提高快走丝线切割加工表面质量的工艺研究
- 格式:pdf
- 大小:1.04 MB
- 文档页数:3
6科技资讯科技资讯S I N &T NOLOGY I NFORM TI ON2008N O .10SCI ENC E &TECH NOLOG Y I N FOR M A TI ON工程技术1应选择合适的工具、附件及确定加工对象1.1选择合适的设备从社会环境来看,一些小型的线切割机床生产厂还处在原始资本的积累阶段,这些厂家往往不具备整机制造能力,只能是组装式生产,生产全过程的质量控制根本谈不上,研发、创新就更不可能,因此,应根据模具的材料、形状及尺寸要求,慎重选择线切割机床。
1.2确定加工对象线切割加工为新产品试制、精密零件加工及模具制造开辟了一条新的工艺途径,主要适用于以下几个方面。
加工冲压及塑料模具。
适用于加工各种形状的冲模。
调整不同的间隙补偿量,只需一次编程就可以切割凸模、凸模固定板、凹模及卸料板等。
模具配合间隙、加工精度通常都能达到要求。
此外,还可加工挤压模、粉末冶金模、弯曲模、塑压模等通常带锥度的模具。
加工电火花成形加工用的电极。
一般穿孔加工用的电极以及带锥度型腔加工用的电极,以及铜钨、银钨合金之类的电极材料,用线切割加工特别经济,同时也适用于加工微细复杂形状的电极。
加工复杂型腔的模具。
在试制新产品模具时,用线切割在坯料上直接割出型腔,例如试制切割特殊微电机硅钢片定、转子铁心模具,由于不需另行制造母模,可大大缩短制造周期、降低成本。
另外修改设计、变更加工程序比较方便,加工薄件时还可多片叠在一起加工。
在模具零件制造方面,可用于加工品种多、数量少的零件,特殊难加工材料的零件、材料试验样件、各种型孔、特殊齿轮凸轮、样板、成型刀具。
同时还可进行微细加工,异形槽和人工标准缺陷的窄缝加工等。
1.3购买高强度钼丝选用优质钼原料,经专用设备,特殊工艺制造的超高强度线切割专用钼丝。
对每一盘线切割专用钼丝分别进行抗拉强度、延伸率、色泽、曲环、精度、排线共六项质量检测,严格控制钼丝制品的质量。

浅谈如何提高线切割机床加工效率【摘要】线切割机床在模具制造、新产品试制等零件加工中得到了广泛应用,而在使用线切割机床加工时,经常出现断丝、表面粗糙度质量差等问题;从而对于加工质量、加工成本以及机床使用效率都有着重大的影响。
【关键词】线切割;切割方法;表面质量;电流本文以北京迪蒙卡特公司CTW320TA系列数控快走丝线切割机床为例,该机床是一种加工性能较强、可加工锥度的线切割机床。
其主要适用于切割淬火钢、硬质合金或其它特殊金属材料制作的通孔模具(如冲模),也可用于切割样板,量规以及形状复杂的精密零件或一般机械加工无法完成的特殊形状的零件,如带窄缝加工的零件等,以及对在0°到30°范围内进行不同锥度加工的各种工件。
CTW系列快走丝线切割机床可自动切割出直线和圆弧组成的任何复杂平面图形,整个加工过程由计算机控制自动完成,具有生产效率高,加工精度好,工作稳定可靠,操作简易方便等特点。
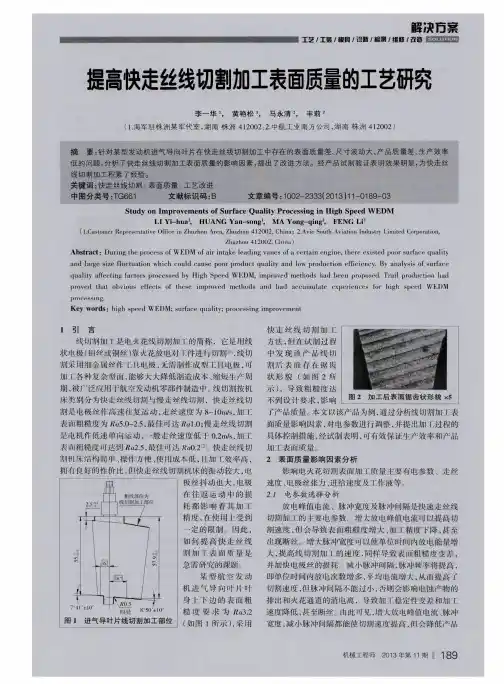
笔者在生产实践中对影响线切割加工工件表面质量的相关因素方面做了一些探索和研究,积累了少许有效的工作经验以及故障的处理办法现介绍如下。
一、高效的切割方法1、合理安排切割路线。
该思想是尽量避免破坏工件材料原有的内部应力平衡,防止工件材料在切割过程中因在夹具等的作用下,由于切割路线安排不合理而产生显著变形,致使切割表面质量下降。
例如:工件与其夹持部分的分离应安排在最后,使加工中的刚性更好。
2、正确选择切割参数。
对于不同的粗、精加工,其丝速和丝的张力应以参数表为基础作适当调整,为了保证加工工件具有更高的精度和表面质量,可以适当调高线切割机的丝张力,虽然制造线切割机床的厂家提供了适应不同切割条件的相关参数,但由于工件的材料、所需要的加工精度以及其他因素的影响,使得人们不能完全照搬书本上介绍的切割条件,而应以这些条件为基础,根据实际需要作相应的调整。
例如若要加工厚度为27mm的工件,则在加工条件表中找不到相当的情况,这种条件下,必须根据厚度在20mm~30mm间的切割条件做出调整,主要办法是:加工工件的厚度接近哪一个标准厚度就选择其为应设定的加工厚度。
