制程能力分析报告
- 格式:ppt
- 大小:5.17 MB
- 文档页数:73
cpk管理作业指导书一、目的: 为了分析研究和控制制程能力, 及时了解制程的不足, 从而去分析原因, 提出改善对策, 以使制程得到控制和制程能力得以提高。
二、范围: 大批量晶振生产的产品。
三、权责: 质控部主办、制造中心及各相关单位协办。
四、定义与计算公式:(二)、 usl: 规格值上限 (upper specification limit) (三)、 lsl: 规格值下限(lower specification limit) (四)、 t:规格差。
t=规格上限-规格下限(五)、 u:规格中心值。
u=(规格上限+规格下限)/2 n(六)、 x: xbar 样本的平均值 x=∑xi/n (九)、s:样本标准差;∑(xi-i (十)cpk:制程能力指数,值越大表示品质越佳;是ca及cp两者的中和反应。
五、作业内容(一)、制程能力分析的时机:依我司目前实际情况,本规定的实施时机为: 1、客户要求之算法。
2、工程设计部门规定之重要算法。
3、关键工序与关键设备参数4、质控部或其它部门认为需要做的,经质控部确认时。
(二)、制程能力分析计算之方法: 1、分析cpk参数的选取:当有需要时, 由同质控部、制造中心等相关单位和人员召开会议,会议必须规定该产品所要管制的质量特性, 通常我们都会选取重要参数进行管制来分析制程能力。
2、资料的收集:(1)、随机选取30~125个样本, 量测出你所要管制的质量特性值, 分别记录在案; 并计算出样本数据的平均数x, 标准差s或直接将数据输入设定好的excel文檔中。
(2)、根据资料找到你所要管制的质量特性的usl和lsl。
(三)、计算方法: 1、将已测量数据输入设定好的《cpk值自动测算表》中的“样本测定值”对应单元空格里,《cpk值自动测算表》共有25列空格,代表25组数据,每组又包含5个随机测量值。
2、根据产品的实际上下规格,将数据值填入《cpk值自动测算表》中的“上限 usl”和“下限 usl”对应单元空格里,然后excel表右边第ac-ae列右下角,即第26-30行将会自动算出ppk、pp、ca、cpk和cp等值。
管理图异常的判断1 观察个点加以判断……管制外(OUT OF CONTROL)2 将复数的点以群体加以观察并判断……连串,周期,趋向等2.1 对于中心线点连续在任何一方出现时,称为“连串”对在中心线的任何一方(上侧或下侧)连续出现时,以以下方式判断:2.1.1 5点连串时:要注意。
2.1.2 6点连串时:要开始调查2.1.3 7点连串时:有异常原因,应该采取措施2.2 中心线的一边出现众多点,应判断为工程异常2.2.1 连续11点中有10点以上2.2.2 连续14点中有12点以上2.2.3 连续17点中有14点以上2.2.4 连续20点中有16点以上2.3 点的“趋势”呈上升或下降时候点的排列逐渐变大或变小时,显示该工程已有某种趋势。
有这种趋势时,应依以下进行判断2.3.1 5点连串时:要注意。
2.3.2 6点连串时:要开始调查2.3.3 7点连串时:有异常原因,应该采取措施通常有趋势时,到第3-4点多半已经是偏离管制。
当趋势呈现而逼近管制界线时,最好及早开始调查原因。
2.4 点呈现“周期性”的变化时这种显示周期性变化的工程,在活用管理图时有必要对分组或抽样的方式下功夫。
例:刀具每2天磨一次,导致某一个特性是每2日的周期变化。
2.5 时常出现点接近管理界限的时候依3σ管理图的性质,点的出现于管理界限附近的几率很小。
点落在中心线到管理界限的宽度2/3以外的机会大约为3%。
因此经常有点落在此范围时,就可判断工程已有某项异常发生。
2.6 点集中于中心线附近的时候点集中于中心线附近,从点的变异情形来看,似乎显出管理界限太宽。
这一点要说工程无异常不如说是分组或层别的不当,对于工程管理并无助益。
此时有必要对分组或层别再下功夫。
生产制程能力分析报告1. 引言本报告旨在对公司的生产制程能力进行分析和评估。
生产制程能力是指公司在一定时间内,通过合理配置资源和优化生产流程所能达到的最高产出程度。
通过对生产制程能力的分析,可以帮助公司了解当前生产能力的水平,找到瓶颈和改进空间,并制定相应的改进措施,以提升公司的生产效率和竞争力。
2. 数据收集与整理为了分析公司的生产制程能力,我们收集了以下数据:•过去一年的生产数据,包括产量、质量指标、生产时间等方面的数据;•设备运行状态和故障记录;•人力资源部门提供的员工工作时间和产能数据;•原材料供应商提供的供应能力和交货准时率等数据。
通过对以上数据进行整理和加工,我们得到了可用于分析的数据集。
3. 生产能力评估3.1 产能分析我们首先对公司的产能进行分析。
产能是指企业在给定工作时间内能够完成的产品数量。
通过分析过去一年的生产数据和员工工作时间数据,我们得出了以下结论:•公司平均每月产量为X件/台/单位,年产量为Y件/台/单位。
•员工工作时间利用率为Z%。
3.2 效能分析效能是指企业在一定时间内生产产品的能力。
通过分析产能和生产时间的数据,我们可以计算出公司的效能。
根据分析结果,我们得出以下结论:•公司的平均效能为M%。
3.3 质量分析质量是企业生产过程中一个非常重要的指标,对产品的质量和客户满意度有着直接的影响。
通过分析质量指标数据,我们可以评估公司的质量水平。
根据分析结果,我们得出以下结论:•公司的平均质量合格率为N%。
4. 制程改进建议基于对生产制程能力的分析,我们提出以下改进建议,以提高公司的生产效率和竞争力:1.对设备进行定期维护和保养,减少故障率,提高设备的运行稳定性和生产效率。
2.优化生产流程,减少非价值增加的环节,提高生产效率。
3.加强员工培训和技能提升,提高员工的工作效率和质量意识。
4.与原材料供应商建立稳定的合作关系,确保原材料的供应能力和交货准时率。
5. 结论通过对公司的生产制程能力进行分析,我们对公司的产能、效能和质量水平有了较为准确的评估。
产品制程质量分析报告产品制程质量分析报告一、引言产品质量是一个企业成功的关键因素之一。
产品制程质量分析报告是对产品制程的质量进行全面评估和分析的重要工具。
本报告旨在对我司的产品制程质量进行分析,发现存在的问题,并提出相应的改进措施,以提高产品的质量水平。
二、制程概述我司产品的制程包括原材料采购、生产设备、生产人员、质量控制等环节。
本次分析主要围绕这些环节展开。
三、原材料采购1. 问题:存在部分原材料质量不稳定的情况,导致产品的质量也不稳定。
2. 原因分析:供应商选择不当、采购人员对原材料质量的把控不够严格。
3. 改进措施:加强对供应商的审核和评估,选取稳定的原材料供应商;加强采购人员对原材料质量的了解和把控,建立和完善原材料进货验收制度。
四、生产设备1. 问题:设备老化、维护不及时,导致设备性能下降,制程质量不稳定。
2. 原因分析:设备维护不到位,对于设备进行定期的保养和维修的意识不强。
3. 改进措施:建立设备维护计划,定期对设备进行保养和维修,确保设备的正常运行;加强设备管理,定期对设备进行检查和测试,发现问题及时进行处理。
五、生产人员1. 问题:生产人员技术水平参差不齐,质量意识不强。
2. 原因分析:生产人员培训不足,没有对其进行系统的培训和技能提升;对于质量意识的培养不够重视。
3. 改进措施:加强对生产人员的培训和技能提升,提高其技术水平;建立激励机制,激发生产人员的质量意识,使其能够主动关注产品质量。
六、质量控制1. 问题:质量控制体系不完善,导致产品的缺陷率较高。
2. 原因分析:缺乏对生产过程中各环节的监控和控制,对产品的质量把控不够严格。
3. 改进措施:建立完善的质量控制体系,对生产过程中各环节进行监控和控制;加强对产品质量的检验和测试,建立产品质量记录系统,对质量问题进行溯源和追踪。
七、结论通过对产品制程的分析,发现存在原材料采购质量稳定性差、生产设备维护不及时、生产人员技术水平不一致以及质量控制体系不完善等问题。
制程能力分析报告1. 引言制程能力分析是对某一制造过程的稳定性和一致性进行评估的重要工具。
通过分析制程能力,我们可以了解到制造过程是否符合规定的要求,以及是否有必要进行改进。
本报告将针对某一制造过程的制程能力进行分析,并给出相应的结论和建议。
2. 数据收集在制程能力分析前,我们首先需要收集相关的数据。
这些数据可以是该制造过程的样本数据,也可以是历史数据。
为了保证分析结果的有效性,我们需要收集足够的样本数据。
在本次分析中,我们采集了100个样本数据,每个样本包含了关键的制造参数。
3. 数据分析在进行制程能力分析前,我们需要对数据进行一些基本的统计分析,以获取有关制程能力的指标。
以下是一些常用的制程能力指标:平均值 (Mean)平均值是样本数据的总和除以样本数量。
它代表了制程的中心位置。
通过计算平均值,我们可以了解到制程的整体水平。
标准差 (Standard Deviation)标准差是对数据的离散程度的度量。
它告诉我们数据点的分布情况,越小表示数据越集中,越大表示数据越分散。
通过计算标准差,我们可以评估制程的稳定性。
Cp指数和Cpk指数Cp指数和Cpk指数是制程能力的两个重要指标。
Cp指数衡量了制程能力的上限,而Cpk指数衡量了制程能力的上下限。
通过计算这两个指标,我们可以判断制程是否满足规定的要求。
4. 制程能力分析结果根据对收集的数据进行的分析,我们得到了以下的制程能力分析结果:•平均值:X•标准差:S•Cp指数:Cp•Cpk指数:Cpk5. 结论和建议根据制程能力分析的结果,我们得出以下结论和建议:•结论1:制程的平均值为X,说明制程的中心位置符合要求。
•结论2:制程的标准差为S,说明制程的稳定性较好。
•结论3:Cp指数为Cp,说明制程的上限能够满足要求。
•结论4:Cpk指数为Cpk,说明制程的上下限能够满足要求。
基于以上结论,我们可以得出以下的建议:1.继续保持制程的稳定性和一致性,以确保产品的质量。
五金冲压注塑成型行业制程良率分析报告一、引言制程良率是指在制程过程中产品达到设计要求的比例。
五金冲压注塑成型行业是制造业中的重要部门,其制程良率对产品质量和企业经济效益具有重要影响。
因此,对五金冲压注塑成型行业的制程良率进行分析,可以帮助企业发现问题和改进制程,提高产品质量和效益。
二、五金冲压注塑成型行业的制程良率现状1.设备老化:部分企业的生产设备因长时间使用而老化,导致设备精度下降,造成制程良率降低。
2.材料质量不稳定:五金冲压注塑成型行业使用的材料质量未能保持稳定,有时存在质量问题,导致制程良率波动较大。
3.操作工艺不规范:操作工艺不规范导致制程良率低下的问题也比较普遍。
操作工艺不规范可能包括温度、压力、速度等参数的控制失误,以及操作顺序和方法的错误。
4.员工技能不足:五金冲压注塑成型行业需要工人熟练掌握操作技能,但有些企业的员工技能不足,导致制程良率下降。
以上问题导致制程良率低下,进而影响产品质量和企业经济效益。
三、改进五金冲压注塑成型行业的制程良率为了提高五金冲压注塑成型行业的制程良率,以下几个方面可以进行改进:1.更新设备:及时更新老化设备,提高设备的精度和可靠性,从根本上改善制程良率。
此外,设备的维护和保养也十分重要,定期维修设备,确保其正常运行。
2.材料质量管控:与供应商建立良好的合作关系,确保供应的材料质量可靠。
同时,对材料进行严格的验收,及时排除有质量问题的材料,并采取措施提高材料的稳定性。
3.规范操作工艺:制定完善的操作工艺规程,明确各个参数的控制范围,确保操作过程的稳定性和可控性。
对操作工艺进行培训和考核,提高员工技能水平。
4.加强质量管理:引入先进的质量管理理念和方法,建立制程良率监控系统。
通过监控制程环节的数据,及时发现问题和异常,采取纠正措施,确保制程良率的稳定提高。
四、结论五金冲压注塑成型行业的制程良率对产品质量和经济效益有着重要的影响。
然而目前行业中普遍存在着设备老化、材料质量不稳定、操作工艺不规范、员工技能不足等问题,导致制程良率低下。
制程检验报告制程检验报告是一种重要的文书资料,用于记录制造过程中的各项检验结果,以及对相应检验结果的分析和评估,从而全面反映制造过程的质量状况,并为后续产出提供参考和指导。
本次制程检验报告的检验对象是我公司生产的一批电子产品,以下是具体报告内容。
1. 报告时间和地点本次制程检验报告是于2021年5月25日在我公司检验室进行的。
2. 检验对象本次检验的对象是我公司生产的一批电子产品,总数为1000件。
3. 检验结果通过本次制程检验,我们对这批电子产品进行了多项检验,得出以下结果。
(1)外观检验:全部样品的外观符合技术规范要求。
(2)电气性能检验:1000件样品均按照规定检测方法进行了测试,检验结果均符合技术规范要求。
(3)尺寸检验:1000件样品按照规定的标准进行了测量,尺寸精度均符合技术规范要求。
(4)功能性试验:1000件样品均按照技术要求进行了测试,无故障样品出现。
(5)环境适应性测试:样品分别进行高温、低温、干燥、潮湿等试验,均符合技术规范要求。
4. 检验结论通过本次制程检验,我们认为这批电子产品整体质量符合技术规范要求,并达到了设计要求。
5. 检验意见(1)在后续生产过程中,应该继续保持良好的检验质量和监控机制,以确保产品的质量稳定性。
(2)检验过程中发现的任何问题,应及时改进,并对产生的问题进行分析,从而使得生产工艺不断得到改善和提升。
(3)生产中应加强对设备的维护和保养,以保证生产设施的稳定性和可靠性,从而支撑产品的高质量。
6. 签字意见本次制程检验报告经过检验室主管签字认证,具有较高的权威性和参考价值。
以上是本次制程检验报告的全部内容,希望对后续生产提供参考和借鉴。
smt制程能力分析报告:分析报告制程能力s mt smt制程怎么样smt制程怎么学好smt论坛篇一:SMT制程管理的重要性我对国外SMT厂家的多年,发现在SMT应用上,他们有多项工作做得不足够,其中一项是制造过程的管理工作。
早前,[电子工业]的主编和我谈到我以往系列文间提及的制程管理应用概念,相信国内厂家也会用得着。
因而我特写本篇来谈谈这方面的概念。
制程管理,译自英文中的Process Management一词。
由于我们把焦点放在SMT的制造技术上所以我把Process译成(即制造过程)。
其实Process Manage-ment所涵盖的范围更广。
本广只就SMT 制造有关的范围加以探讨。
从THT到SMT的管理需求变化制程管理,并不是专为SMT而同设的。
但要较成功的应用SMT 这门技术,正确的推行有必要的。
制程管理虽不是门新的管理技术,但它得人们认识、重视、有效应用并比SMT这门技术来早。
也正为这原因,许多由THT(插件技术)提升SMT的厂家并没有意识到在管理上需要做改革的工作。
在THT制造环境下,忽略制程管理并不会为制造商带来太大的问题;但对於SMT制造工作而言,尤其是进入微间距和采用现今BGA和倒装片(Flip-Chip)之类技术的情况下,制程管理是不可或缺的管理工具。
制程管理为何对SMT应用那么重要?回答这问题,们得了解THT和SMT之间存在许多不同的地方,尤以下下旬几项最为显著:1、微型化-SMT发展的动力,主要是突破旧有组装技术对产品微型化的限制。
由于THT本身的技术局限,不断提升微型化的程度。
2、质量因素-THT和SMT两者的组装技术不大相同,影响质量的因素也大分别。
虽然在许多方面,SMT组装质量已证实比THT 更及更可靠,但SMT保证中工作比THT较为复杂。
3、自动化-SMT的发明变带来了高度的自动化,此亦是SMT 生产效率比THT更高的原因。
以上三点所带出的信息是:SMT成品检查不易进行;成品寿命或可靠性的变化幅度大;制程工艺对成品的质量影响日益深刻;返修成本和代价高;即时诊断和改正生产误差的重要性提高等等。

芯片工艺制程及检测技术研究分析报告芯片工艺制程及检测技术研究分析报告概述芯片工艺制程及检测技术是现代工程技术领域中的重要研究方向之一,非常关键的是,它对于半导体行业的发展和芯片产品的性能和质量是至关重要的。
本报告将概述芯片工艺制程和检测技术的基本原理和方法,评估其应用领域和发展趋势,提出在未来发展中需要解决的问题和所需取得的进展。
芯片工艺制程芯片的制程共分为六个步骤,包括晶圆准备、晶圆清洗、光刻、腐蚀、离子注入和金属化。
每一步骤都是在前一步骤的基础上进行的。
其中,光刻和离子注入是最为关键的步骤,因为它们直接决定着芯片的性能和质量。
光刻是构建芯片电路的一种重要方法。
在光刻的过程中,首先需要将电路图案投影到光罩上,然后将光罩上的图案通过透镜投影在硅片表面上,将图案刻成模板。
这个过程需要高分辨率和高精度的光刻设备,同时光刻抗灰盒技术也需要加以应用。
离子注入是将材料以固体的形式加以注入的工艺。
该工艺需要将加工材料放在离子注入器里,再用高能电子束进行加工。
离子注入的目的是改变材料的性质和形状。
芯片检测技术芯片检测技术是指对芯片进行精确检测和测试的方法和工具。
芯片检测技术直接影响芯片的性能和质量,对制造过程和芯片功能的检验和验证非常重要。
芯片检测技术主要包括以下几种:光学检测、扫描电子显微镜、探针测试、参数测试和可靠性测试等。
其中,参数测试和可靠性测试是最为重要的。
参数检测是通过针对芯片的性能、电容和电阻进行测试,比较芯片的实际性能与设计要求进行比较,以判断芯片质量。
可靠性测试是通过对芯片的环境参数(如温度、湿度、电压等)进行测试,检测芯片在正常和极端条件下的可靠性和鲁棒性。
应用领域和发展趋势芯片制程和检测技术在电子通讯、计算机、智能工具等领域起着重要作用。
未来,随着智能制造、物联网、人工智能等技术的发展,芯片生产的质量和效率将变得越来越重要。
在制程技术方面,越来越多的技术将会针对半导体器件制造过程中的困难和问题,为半导体器件制造流程的进化和完善做出贡献。
7.如有Φ200+0.14﹑Φ9.8-0.40等情形也可用以上方法進行計算。
2.要求PPK值不能小于1.33﹐供應商在送樣前和交貨首批須提供本記錄給﹔
3.以上僅適用于特性參數的檢測計算﹐如尺寸﹑電流﹑光學參數等﹐但不包括外觀的檢測﹐如傷痕﹑臟污﹑色斑等﹔
4.當P PK ≧1.33且LCL X ≧規格下限值和UCL X ≦規格上限值時﹐須做成X-R 均值極差圖對制程進行管制。
5.以上數據須保留四位有效數字﹐品質部將在后續對供應商的來料進行核實﹐如制程能力小于1.33將取消合格供應商供貨資格。
6.以上分25組﹐每4個為一組﹐共須測量100個相同規格要求的數值﹐測量結果填入X1~X4數據欄中。
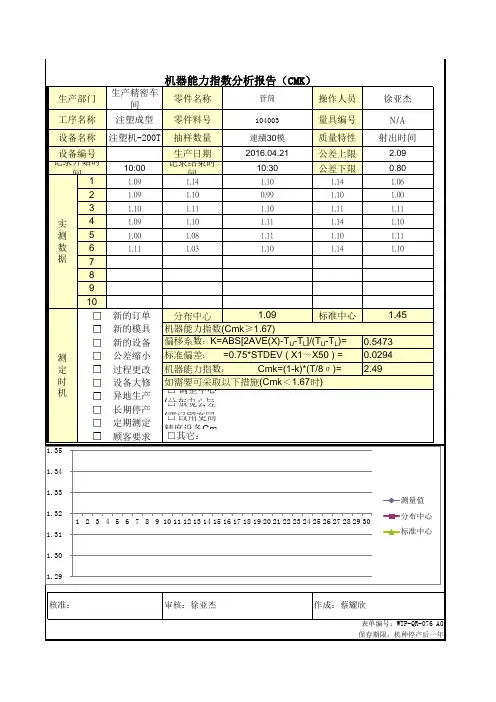
制程能力指数分析报告
產品型號﹕量儀名稱﹕量儀精度﹕客戶名稱﹕供應商名稱
測量人員﹕X X 產品名稱﹕測量單位﹕。
cpk分析报告模板
1、CPK定义:制程能力指数,用一个数值来表达制程的水准。
其中Ca值代表制程的准确度,Cp值代表制程的精密度。
2、CPK取样方法与规定
(1)、T0阶段执行:Cpk尺寸在模具与注塑成型稳定后,成型机台连续稳定运行30分钟后才能取样。
(2)、研发试产阶段:Mini_Cpk与正式Cpk两类
Mini_Cpk取样规则:成型机台连续稳定运行30分钟后,开始取样,对于成型周期小于等于30S的,每间隔15分钟取样一次,每次每穴5PCS,样本数量:40PCS/穴,取样时间2小时,连续生产时间要大于2.5小时。
对于成型周期大于30S,每隔30模,取样一次,每次每穴5PCS,样本数量40PCS/穴。
通过条件为Cpk≥1.33,Ca≤50%,Cp≥1.0.
正式Cpk取样规则:成型机台连续稳定运行30分钟后,开始取样,对于成型周期小于等于30S的,每间隔30分钟取样一次,每次每穴2PCS,样本数量:40PCS/穴,取样时间10小时,连续生产时间要大于10.5小时。
对于成型周期大于30S,每隔60模,取样一次,每次每穴2PCS,样本数量40PCS/穴。
通过条件为Cpk≥1.33,Ca≤50%,Cp≥1.0.
Cpk样品须按照取样先后顺序进行标记,以便于尺寸测量是可以一一对应,测量后需要保留Cpk样品,便于复测与再次确认。
分析总结﹕
结论:
1.线包高压管控重点在于穿线针作业前需打磨处理;
2.内PIN虚焊因浸锡时间不够,导入定时器可有效管制时间;
3.内PIN短路为毛刺过长浸锡后造成相邻端子连锡,组立后导入CCD视检可有效检验毛刺;
4.外PIN端子歪斜因浸锡后产品直接放置清洗篮,超声波振动造成端子碰撞,将清洗篮更为
平放清洗治具可有效改善此问题;
5.外PIN镀锡不良为作业员镀锡手法不当所致,纠正作业员镀锡手法可有效改善此问题;
6.成品高壓因外PIN浸锡与锡面高度未管控导致漆包线被烫伤,导入限位治具、锡面管控可有效改善此问题.
產品制程FMEA 分析總結報告
風險優先係數:RPN (Risk Priority Number)名詞定義:(在客戶收到產品前,目前流程檢測出失效的能力) →(影響的)嚴重度:對客戶需求所造成之影響的重重要性[1=不嚴重~ 10=非常嚴重] →(原因的)發生度:特定原因發生並產生失效模式的頻率[1=不常發生~10=時常發生] →(現行管制能力)偵測度:現行管制計劃的偵測力[1=可偵測出來~10=不能偵測出來] ※等級尺度應由小組決定
※ 風險優先係數評點法:
→排列RPN 的優先順序,對最優先問題採取適當的措施. →RPN=(嚴重度*發生率*偵測度)1/3
C 1 : 影響機能故障的嚴重程度(嚴重度) C 2 : 故障發生的頻度(發生率)
C 3 : 故障發生檢測的難易度(偵測度) Cs : 故障評點
Cs = ( C 1˙C 2˙C 3 )1/3
表1. C 1的評價點 表2. C 2的評價點 表3. C 3的評價點 表4. C S 與故障等級之關
校准: 审核: 制定: 时间:。
冲压件制程质量分析报告冲压件制程质量分析报告1. 引言冲压件是制造业中常见的一种加工工艺,广泛应用于汽车、电子等行业。
冲压件的质量直接关系到产品的性能和使用寿命,因此对冲压件制程的质量进行分析十分必要。
2. 分析目标本次分析旨在对某公司生产的冲压件制程的质量进行评估,发现存在的问题并提出改进措施,以提高产品的质量。
3. 数据收集通过对该公司生产的一批冲压件的制程数据进行收集和整理,包括材料、工艺参数、设备情况等。
同时,还进行了对冲压件产品进行外观质量检测和尺寸精度测量。
4. 分析方法针对数据收集到的冲压件制程数据,采用统计学的方法进行分析。
主要包括以下几个方面的分析内容:4.1 材料分析通过对材料的化学成分、物理性能等进行测试,检查材料的质量是否符合要求,包括强度、硬度、韧性等指标。
4.2 工艺参数分析分析冲压件的工艺参数设置,包括模具的设计和制作、压力大小、速度等。
通过对工艺参数进行分析,找出可能存在的问题,如模具磨损、压力不均匀等。
4.3 设备分析对冲压机设备进行检查和分析,包括设备的稳定性、精度等。
通过检查设备是否存在异常状况或者故障,进一步确定影响冲压件质量的因素。
4.4 外观质量检测通过对冲压件外观质量的检测,包括表面光洁度、涂层质量等,找出存在的问题,如划痕、表面缺陷等。
4.5 尺寸精度测量对冲压件的尺寸进行测量,与设计图纸进行对比,以确定尺寸精度是否符合要求。
如存在尺寸偏差过大的问题,则需要对制程进行调整。
5. 结果分析通过上述的分析方法,得到了以下几个结果:5.1 材料质量良好,符合要求。
通过对材料的化学成分和物理性能进行测试,发现材料质量良好,各项指标均符合要求。
5.2 部分工艺参数需要进行调整。
通过分析工艺参数,发现一些模具的磨损程度较高,需要进行更换。
同时,还发现部分冲压机的压力不均匀,导致冲压件的质量不稳定。
因此,需要对模具和冲压机进行调整和维护。
5.3 设备存在一些问题。