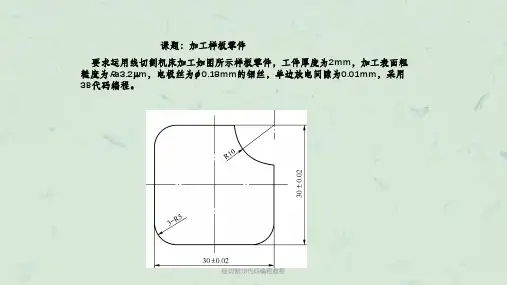
快走丝线切割3B教程
- 格式:doc
- 大小:24.00 KB
- 文档页数:2


教师课时授课计划(教案)J三项数值区分开。
2、X和Y:分别为x、y坐标绝对值,单位为微米。
(x、y坐标轴的方向始终平行于机床X、Y拖板的运动方向)(1)加工线段时,坐标原点移至加工起点, X 、Y 的值为被加工线段的终点坐标的绝对值。
即X=︱X1︱、 Y =︱y1︱(2)加工线段与坐标轴重合时, X 、Y的值取零,并可省略。
3、计数方向G:(取GX或GY)(1)线段:当︱X1︱>︱y1︱取GX当︱X1︱<︱y1︱取GY当︱X1︱=︱y1︱取GX或GY线段终点靠近哪个轴选取哪个轴作为计数方向。
4、计数长度J:当计数方向确定后,计数长度J应取计数方向从起点到终点移动的总距离,即圆弧或线段在计数方向坐标轴上投影长度的总和。
如图上图:直线O-A:︱x1︱>︱y1︱取GX,J=︱x1︱直线O-B:︱x1︱<︱y1︱取GY,J=︱y1︱老师讲课,讲解X、Y参数的计算方法。
老师讲课,讲解G参数的计算方法。
老师讲课,讲解J参数的计算方法。
学生听课。
学生听课。
学生听课二、编程实例1、如图,写出线段的3B程序:线段O-A:(1)XY值:X=5000、Y=3000(2)计数方向G=GX(3)J=5000(4)Z指令:线段在1象限则取为L1线段O-A的3B程序为:B5000 B3000 B5000 GX L1线段O-B:(1)XY值:X=0、Y=0(与坐标轴重合)(2)计数方向G=GX(3)J=4000(4 )Z指令:线段在3象限则取为L3线段O-B的3B程序为:B0 B0 B4000 GX L3线段O-C的3B程序为:B2000 B4000 B4000 GY L4 课后作业:如图所示编出3B程序:示范线段1的编程,与学生提问互动。
布置作业学生思考,回答老师提问学生练习线段OB,OC评价方式通过完成的练习,检查学生的学习情况。
课后作业如图所示编出3B程序。

线切割3B代码编程教程编程是一项发展迅速的技能,具有广泛的应用领域。
3B代码是一种常用的编程语言,具有简单易学的特点。
本文将为你介绍线切割3B代码的编程教程,帮助你快速上手。
一、了解3B代码语言3B代码是一种基于C语言的编程语言,具有简单易学、逻辑清晰的特点。
它主要用于控制线切割机器人进行切割操作。
在学习3B代码之前,我们需要了解几个基本概念。
1.切割机器人:切割机器人是一种自动化设备,用于将工件切割成所需形状。
它能根据输入的指令进行精确的切割操作。
2.电脑数控编程:3B代码是电脑数控编程语言之一,它能够将人类设计的形状数据转化为机器能够理解和执行的指令。
3.坐标系:切割机器人通过坐标系定位工件和刀具的位置。
常用的坐标系有直角坐标系和极坐标系。
二、基本语法了解了这些基本概念后,我们就可以开始学习3B代码的基本语法了。
下面是一段简单的3B代码示例:```坐标系=直角坐标系//设置坐标系为直角坐标系起点(100,100)//设置起点坐标为(100,100)直线到点(200,200)//从起点画一条直线到(200,200)直线到点(100,200)//从上一点画一条直线到(100,200)```上面的示例代码中,我们首先设置了坐标系为直角坐标系,然后设置起点坐标为(100,100),接着画了两条直线分别连接了起点和(200,200)以及(100,200)。
三、控制结构和函数3B代码还支持控制结构和函数,以便更加灵活地实现切割操作。
下面是一个3B代码示例,其中包含了控制结构和函数的使用:```坐标系=直角坐标系起点(100,100)循环10次直线到点(200,200)直线到点(100,200)函数画正方形(边长)循环4次直线移动(边长)横直线移动(边长)直线移动(-边长)横直线移动(-边长)}画正方形(50)```上面的示例代码中,使用了循环结构来实现重复的切割操作。
同时,我们还定义了一个函数`画正方形`,该函数能够根据传入的边长参数绘制一个正方形。
快走丝线切割3B教程
快走丝线切割3B教程(转载)
2009-12-23 19:12
要使数控电火花线切割机床按照预定的要求,自动完成切割加工,就应把被加工零件的切割顺序、切割方向、切割尺寸等一系列加工信息,按数控系统要求的格式编制成加工程序,以实现加工。
数控电火花线切割机床的编程,主要采用以下三种格式编写:3B格式编制程序、
ISO代码编制程序、计算机自动编制程序。
1. 3B格式编制程序
目前,我国数控线切割机床常用3B程序格式编程,其格式如下表所示。
B X B Y B J G Z
分隔符号
X坐标值
分隔符号
Y坐标值
分隔符号
计数长度
计数方向
加工指令
(1)分隔符号B
因为X、Y、J均为数字,用分隔符号(B)将其隔开,以免混淆。
(2)坐标值(X、Y)
一般规定只输入坐标的绝对值,其单位为μm,μm以下应四舍五入。
对于圆弧,坐标原点移至圆心,X、Y为圆弧起点的坐标值。
对于直线(斜线),坐标原点移至直线起点,X、Y为终点坐标值。
允许将X和Y的值按相同的比例放大或缩小。
对于平行于X轴或Y轴的直线,即当X或Y为零时,X或Y值均可不写,但分隔符号必须保
留。
图a 斜线的计数方向图
b 圆弧的计数方向
(3)计数方向G
选取X方向进给总长度进行计数,称为计X,用Gx表示;选取Y方向进给总长度进行计
数,称为计Y,用Gy表示。
1)加工直线可按图a选取:
|Ye|>|Xe|时,取Gy;
|Xe|>|Ye|时,取Gx;
|Xe|=|Ye|时,取Gx或Gy均可。
2)对于圆弧,当圆弧终点坐标在图b所示的各个区域时,若:
|Xe|>|Ye|时,取Gy;
|Ye|>|Xe|时,取Gx;
|Xe|=|Ye|时,取Gx或Gy均可。
(4)计数长度J
计数长度是指被加工图形在计数方向上的投影长度(即绝对值)的总和,以μm为单位。
例1
加工图c所示斜线OA,其终点为A(Xe,Ye),且Ye>Xe,试确定G和J。
因为|Ye|>|Xe|,OA斜线与X轴夹角大于45°时,计数方向取Gy,斜线OA在Y轴上的投影长
度为Ye,故J=Ye。
例2
加工图d所示圆弧,加工起点A在第四象限,终点B(Xe,Ye)在第一象限,试确定G和J。
因为加工终点靠近Y轴,|Ye|>|Xe|,计数方向取Gx; 计数长度为各象限中的圆弧段在X轴上
投影长度的总和,即J=JX1+JX2。
例3
加工图e所示圆弧,加工终点B(Xe,Ye),试确定G和J。
因加工终点B靠近X轴,|Xe|>|Ye|,故计数方向取Gy,J为各象限的圆弧段在Y轴上投影长
度的总和,即J=Jy1+Jy2+Jy3。
图c 例1斜线的G和J
图d 例2圆弧的G和J
图e 例3圆弧的G和J
(5)加工指令Z
加工指令Z是用来表达被加工图形的形状、所在象限和加工方向等信息的。
控制系统根据这些指令,正确选择偏差公式,进行偏差计算,控制工作台的进给方向,从而实现机床的自
动化加工。
加工指令共12种,如下图所示。
位于四个象限中的直线段称为斜线。
加工斜线的加工指令分别用L1、L2、L3、L4表示,如图f1所示。
与坐标轴相重合的直线,根据进给方向,其加工指令可按图f2选取。
加工圆弧时,若被加工圆弧的加工起点分别在坐标系的四个象限中,并按顺时针插补,如图f3所示,加工指令分别用SR1、SR2、SR3、SR4表示;按逆时针方向插补时,分别用NR1、NR2、NR3、NR4表示,如图f4所示。
如加工起点刚好在坐标轴上,其指令可选相邻两象
限中的任何一个。