、数学模型
y=nL
式中:n ---低波的个数
D ---试块厚度(mm )
3、 标准不确定度评定
3.1 超声探伤试块厚度的误差引入的标准不确定度
用B 类评定,依据超声探伤试块的检定证书可得,超声波探伤试块厚度的误差为0.013mm ,按均匀分布计算
1()B u L =0.013/=0.008mm
5 合成标准不确定度及扩展不确定度
5.1 主要标准不确定度汇总表
5.2 合成标准不确定度计算
以上各项标准不确定度分量是互不相关的,所以合成标准不确定度为:u c(y)=0.008mm
5.3 扩展标准不确定度计算
因分量E可视为正态分布,因此P=95%时,可取包含因子k=2,则:U k u c(y)=0.1mm
=
6 校准和测量能力(CMC)
因此该项目的CMC为:(100×80×225)mm,U=0.1mm(k=2)。
超声检测探伤仪探头及系统性能18.1探伤仪采用A型脉冲反射式探伤仪,其工作频率范围为1MH Z~10MH Z。
仪器至少在荧光屏满刻度的80%范围内呈线性显示。
探伤仪应具有80dB以上的连续可调衰减器,步进级每档小于或等于2dB,其精度为任意相邻12dB误差在±ldB以内,最大累计误差不超过1dB。
水平线性误差不大于1%,垂直线性误差不大于5%。
其余指标应符合JB/T 10061的规定。
本条来源于JB4730标准,与原标准相比某些指标做了调整,即超声波工作频率范围由原来的1MH Z~5MH Z,修改为1MH Z~10MH Z,衰减器总调节量由原来的60dB,修改为80dB。
目前随着我国超声波检测设备技术水平的提高,数字化超声波检测设备不断成熟,以上技术指标现有设备完全能够满足。
为简化操作、提高工作效率,推荐采用数字式超声波检测设备。
其它指标符合JB/T 10061的规定。
18.2 探头18.2.1 探头应按ZBY344的规定作出标志。
因为探头上的标志是探头生产厂对探头主要性能的一种说明和保证,无损检测人员借助这些标志能够直观的了解探头的基本性能。
ZBY344对探头的标志用探头型号组成项目和排列来表示:基本频率晶片材料晶片尺寸探头种类特征基本频率:用阿拉伯数字表示,单位为MHz。
晶片材料:用化学元素缩写符号表示,见表05。
表05 晶片材料代号压电材料代号锆钛酸铅陶瓷P钛酸钡陶瓷 B钛酸铅陶瓷T铌酸锂单晶L碘酸锂单晶I石英单晶Q其它压电材料N 晶片尺寸:用阿拉伯数字表示,单位为㎜。
其中圆晶片用直径表示;方晶片用长×宽表示;分割探头晶片用分割前的尺寸表示。
探头种类:用汉语拼音缩写字母表示,见表6。
直探头也可不标出。
表6 探头种类代号种类代号直探头Z 斜探头(用K值表示)K斜探头(用折射角表示)X分割探头FG水浸探头SJ表面波探头BM可变角探头KB 探头特征:斜探头在钢中可用折射角正切值(K值)表示。
超声波探伤仪的使用和性能测试Company Document number:WUUT-WUUY-WBBGB-BWYTT-1982GT超声波探伤仪的使用和性能测试一、实验目的1、了解A型超声波探伤仪的简单工作原理。
2、掌握A型超声波探伤仪的使用方法。
3、掌握水平线性、垂直线性和动态范围等主要性能的测试方法。
4、掌握盲区、分辨力和灵敏度余量等综合性能的测试方法。
二、超声波探伤仪的工作原理目前在实际探伤中,广泛应用的是A型脉冲反射式超声波探伤仪。
这种仪器荧光屏横坐标表示超声波在工件中传播时间(或传播距离),纵坐标表示反射回波波高。
根据荧光屏上缺陷波的位置和高度可以判定缺陷的位置和大小。
A型脉冲超声波探伤仪的型号规格较多,线路各异,但它们的基本电路大体相同。
下面以CTS-22型探伤仪为例说明A型脉冲超声波探伤仪的基本电路。
CTS-22型超声探伤仪主要由同步电路、发射电路、接收放大电路、时基电路(又称扫描电路)、显示电路和电源电路组成,如图所示。
各电路的主要功能如下:(1)同步电路:产生一系列同步脉冲信号,用以控制整台仪器各电路按统一步调进行工作(2)发射电路:在同步脉冲信号触发下,产生高频电脉冲,用以激励探头发射超声波。
(3)接收放大电路:将探头接收到的信号放大检波后加于示波管垂直偏转板上。
(4)时基电路:在同步脉冲信号触发下,产生锯齿波加于示波管水平偏转板上形成时基线。
(5)显示电路:显示时基线与探伤波形。
(6)电源电路:供给仪器各部分所需要的电压。
在实际探伤过程中,各电路按统一步调协调工作。
当电路接通以后,同步电路产生同步脉冲信号,同时触发发射电路和时基电路。
发射电路被触发以后产生高频电脉冲作用于探头,通过探头中压电晶片的逆压电效应将电信号转换为声信号发射超声波。
超声波在传播过程中遇到异质界面(缺陷或底面)反射回来被探头接收,通过探头的正压电效压将声信号转换为电信号送至放大电路被放大检波,然后加到示波管垂直偏转板上,形成重迭的缺陷波F和底波B。
超声波探伤仪器的性能评定-中国和欧洲标准的比较摘要:本文对涉及超声波探伤仪性能评定的欧洲标准与我国目前应用标准的情况作了比较,指出我国关于超声波探伤仪的性能评定要求方面与欧洲标准尚存在较多的差异,建议国内有关部门应尽快修订和充实现有的标准,并在管理模式上加以改进,以满足与国际标准接轨的需要,更好地保障超声波探伤仪的性能质量以及有利于把中国自主创新制造的超声波探伤仪推向世界。
关键词:无损检测超声检测超声仪器超声探头性能评定前言随着我国经济改革开放形势的不断深入发展,我国的无损检测技术事业也正在与世界越来越广泛地接轨,就无损检测技术中的超声检测而言,目前国内许多大型企业以及中外合资或外资企业在购买、使用超声探伤设备时,都开始要求按照欧洲标准(EN12668)对超声波探伤仪的性能及质量进行控制,另一方面,中国自主创新制造的超声波探伤设备也在开始向国外出口,同样涉及了与国际应用标准接轨的问题。
本文欲就笔者的理解,探讨我国目前应用的有关超声波探伤仪器性能评定标准与欧洲标准的比较,希望对我国超声波探伤设备尽早与国际标准紧密接轨的问题有所促进。
欧洲标准(EN12668)包括有三个部分:EN12668-1 无损检测-超声检验设备的特性与认证-第1部分:仪器EN12668-2 无损检测-超声检验设备的特性与认证-第2部分:探头EN12668-3 无损检测-超声检验设备的特性与认证-第3部分:综合设备其最大的特点是将仪器、探头的性能分别评定,然后再将仪器和探头组合后的系统性能进行评定,因此有其评定方法、使用的评定装置、试块等特色,并且还涉及对相应性能的指标要求。
我国目前应用的相关标准主要有:JJG 746-2004《中华人民共和国国家计量检定规程-超声探伤仪》JB/T 10061-1999《A型脉冲反射式超声探伤仪通用技术条件》JB/T 10062-1999《超声探伤用探头性能测试方法》JB/T 9214-1999《A型脉冲反射式超声探伤系统工作性能测试方法》(非等效采用JIS Z2344-93《金属材料脉冲反射式超声探伤检验方法》)GB/T 18852-2002 无损检测超声检验测量接触探头声束特性的参考试块和方法(等同翻译ISO 12715:1999《无损检测超声检验测量接触探头声束特性的参考试块和方法》)GB/T 18694-2002《无损检测超声检验探头性能及其声场的表征》(等同采用ISO 10375:1997E)在实际执行中,目前比较突出的是我国各地的计量部门以行政手段把超声波探伤仪器纳入每年对企业计量控制中的强制检定项目,执行JJG 746-2004《中华人民共和国国家计量检定规程-超声探伤仪》,因此,在超声仪器方面,本文主要以JJG 746-2004来与EN12668进行比较,在超声探头方面则主要以JB/T 10062-1999《超声探伤用探头性能测试方法》来与EN12668进行比较,在综合系统性能方面则以JB/T 9214-1999《A 型脉冲反射式超声探伤系统工作性能测试方法》来与EN12668进行比较。
一.要求测试的性能项目方面的差异1 对超声仪器性能要求测试的项目对比见表1。
表1 超声仪器性能测试项目要求对比* EN 12668-1(2000.9),无损检测-超声检验设备的特性与认证-第1部分:仪器,涉及脉冲式、模拟式和数字式的A显示手动无损检测用超声波检验装置电气性能的评定方法和验收标准。
包括生产商测试、定期和维修测试以及组合设备测试,并有校验周期的规定。
** JJG 746-2004《中华人民共和国国家计量检定规程-超声探伤仪》,涉及通用A型脉冲反射式超声探伤仪的首次检定、后续检定和使用中检定。
要求超声探伤仪的检定周期一般不超过1年。
2 对超声探头性能要求测试的项目对比见表2。
表2 超声探头性能测试项目要求对比* EN12668-2(2001.10),无损检测-超声检验设备的特性与认证-第2部分:探头,要求制造商随探头提供参数数据;探头类别包括:中心频率范围0.5~15MHz,液浸法单晶纵波直探头,接触法纵波单晶、双晶直探头,接触法横波单晶直探头,接触法纵波单晶、双晶斜探头,接触法横波单晶、双晶斜探头,这些探头还各自分为聚焦与非聚焦两种。
** JB/T 10062-1999《超声探伤用探头性能测试方法》,适用于1~5MHz直探头、斜探头、双晶直探头和水浸探头,未提出验收标准或允差。
注:表中括号内含*号的内容表示我国标准与欧洲标准对应的项目名称。
表中括号内含**号的内容表示我国的习惯称呼。
3 对探头、电缆与超声仪器组合系统性能要求测试的项目对比见表3。
表3 组合系统检查:探头、电缆与超声仪器组合* EN12668-3:2000(2004.8更新)无损检测-超声检验设备的特性与认证-第3部分:综合设备,适用于操作者在现场或车间条件下使用。
仅适用于手工检测的A-扫描显示的脉冲回波装置,装置具有步进不大于2dB 的增益控制或已校准的衰减器,并使用接触法试验。
** JB/T 9214-1999《A型脉冲反射式超声探伤系统工作性能测试方法》,在探伤现场条件下测试超声探伤系统的工作性能,包括A型脉冲反射式超声探伤仪、超声探头及连接它们的高频电缆,测试时只需要使用规定的标准试块而不需任何电子仪器,不适用于测试超声探伤仪或超声探头的单件性能,只适用于手工探伤,不适用于自动化超声探伤,只适用于包括一般接触式超声直探头或斜探头的系统,不适用于包括其他类型(例如双晶式、水浸式等)超声探头的系统,只规定超声探伤系统性能的测试方法,但不提出系统的性能指标或其验收条件。
注:表中括号内含*号的内容表示我国标准与欧洲标准对应的项目名称。
在我国的其他相关标准中,例如JB/T 10061-1999《A型脉冲反射式超声探伤仪通用技术条件》、GB/T 18852-2002 无损检测超声检验测量接触探头声束特性的参考试块和方法和GB/T 18694-2002《无损检测超声检验探头性能及其声场的表征》中,均没有明确规定仪器、探头以及组合系统的性能指标或验收标准。
二.性能指标要求方面的差异欧洲标准中关于超声仪器、探头、组合系统性能指标的要求与我国现行标准差异很大,现就能够进行对应比较的少数项目指标列于表4。
表4 欧洲标准与我国现行标准中可对应比较的性能指标对照* EN12668 无损检测-超声检验设备的特性与认证** JJG 746-2004《中华人民共和国国家计量检定规程-超声探伤仪》*** JB/T 10061-1999《A型脉冲反射式超声探伤仪通用技术条件》三.在性能测试方法方面的差异欧洲标准中涉及的性能测试项目种类远超过我国相关标准中的规定,即便在相同或相类似的性能测试项目上也与我国现行的测试方法有较大的区别,涉及使用的试块、测试仪器和辅助器材等都存在较大区别,最重要的是欧洲标准涉及对制造商的出厂技术规范中的指标进行校验或者有明确的验收标准(允差)。
由于篇幅有限,本文不做这方面的详细对比。
应该注意到,在欧洲标准中严格规定了超声仪器、探头分别独立测试的方法和详细规定了使用的测试装置,而我国标准中涉及的许多性能项目的测试方法实际上还是在被检超声仪器与探头连接的状况下进行测试,因此,可以说我国超声仪器、探头的质量控制、性能指标测试方法等方面要与欧洲标准接轨,尚存在很大的差距。
仅就所使用的测试装置方面,举简单的小例子来说,例如欧洲标准中规定使用最小带宽100MHz的示波器,而我国标准中则规定使用带宽≮30MHz的示波器(甚至为0~15MHz),又如欧洲标准中使用了最小带宽100MHz的频谱分析仪,或能够进行离散型富里叶变换(DFT)的示波器/数字转换器以及阻抗分析仪,尤其具有特点的是使用了电磁-声探头(EMA)和接收器、水声接收器、指向性图形测绘仪等,对于液浸探头测试使用的水槽也有结构形式、扫描机械装置的公差、水温、以及反射体尺寸等明确的规定,而这些在我国标准中也都是欠缺的。
四.质量管理模式上的不同在欧洲标准EN12668 无损检测-超声检验设备的特性与认证中,除了规定由制造商(或其代理)对所生产的超声仪器作代表性抽样测试外,还规定了逐台超声仪器进行的测试:1)由制造商或其代理,在供应该超声仪器之前(0点测试);2)由制造商,业主,或某个实验室,在超声仪器寿命期间每隔12个月验证其性能;3)在超声仪器修理后。
以及在现场定期对使用寿命期间内的整个系统(超声仪器和探头组合)进行测试。
我国目前对于超声探伤设备的质量控制主要有三个渠道:制造厂对产品质量负责的出厂检验、使用单位的自行检验(按照国家标准规定,作为II级无损检测技术资格等级人员的职责范围和技能要求包括了调整和校准设备)以及地方计量部门的强制定期(一年)检定。
建议1.从以上对比情况来看,有必要尽快修订充实我国有关超声探伤仪、探头以及综合系统的技术标准,包括性能项目范围、测试方法、性能指标要求等,特别是我国目前已经处在广泛应用数字式超声探伤仪的情况下,也需要尽快对数字式超声探伤仪的性能指标要求、测试方法等实现标准化。
这些标准的完善将能大大促进我国超声检测设备制造企业向更高层次提升,有利于“中国制造”更快地走向世界。
2.JJG 746-2004《中华人民共和国国家计量检定规程-超声探伤仪》第6.5款规定超声探伤仪的检定周期一般不超过1年,所规定的检定项目见下表,然而对于使用中的超声探伤设备校验,通常是在现场进行,并且具有较高的校验频率,这显然应该由用户自己进行。
JJG 746-2004的检定项目表中例如外观检查、水平线性误差、垂直线性误差、探伤灵敏度余量、分辨力、动态范围、电噪声电平等项目其实都属于企业中II级无损检测技术资格等级人员的日常工作范畴。
3.JJG 746-2004《中华人民共和国国家计量检定规程-超声探伤仪》表1 检定项目表尽管目前在无损检测界对于无损检测设备是否都属于计量器具范畴的问题有许多争议,但是根据我国目前的状况,如果一定要把无损检测设备纳入计量部门对企业计量监管范畴的话,那么计量部门所承担的检定内容就不应该是国家标准规定II级无损检测技术资格等级人员职责范围内的日常工作内容,而应该是企业一般不具备能力检定然而又与无损检测设备正常使用的性能质量密切相关的项目,才能符合计量检定系统的三级传递制度,从而才能真正扮演好为企业保驾护航、提供设备质量保障服务的角色。
因此,笔者认为应当彻底修订JJG 746-2004标准。
[3] 对于实施无损检测设备检定的计量部门,应当经由国家质量监督检验检疫总局进行资质认证,取得认可,确认这些计量部门具备适当的检定设备装置和人员技术水平等,以防止良莠不齐、滥竽充数等现象发生,导致徒增企业负担却并不能真正使无损检测设备正常使用所需要的性能质量得到保障。