制程能力分析计算方法(1)
- 格式:xls
- 大小:26.00 KB
- 文档页数:2
單元目的在瞭解何謂「統計管制狀態」後,製程能力分析的目的是進一步使製程能符合顧客的需求,因為製程能力是指製程的一致性,而製程的變異可以用來衡量製程輸出之一致性,它可以用來協助製造前之開發活動﹑找出問題﹑設定標準與降低成本。
產品規格來自顧客的需求或設計者個人的專業學養,因此製程必須具有產出符合工程規零件的能力。
研究製程能力的意義在於決定製程的自然公差、協助設定製程標準和規格、以及確定和消除「非自然變異」。
單元大綱製程能力分析製程能力的評價製程能力的改善製程能力分析何謂製程能力製程能力是指「各種能力均標準化,製程在管制狀態下所呈現之質與量的能力」。
故製程能力可以產量、效率表示,也可以成品、半成品、零件等之品質特性來表示,也可以不良率或缺點數來表示。
製程能力可為一部機器或一設備在一定條件下操作的能力,前者一般稱為「機器能力」,可為一項預定的產品之全部製程,包括人、材料機器及方法在長時間內所程現的能力。
前者一般稱為「機器能力」,而後者則稱為「綜合製造能力」,後者經常包括了工具損耗之正長影響,材料的微些變化及其它的微小變化。
在此我們所討論之製程能力即以後者為主。
製程能力與規格當考量製程績效之前,必須先討論兩個重要的問題:1.製程是否有維持良好”統計管制狀態”的能力。
2.是否具有產出符合工程規格零件的製程能力。
只有當製程處於”統計管制狀態”下,估計製程能力才合理,因為當製程處於”統計管制狀態”下,製程沒有可歸咎的非自然因素存在,此時才可以顯示製程真正的變異。
此部份已於管制圖介紹中詳細介紹過。
製程是否具有產出符合工程規格零件的能力,在於製程變異範圍是否介於工程規格之內,一邊而言可能有下列三種情況:1.製程變異小於規格間差異。
2.製程變異等於規格間差異。
3.製程變異大於規格間差異。
第一種情況:6<USL-LSL當製程變異(6)小於規格間之差(USL-LSL)時,這是最理想情況,如圖個別值分布A和規格的關係最佳,因為規格比製程變異大很多,即使製程平均值有很大的移動,也不易超出規格界線;分佈B的變異比分佈A大,但所有個別值仍在規格之內分佈C所顯示的變異更大,但仍在規格之內。

製程能力分析何謂製程能力製程能力是指「各種能力均標準化,製程在管制狀態下所呈現之質與量的能力」。
故製程能力可以產量、效率表示,也可以成品、半成品、零件等之品質特性來表示,也可以不良率或缺點數來表示。
製程能力可為一部機器或一設備在一定條件下操作的能力,前者一般稱為「機器能力」,可為一項預定的產品之全部製程,包括人、材料機器及方法在長時間內所程現的能力。
前者一般稱為「機器能力」,而後者則稱為「綜合製造能力」,後者經常包括了工具損耗之正長影響,材料的微些變化及其它的微小變化。
在此我們所討論之製程能力即以後者為主。
製程能力與規格當考量製程績效之前,必須先討論兩個重要的問題:1.製程是否有維持良好”統計管制狀態”的能力。
2.是否具有產出符合工程規格零件的製程能力。
只有當製程處於”統計管制狀態”下,估計製程能力才合理,因為當製程處於”統計管制狀態”下,製程沒有可歸咎的非自然因素存在,此時才可以顯示製程真正的變異。
此部份已於管制圖介紹中詳細介紹過。
製程是否具有產出符合工程規格零件的能力,在於製程變異範圍是否介於工程規格之內,一邊而言可能有下列三種情況:1.製程變異小於規格間差異。
2.製程變異等於規格間差異。
3.製程變異大於規格間差異。
第一種情況:6<USL-LSL當製程變異(6)小於規格間之差(USL-LSL)時,這是最理想情況,如圖個別值分布A和規格的關係最佳,因為規格比製程變異大很多,即使製程平均值有很大的移動,也不易超出規格界線;分佈B的變異比分佈A大,但所有個別值仍在規格之內分佈C所顯示的變異更大,但仍在規格之內。
此種情形具有經濟上的利益,因為即使超出管制界線,如分佈B和C,也布置產生不良品,所以不必時常調整機器或尋找非自然因素。
第二種情況:6=USL-LSL如圖,製程變異或製程能力等於規格間的差。
如果製程的次數分佈與A相同則有99.74%的產品符合規格;但是當製程平均移動時(如分佈B)或變異增大時(如分佈C),則不良率可能遠大於0.06%。
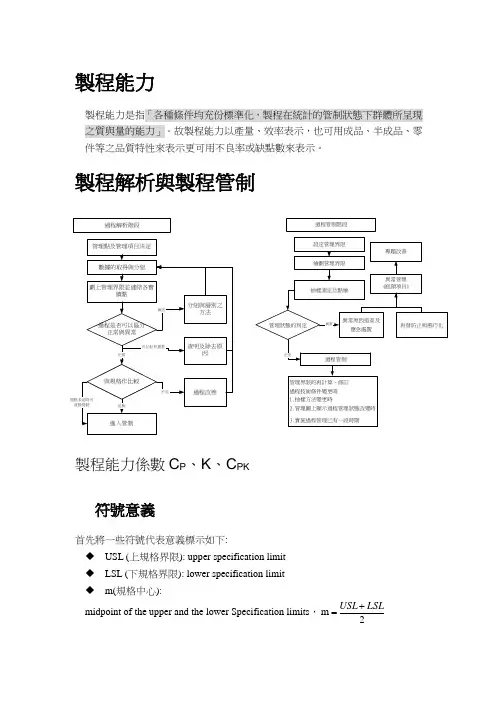
製程能力製程能力是指「各種條件均充份標準化,製程在統計的管制狀態下群體所呈現之質與量的能力」。
故製程能力以產量、效率表示,也可用成品、半成品、零件等之品質特性來表示更可用不良率或缺點數來表示。
製程解析與製程管制製程能力係數C P 、K 、C PK符號意義首先將一些符號代表意義標示如下:◆ USL (上規格界限): upper specification limit ◆ LSL (下規格界限): lower specification limit ◆ m(規格中心):midpoint of the upper and the lower Specification limits ,2m LSLUSL +=T (目標值): Target指定雙邊規格時 (1)準確度k()LSLUSL μ-m 2k C -==a ,-1≦k ≦1, (2)精密度C p 指標σ6LSLUSL C p -=(3)C pk 指標C pk 指標主要是用以衡量製程之實際成效(process performance),而C pk 製程能力指標定義如下:⎭⎬⎫⎩⎨⎧--=σμσμ3,3USL LSL Min C pk ,或C pk =(1-k )C p指定單邊規格時T (目標值): Target ,如果沒有目標值時,則T=μ(1)準確度kTUSL Tk --=μ,或LSLT T k --=μ,(k 有時以Ca 符號代替,代表製程準確度)(2)精密度C p 指標C p 指標定義為:σ3T USL C p -=,或σ3LSLT C p -=(3) C pk 指標C pk = C p (1-k ) ,或σμ3-=USL C pk ,σμ3LSLC pk -= 如果如果),(LSL T T ->-μ則C pk =0; 如果),(T USL T ->-μ則C pk =0Cp 判定表參考例如果是以X -R Chart 之資料來進行製程能力分析,則製程之標準差σ可由2d R 來估計。
Cpk 管理作业指导书一、 目的: 为了分析研究和控制制程能力, 及时了解制程的不足, 从而去分析原因, 提出改善对策, 以使制程得到控制和制程能力得以提高。
二、 范围: 大批量博鑫生产的产品。
三、 权责: 技术部主办、生产部及各相关单位协办。
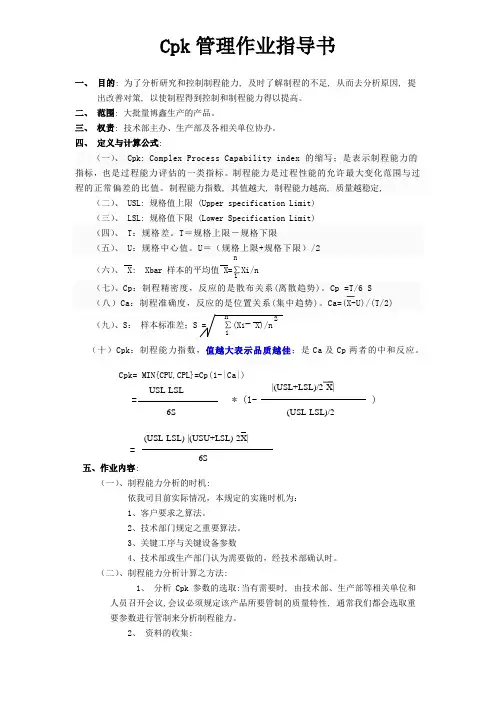
四、 定义与计算公式:(一)、 Cpk: Complex Process Capability index 的缩写;是表示制程能力的指标,也是过程能力评估的一类指标。
制程能力是过程性能的允许最大变化范围与过程的正常偏差的比值。
制程能力指数, 其值越大, 制程能力越高, 质量越稳定,(二)、 USL: 规格值上限 (Upper specification Limit) (三)、 LSL: 规格值下限 (Lower Specification Limit) (四)、 T :规格差。
T =规格上限-规格下限(五)、 U :规格中心值。
U =(规格上限+规格下限)/2(六)、 X: Xbar 样本的平均值 X=∑Xi/n(九)、S : 样本标准差;S = ∑(X i - X)/n(十)Cpk :制程能力指数,值越大表示品质越佳;是Ca 及Cp 两者的中和反应。
五、作业内容(一)、制程能力分析的时机:依我司目前实际情况,本规定的实施时机为: 1、客户要求之算法。
2、技术部门规定之重要算法。
3、关键工序与关键设备参数4、技术部或生产部门认为需要做的,经技术部确认时。
(二)、制程能力分析计算之方法:1、 分析Cpk 参数的选取:当有需要时, 由技术部、生产部等相关单位和人员召开会议,会议必须规定该产品所要管制的质量特性, 通常我们都会选取重要参数进行管制来分析制程能力。
2、 资料的收集:n2ni(1)、随机选取30~50个样本, 量测出你所要管制的质量特性值, 分别记录在案; 并计算出样本数据的平均数X, 标准差S或直接将数据输入设定好的EXCEL 文档中。
(2)、根据资料找到你所要管制的质量特性的USL和LSL。

制程能力分析制程能力研究在于确认这些特性符合规格的程度,以保证制程成品不符规格的不良率在要求的水平之上,作为制程持续改善的依据。
制程能力研究的时机分短期制程能力研究及长期制程能力研究,短期着重在新产品及新制程的试作、初期生产、工程变更或制程设备改变等阶段;长期以量产期间为主。
制程能力指标 Cp 或 Cpk 之值在一产品或制程特性分配为常态且在管制状态下时,可经由常态分配之机率计算,换算为该产品或制程特性的良率或不良率,同时亦可以几 Sigma 来对照。
计数值统计数据的数量表示缺点及不良(Defects VS. Defectives)缺点代表一单位产品不符要求的点数,一单位产品不良可能有一个缺点或多个缺点,此为计点的质量指针。
例如描述一匹布或一铸件的质量,可用每公尺棉布有几个疵点,一铸件表面有几个气孔或砂眼来表达,无尘室中每立方公尺含微粒之个数,一片PCB有几个零件及几个焊点有缺点,一片按键有几个杂质、包风、印刷等缺点,这些都是以计点方式表示一单位产品的特性值。
不良代表一单位产品有不符要求的缺点,可能有一个或一个以上,此将产品分类为好与坏、良与不良及合格与不合格等所谓的通过-不通过(Go-NoGo)的衡量方式称为计件的质量指针。
例如单位产品必须以二分法来判定质量,不良的单位产品必须报废或重修,这是以计件方式来表示一单位产品的特值。
每单位缺点数及每百万机会缺点数(DPU VS. DPMO)一单位产品或制程的复杂程度与其发生缺点的机会有直接的关系,越复杂容易出现缺点;反之越简单越不容易出现缺点。
因此,以每单位缺点数(DPU)来比较复杂程度不同的产品或制程质量是不公平的,在管理上必须增加一个衡量产品或制程复杂程度的指标,Six Sigma 以发生缺点的机会(Opportunities)来衡量。
DPU 是代表每件产品或制程平均有几个缺点,而DPMO 是每检查一百万个机会点平均有几个缺点。
一个机会点代表一产品或制程可能会出现缺点的机会,它可能是一个零件、特性、作业等等。
制程能力指数如何计算公式制程能力指数(Process Capability Index,简称PCI)是衡量一个制程的稳定性和一致性的重要指标。
它可以帮助企业评估其生产过程的质量水平,从而及时发现并改进生产中的问题,提高产品质量和生产效率。
制程能力指数的计算方法有多种,本文将介绍最常用的计算公式及其应用。
制程能力指数的计算公式如下:PCI = (USL LSL) / (6 σ)。
其中,PCI为制程能力指数,USL为规格上限(Upper Specification Limit),LSL为规格下限(Lower Specification Limit),σ为过程标准偏差(Process Standard Deviation)。
这个公式可以帮助企业快速计算出制程的能力指数,进而评估制程的稳定性和一致性。
在实际应用中,制程能力指数通常与制程能力指数的另一个指标Cpk一起使用。
Cpk是制程能力指数的修正值,它考虑了制程的中心位置对制程能力的影响。
Cpk的计算公式如下:Cpk = min((USL μ) / (3 σ), (μ LSL) / (3 σ))。
其中,μ为制程的平均值(Process Mean)。
Cpk的值越大,表示制程的稳定性和一致性越好。
制程能力指数和Cpk的计算公式都涉及到制程的规格限制和标准偏差,因此在实际应用中需要对这些参数进行准确的测量和计算。
制程的规格限制可以根据产品的设计要求和市场需求来确定,而标准偏差则需要通过统计方法来计算。
这些参数的准确性对于制程能力指数的计算和评估至关重要。
制程能力指数和Cpk的计算结果可以帮助企业进行制程改进和优化。
当制程能力指数和Cpk的值较低时,意味着制程存在较大的偏差和波动,需要采取措施来提高制程的稳定性和一致性。
企业可以通过优化生产工艺、改进设备和工艺参数等方式来提高制程的能力指数,从而提高产品质量和生产效率。
除了制程改进,制程能力指数和Cpk的计算结果还可以帮助企业进行质量控制和质量管理。
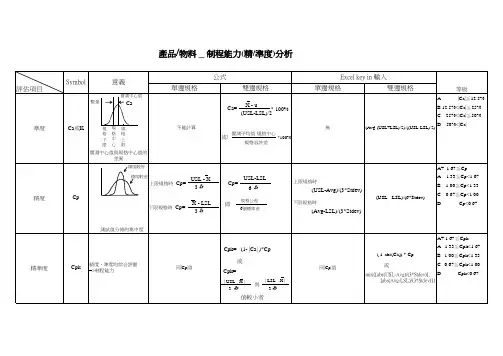
制程能力指数(CPK)分析
摘要:制程能力指数分析主要就是利用CPK推移图来了解某项产品的某一重要管制特性在一段时间内的宏观品质变化状态。
CPK推移图需要设定一CPK目标值,如下是CPK目标值设定的方法:
一般设定为1.33或1.54(6.9PPM),也可根据实际情况,比如出现品质比较差在0.7左右,希望达到1.0(2700PPM),就可设立目标值为1.0。
计算CPK值
双边规格:CPK=(1-Ca)*Cp 其中,CPK值越大表示制程能力越强
单边规格:CPK=Cp
补充:
Ca:准确度,表示制程特性中心位置的偏移程度,值等零表示不偏移,值越大表示偏移越大。
Cp:精确度,表示制程特性的一致性程度,越大越集中。
CPK图示例
以下是直接利用太友免费CPK计算工具自动生成的CPK分析图表:
CPK图形分析方法
主要是看每一个点与目标值的比较状况,和在这段时间内品质变化幅度的大小,以利于做品质工作的总结。
如某产品在连续生产的情况下,某项管制特性在连续2-3个月时间内都达到或超过目标值,建议则提升品质目标值;如在连续2-3个月内CPK值达到2.0以上,可联合品管、制造、工程开会讨论是否可减少该项管制特性的检验。