仿真软件VERICUT说明书
- 格式:ppt
- 大小:467.50 KB
- 文档页数:24


VERICUT教程摘 要 (1)Abstract …………………………………………………………1 绪论 (2)第 1 章 VERICUT 软件的简单介绍1.1 VERICUT 软件的功能的简单介绍 (3)1.2 VERICUT 软件仿真的重要性 (4)第 2 章 应用系统中的三轴机床仿真2.1 怎样调用应用系统中三轴机床 (8)2.2 怎样添加和修改毛坯 (9)2.3 怎样添加和修改刀具 (13)2.4 怎样导入数控程序 (17)2.5 怎样添加设计的零件模型 (19)2.6 怎样运用自动比较功能 (21)2.7 怎样运用测量功能 (27)第 3 章 文件的保存 (29)第 4 章 建立四轴机床并仿真 (32)第 5 章 建立五轴机床并仿真5.1 怎样建立五轴机床 (54)5.2 怎样拷贝工位 (66)第 6 章 切削速度的优化 (71)第1 章 VERICUT 软件的简单介绍1.1 VERICUT 软件功能和工作界面的简单介绍VERICUT 是一款专为制造业设计的CNC 数控机床加工仿真和优化软件。
VERICUT取代了传统的切削实验部件方式,通过模拟整个机床加工过程和校准加工程序的准确 性,来帮助用户清除编程错误和改进切削效率。
VERICUT 是仿真加工软件,可以模拟 G 代码程序,包括子程序、宏程序、循环、跳转、变量等;VERICUT 软件也能仿真机 床加工,进行碰撞检查,仿真后能对切削模型尺寸分析,还能对切削速度进行优化, 并输出仿真结果模型,以及生成工艺文件报表。
打开 VERICUT 应用程序后的工作界面如下: 工具栏项目树机床 / 切削模型视 图零件视图仿真到末端单步暂停重置模型倒回数控程序视图的个数和方式指示灯显示机床组件配置窗口配置可根据自己的习惯改变鼠标的操作风格:1.2 在加工前应用 VERICUT 软件仿真的重要性利用仿真加工,可以消除程序中的错误,如切伤工件、损坏夹具、折断刀具或碰 撞机床;可以减少机床的加工时间,减少实际的切削验证,减少废品和重复工作;可 以大幅度提高加工效率,改善加工质量,并降低生产成本,对现代制造业的发展具有 重要意义。


vericut控制设定【实用版】目录1.Vericut 简介2.Vericut 控制设定的目的3.Vericut 控制设定的步骤4.Vericut 控制设定的应用实例5.总结正文1.Vericut 简介Vericut 是一款由美国 Mentor Graphics 公司开发的数控加工仿真软件,广泛应用于机械加工、模具制造等行业。
它能够在计算机上模拟数控机床的加工过程,以便在实际生产前检测和修正程序中的错误,提高加工精度和效率。
2.Vericut 控制设定的目的Vericut 控制设定的主要目的是为了确保数控程序在仿真过程中能够正确地执行,以便检测和修正可能出现的问题。
通过控制设定,用户可以指定仿真过程中各种操作参数,如加工速度、进给速度、刀具路径等。
3.Vericut 控制设定的步骤(1)创建或打开数控程序:在 Vericut 中,用户需要先创建或打开一个数控程序,以便进行控制设定。
(2)选择控制设定:在 Vericut 主界面的工具栏中,选择“控制设定”按钮,打开控制设定对话框。
(3)设定加工速度和进给速度:在控制设定对话框中,用户可以设置加工速度和进给速度。
加工速度是指刀具在单位时间内移动的距离,进给速度是指刀具在单位时间内的线性移动速度。
这两个参数的设定要根据实际加工条件和机床类型进行选择。
(4)设定刀具路径:刀具路径是指刀具在加工过程中的移动轨迹。
在控制设定对话框中,用户可以设置刀具路径的形状、起点和终点等参数。
(5)设定其他控制参数:除了上述参数外,Vericut 还提供了其他控制参数的设定,如主轴转速、刀具补偿、刀具切换等。
用户可以根据实际加工需求进行设定。
4.Vericut 控制设定的应用实例假设我们要使用 Vericut 对一个简单的铣削程序进行仿真,以下是使用 Vericut 控制设定的过程:(1)创建一个铣削程序,输入刀具的移动路径、加工速度和进给速度等参数。
(2)打开 Vericut 软件,选择“控制设定”按钮,打开控制设定对话框。

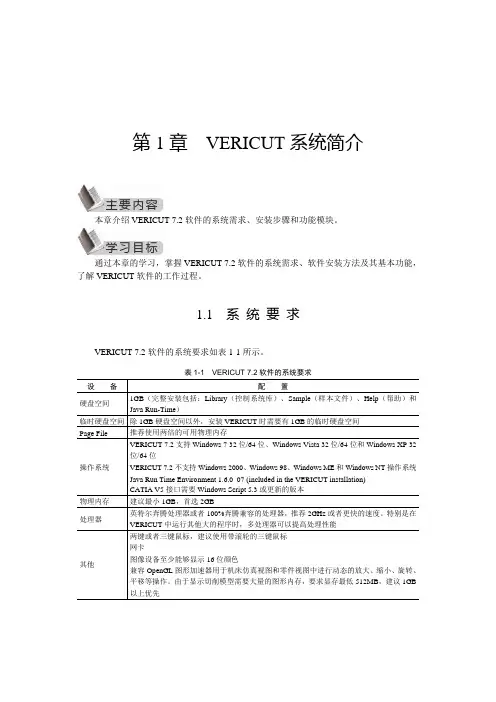
第1章VERICUT系统简介本章介绍VERICUT 7.2软件的系统需求、安装步骤和功能模块。
通过本章的学习,掌握VERICUT 7.2软件的系统需求、软件安装方法及其基本功能,了解VERICUT软件的工作过程。
1.1 系统要求VERICUT 7.2软件的系统要求如表1-1所示。
表1-1 VERICUT 7.2软件的系统要求设备配置硬盘空间1GB(完整安装包括:Library(控制系统库)、Sample(样本文件)、Help(帮助)和Java Run-Time)临时硬盘空间除1GB硬盘空间以外,安装VERICUT时需要有1GB的临时硬盘空间Page File 推荐使用两倍的可用物理内存操作系统VERICUT 7.2支持Windows 7 32位/64位、Windows Vista 32位/64位和Windows XP 32位/64位VERICUT 7.2不支持Windows 2000、Windows 98、Windows ME和Windows NT操作系统Java Run Time Environment 1.6.0_07 (included in the VERICUT installation)CATIA V5接口需要Windows Script 5.3或更新的版本物理内存建议最小1GB,首选2GB处理器英特尔奔腾处理器或者100%奔腾兼容的处理器,推荐2GHz或者更快的速度。
特别是在VERICUT中运行其他大的程序时,多处理器可以提高处理性能其他两键或者三键鼠标,建议使用带滚轮的三键鼠标网卡图像设备至少能够显示16位颜色兼容OpenGL图形加速器用于机床仿真视图和零件视图中进行动态的放大、缩小、旋转、平移等操作。
由于显示切削模型需要大量的图形内存,要求显存最低512MB,建议1GB 以上优先主要内容学习目标VERICUT授权许可文件可以支持安装在SUN SPARC/Solaris、Hewlett-Packard PARISC/HP-UX和IBM RS6000/AIX操作系统的服务器上,如表1-2所示。
第1章Vericut功能概述1.1 本章要点和学习方法本章重点介绍Vericut常用的功能,同时对软件的菜单布局、常用功能进行介绍,通过仿真训练引导读者尽快入门。
本章是基础,初学者需要打开Vericut 7.3软件,根据书上的提示进行操作。
1.2 Vericut软件简介Vericut软件是美国CGTech公司出品的一款优秀的数控加工仿真软件,尤其在多轴加工方面功能强大、可靠性高,为广大多轴用户优化数控程序、有效利用设备提供了很大的帮助,应用这款软件可以提前预防撞刀、过切等加工事故的发生,因此在数控加工行业得到了广泛的应用。
1.3 Vericut的作用简单地说,Vericut软件可以对数控程序进行仿真,以检查其合理性和可行性,消除加工中可能出现的错误,提高加工效率。
1.4 Vericut的功能(1)机床运动模拟。
(2)数控程序加工仿真。
(3)零件加工结果分析。
(4)数控加工程序优化。
(5)车间文档制作,如工艺报告、测量报告。
(6)辅助分析及测量报告。
1.5 虚拟仿真和实际加工的关系(1)计算机里的“撞机”再严重都不怕,而实际加工中的撞机会导致严重的后果。
(2)虚拟加工是现代制造技术中最卓越的科研成果。
(3)虚拟加工是实际加工的前期检查及验证。
(4)如果虚拟加工出现错误,必须要分析原因及时纠错,否则会导致加工错误。
(5)要得到可靠的加工检验结果,其构建的机床模型、刀具、夹具、装夹方法以及数控程序都要和实际加工吻合,至少要做到与重要加工要素吻合。
1.6 Vericut 7.3界面介绍Vericut 7.3界面的菜单及工具栏很多,这里仅介绍最为常用且很重要的部分功能,另外部分功能还要在后续章节的实例特训中给予介绍。
1.6.1 Vericut 7.3软件的初始界面在桌面上双击Vericut 7.3的图标,或者从Windows界面的【开始】菜单中执行【所有程序】||命令,即可启动Vericut 7.3软件。
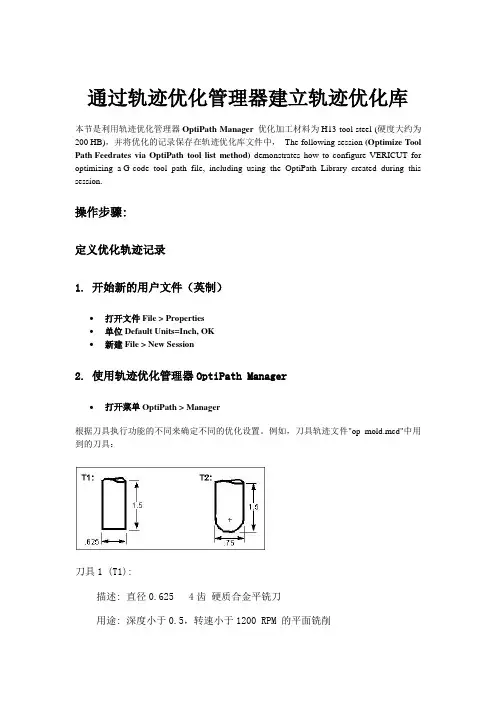
通过轨迹优化管理器建立轨迹优化库本节是利用轨迹优化管理器OptiPath Manager优化加工材料为H13 tool steel (硬度大约为200 HB),并将优化的记录保存在轨迹优化库文件中,The following session (Optimize T ool Path Feedrates via OptiPath tool list method)demonstrates how to configure VERICUT for optimizing a G-code tool path file, including using the OptiPath Library created during this session.操作步骤:定义优化轨迹记录1. 开始新的用户文件(英制)∙打开文件File > Properties∙单位Default Units=Inch, OK∙新建File > New Session2. 使用轨迹优化管理器OptiPath Manager∙打开菜单OptiPath > Manager根据刀具执行功能的不同来确定不同的优化设置。
例如,刀具轨迹文件"op_mold.mcd"中用到的刀具:刀具1 (T1):描述: 直径0.625 4齿硬质合金平铣刀用途: 深度小于0.5,转速小于1200 RPM 的平面铣削刀具2 (T2):描述:直径0.75 dia. 4 齿硬质合金球铣刀用途: 外形半精铣削(仿行铣)配置直径0.625平铣刀最优化设置:3. 添加一个新的轨迹优化记录:材料= H13 工具钢,机床=三轴铣床,刀具类型=直径0.625,长1.50 硬质合金平铣刀齿数为4∙点击添加Add∙点击材料标题"Material"下表格,键入:H13 T ool Steel∙在机床Machine下键入: 3ax Mill∙在刀具类型下T ool Description 键入:.625D 1.50H FEM, Carbide∙在齿数T eeth type下键入:4∙点击优化轨迹刀具形状OptiPath Cutter Shape∙选择平铣刀∙输入直径Diameter(D)=.625, 高度Height(H)=1.5∙OK4.为刀具配置已知的成功切削条件∙轴向深度Axial Depth=.3∙有效半径宽度Radial Width=.625∙进给速率(/分)Feed Per Minute=8∙主轴转速Spindle Speed=1200在这种条件下,材料去除速率Volume Removal为每分钟1.5 立方英才cubic in. per minute.∙选择Volume Removal∙Clear Air Cut Feed Rate: "Default"∙改变默认空切削方式,输入空切削速度Air Cut Feed Rate=150∙打开设置标签Settings T ab∙选择增加切削次数方式Add More Cuts∙改变4处默认的选项重新定义∙最小转化速率Minimum Feedrate Change=3∙修整进刀速度Clean-up Feedrate=85∙最小切削进刀速度Minimum Cut Feedrate=1∙最大切削进刀速度Maximum Cut Feedrate=80∙圆弧进刀速度Circle Feedrate=Optimize∙打开切入/切出标签Entry/Exit T ab∙切入速度Entry Feedrate=Feed/Minute: 8∙刀距Clearance Distance= .1∙切削间隙Cut Distance=.1∙应用Apply5.同理配置直径0.750球铣刀最优化设置:材料= H13 工具钢,机床=三轴铣床,刀具类型=直径0.750,长1.50 硬质合金球铣刀齿数为4Axial Depth=1 Radial Width=.125 Feed Per Minute=12 Spindle Speed=1200Volume Removal 1.5 Chip Thickness 0.0019 Settings T ab(同上)6.保存设置好的轨迹优化库文件命名为"optipath.olb"∙在管理器窗口打开菜单: File > Save As∙Shortcut=Working Directory∙输入文件名File Name=optipath.olb, Save下面分别介绍两种不同的方法实现G代码轨迹的优化一.通过轨迹优化库文件的方法1. 打开用户文件"op_r"2. 通过轨迹优化控制器OptiPath Control 引用前面定义的轨迹优化库文件"optipath.olb" ,并指定材料和机床∙打开菜单OptiPath > 控制器Control∙在OptiPath Library后点击浏览 Browse∙Shortcut=Working Directory∙选择文件名optipath.olb, Open, (如果找不到"optipath.olb" ,则选择"op_mold.olb")∙OK∙输入材料Material= H13 tool Steel∙机床Machine=3 ax mill∙OK3. 通过刀具管理器Tool Manager 连接已定义优化参数记录修改刀具1和刀具2 的优化属性:在优化设置OP Setting标题下分别输入:1——0.625D 1.50H FEM, Carbide (4)2——0.750D 1.50H BEM, Carbide (4)4. 保存到新的刀具库文件"optipath.tls"5. 通过轨迹优化管理器生成优化的刀具轨迹文件"op_mold.opti"∙打开轨迹优化控制器OptiPath >Control∙定义优化的轨迹文件格式Optimized File=*.opti∙打开优化模式OptiPath Mode=On∙OK (这时VERICUT主窗口下的指示灯"OptiPath" 亮)6. 打开状态窗口,设置显示优化的速率、切削时间∙打开菜单Info > 性质状态Status∙配置Configure∙选中OP Time和OP Feedrate以及Tool Use Graph∙输入时间间隔Time interval=60 (minutes)∙OK7. 切削模型仿真∙点击8. 打开日志文件检查轨迹优化摘要"OptiPath Summary"∙打开菜单Info > 日志文件VERICUT Log∙找到"OptiPath Summary"∙关闭日志文件窗口二.通过优化轨迹刀具列表的方法1. 打开用户文件"op_r"2. 引用轨迹优化库文件"optipath.olb"同上3. 通过刀具列表tool list 连接已定义的轨迹优化参数记录∙打开菜单Setup > Toolpath∙选择刀具通过列表来改变Tool Change By=List∙点击使用列表Use Tool list∙清除"Prompt for Optipath settings while building"∙建立刀具列表Build Tool List在优化设置OptiPath Setting标题下分别输入:∙1: 0.625D 1.5H FEM, Carbide (4)∙2: 0.750D 1.5H BEM, Carbide (4)∙OK∙OK4. 保存到新的刀具库文件"optipath.tls"5. 通过轨迹优化管理器生成优化的刀具轨迹文件"op_mold.opti"∙打开轨迹优化控制器OptiPath >Control∙定义优化的轨迹文件格式Optimized File=*.opti∙打开优化模式OptiPath Mode=On∙OK (这时VERICUT主窗口下的指示灯"OptiPath" 亮)6. 打开状态窗口,设置显示优化的速率、切削时间∙打开菜单Info > 性质状态Status∙配置Configure∙选中OP Time和OP Feedrate以及Tool Use Graph∙输入时间间隔Time interval=60 (minutes)∙OK7. 切削模型仿真∙点击8. 打开日志文件检查轨迹优化摘要"OptiPath Summary"∙打开菜单Info > 日志文件VERICUT Log∙找到"OptiPath Summary"。