线切割(快走丝)培训课件
- 格式:ppt
- 大小:2.58 MB
- 文档页数:67

受控:TD(08)编号:Q/NH/QC-6.2.2-01北京凝华科技有限公司线切割机床培训教材(本教材适用于NH/NHB/NHT系列线切割)第一版第1次修改编制:张河川日期:2008-03-14审核:张元彪、黄水利日期:2008-03-14批准:郑红梅日期:2008-03-24发布日期:2011-4-23实施日期:2008-3-31目录1.目的与适用范围―――――――――――――――――――P22.职责―――――――――――――――――――P23.相关规定―――――――――――――――――――P24.操作方法―――――――――――――――――――P55.节点说明―――――――――――――――――――P66.培训目录―――――――――――――――――――P67.培训内容―――――――――――――――――――P78切割操作―――――――――――――――――――P299.单片机的操作―――――――――――――――――――P3010.电火花线切割加工的步骤及要求――――――――――――P4411.线切割加工工艺――――――――――――――――――P4512.机床维护――――――――――――――――――――P4613.常见故障及排除方法――――――――――――――――P4714.考核切八方――――――――――――――――――――P481目的与适用范围1.1目的通过系统的培训,使学员较全面掌握电火花线切割机床的相关知识及操作。
为尽快适应、胜任本工作岗位奠定基础。
1.2适用范围适用对所有学员线切割知识培训全过程进行控制。
2职责2.1培训主管负责学员培训、学习指导、结业考核。
2.2学员按照《线切割培训教材》进行学习。
3相关规定、要求3.1客户现场培训管理规定客户现场培训管理规定主分为《线切割安全技术规程》和《工作场所环境管理的5S法》。
线切割安全技术规程线切割安全技术规程,可从三点考虑:一方面是人身安全;另一方面是设备及厂房安全。
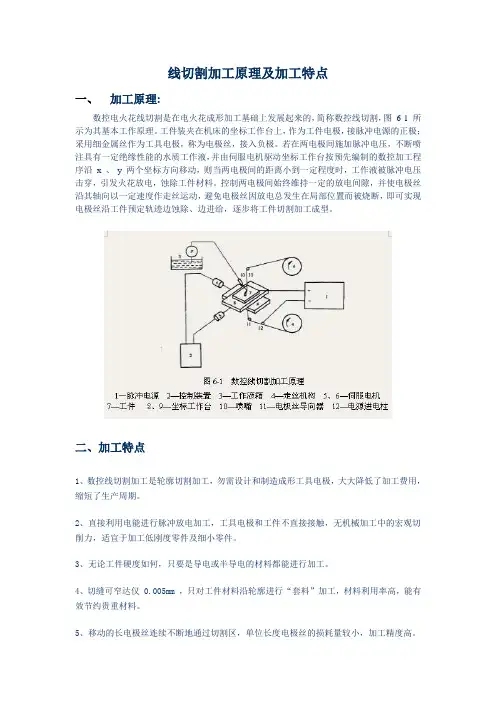
线切割加工原理及加工特点一、加工原理:数控电火花线切割是在电火花成形加工基础上发展起来的,简称数控线切割,图6-1 所示为其基本工作原理。
工件装夹在机床的坐标工作台上,作为工件电极,接脉冲电源的正极;采用细金属丝作为工具电极,称为电极丝,接入负极。
若在两电极间施加脉冲电压,不断喷注具有一定绝缘性能的水质工作液,并由伺服电机驱动坐标工作台按预先编制的数控加工程序沿x 、y 两个坐标方向移动,则当两电极间的距离小到一定程度时,工作液被脉冲电压击穿,引发火花放电,蚀除工件材料。
控制两电极间始终维持一定的放电间隙,并使电极丝沿其轴向以一定速度作走丝运动,避免电极丝因放电总发生在局部位置而被烧断,即可实现电极丝沿工件预定轨迹边蚀除、边进给,逐步将工件切割加工成型。
二、加工特点1、数控线切割加工是轮廓切割加工,勿需设计和制造成形工具电极,大大降低了加工费用,缩短了生产周期。
2、直接利用电能进行脉冲放电加工,工具电极和工件不直接接触,无机械加工中的宏观切削力,适宜于加工低刚度零件及细小零件。
3、无论工件硬度如何,只要是导电或半导电的材料都能进行加工。
4、切缝可窄达仅 0.005mm ,只对工件材料沿轮廓进行“套料”加工,材料利用率高,能有效节约贵重材料。
5、移动的长电极丝连续不断地通过切割区,单位长度电极丝的损耗量较小,加工精度高。
6、一般采用水基工作液,可避免发生火灾,安全可靠,可实现昼夜无人值守连续加工。
7、通常用于加工零件上的直壁曲面,通过 X-Y-U-V 四轴联动控制,也可进行锥度切割和加工上下截面异形体、形状扭曲的曲面体和球形体等零件。
8、不能加工盲孔及纵向阶梯表面。
线切割机床的分类线切割机床一般按照电极丝运动速度分为快走丝线切割机床和慢走丝线切割机床,快走丝线切割机床业已成为我国特有的线切割机床品种和加工模式,应用广泛;慢走丝线切割机床是国外生产和使用的主流机种,属于精密加工设备,代表着线切割机床的发展方向。