制程能力分析 Cpk Cp Ca
- 格式:doc
- 大小:417.50 KB
- 文档页数:5

三.正態分佈及Ca ﹑ Cp ﹑ Cpk 簡介
一. 正態分佈
1. 定義:正態分佈是連續型變量的一種常見分佈.
2. 正態分佈曲線
3. 正態分佈的標準差.
二. Ca ﹑ Cp ﹑ Cpk
1.過程能力
1-1定義:過程處於穩定狀態下的實際加工能力.
1-2標準:通常以標準差6δ來描述(3.4個不良機率/1000000).
在正態分佈情況下,一個質量特性值落在6δ範圍的概率為99.73%,即為0.3%的產品特性測量值分佈在中心值±3δ的範圍外.
1-3判定法則
6δ值越小,制程能力越好,即產品波動性越小,偏離中心值越小.
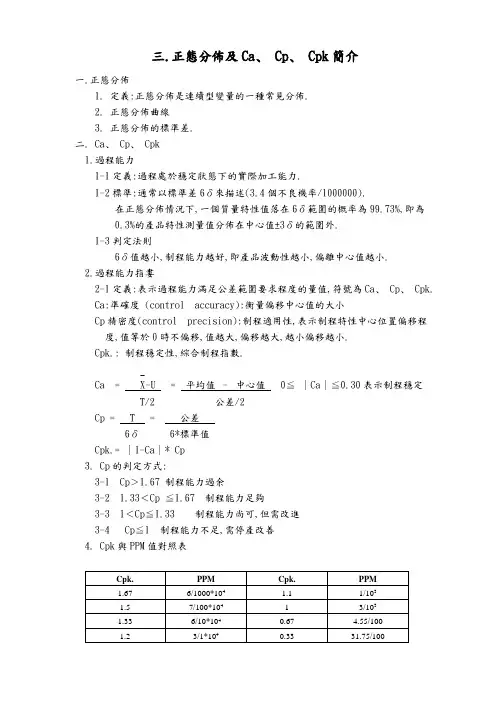
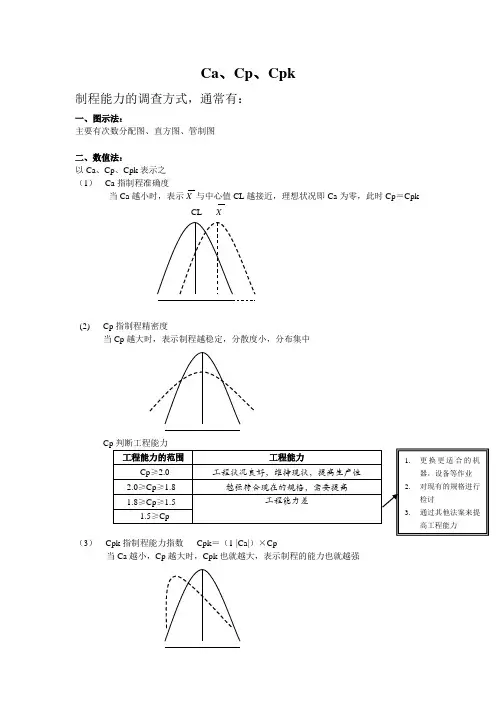
2.過程能力指婁
2-1定義:表示過程能力滿足公差範圍要求程度的量值,符號為Ca ﹑ Cp ﹑ Cpk. Ca:準確度 (control accuracy):衡量偏移中心值的大小
Cp 精密度(control precision):制程適用性,表示制程特性中心位置偏移程度,值等於0時不偏移,值越大,偏移越大,越小偏移越小.
Cpk.: 制程穩定性,綜合制程指數.
Ca = X --U = 平均值 – 中心值 0≦ ∣Ca ∣≦0.30表示制程穩定
T/2 公差/2
Cp = T = 公差
6δ6*標準值
Cpk.= ∣1-Ca∣* Cp
3. Cp的判定方式:
3-1 Cp>1.67 制程能力過余
3-2 1.33<Cp ≦1.67 制程能力足夠
3-3 1<Cp≦1.33 制程能力尚可,但需改進3-4 Cp≦1 制程能力不足,需停產改善
4. Cpk與PPM值對照表。
CPK中的准确度Ca和精确度Cp的意思和区别CPK中的准确度Ca和精确度Cp的意思和区别,Ca: 制程准确度。
Cp: 制程精密度。
2011-4-8 15:22CPK和PPK那个大?CPK:Complex Process Capabil ity index 的缩写,是现代企业用于表示制成能力的指标。
CPK值越大表示品质越佳。
2011-4-8 15:19Cpk&Ppk(4)Ppk Concept Ppk:过程性能指数,定义为公差宽度除以过程性能,它是对过程本身的性能进行估计,性能诸如人的体质、设备整体本身的运作性能等。
Ppk过程性能常用直方图进行研究,用样本统计量来衡量标准差。
其计算公 .. ...2011-2-28 10:51Cpk&Ppk(3)Cpk Concept在汽车行业或其他某些相关行业,关键产品的故障率(失效率,不合格率)已使用PPM(百万分之一)来衡量。
在APQP的第三阶段(过程设计和开发),须制定初始过程能力的研究计划;在第四阶段(产品过程确 ...2011-2-28 10:50Cpk&Ppk(2)总体,样本,正态分布总体:表示研究对象的全体,又称母体。
它是由客观存在的、具有某种共同性质的许多个别事物构成的整体。
在实际中全面了解总体的情况,往往难以办到。
总体平均值:以μ表示。
总体标准差:以 ...2011-2-28 10:49Cpk&Ppk(1)变差两种品质特性:1.计量值:以测量物理单位的品质特性,如毫米、伏特、分贝、度等 ...2011-2-28 10:48让人爱不释手的JMP 9初次体验-4(Excel上进行过程能力分析)进行过程能力分析有三个步骤1 数据布署:直接布署于Ex cel工作表的一列上2确定数据为正态分布:因为Excel上已有控制图本文省略受控状态检查3进行过程能力分析:准备好规格US L、LSL,另外若有Tar get 也一并需要开始试...2011-1-28 13:29过程控制中的意义CPK:Complex Process Capabil ity index 的缩写,是现代企业用于表示制程能力的指标。

过程能力CPK的计算方法
Cpk是一种用于量化制程水平的指数,它可以通过一个数
值来反映制程的合格率。
Cpk的计算公式为Cpk=Cp(1-|Ca|),
其中Ca代表制程准确度,Cp代表制程精密度。
需要注意的是,在计算Cpk时,样本数据至少应有20组,并且数据要具有一
定代表性。
根据Cpk值的大小,可以将制程分为不同的等级。
A+级
表示制程水平非常高,Cpk值大于等于1.67;A级表示状态良好,Cpk值在1.33到1.67之间;B级表示需要改进,Cpk值
在1.0到1.33之间;C级表示制程不良较多,Cpk值在0.67到1.0之间;D级表示制程能力较差,Cpk值小于0.67.
在制程规格方面,可以分为单边规格和双边规格。
单边规格只有规格上限或规格下限,数据越接近上限或下限越好;双边规格有上下限与中心值,数据越接近中心值越好。
其中,USL代表规格上限,LSL代表规格下限,C代表规格中心。
制程准确度Ca用于衡量“实际平均值”与“规格中心值”的一致性。
对于单边规格,不存在规格中心,因此也就不存在Ca;对于双边规格,Ca的等级评定和处理原则与Cp类似。
制程精密度Cp衡量的是“规格公差宽度”与“制程变异宽度”之比例。
对于只有规格上限和规格中心的规格、只有规格下限和规格中心的规格以及双边规格,Cp的等级评定和处理原则也有所不同。
总之,Cpk是一个非常重要的制程能力指数,可以帮助企业量化制程水平,进而采取相应的措施来提升制程能力。
如果需要计算Cpk值,可以使用免费的CPK计算工具。

Cpk、Cp和Ca的计算方法:1.Cpk的中文定义为:制程能力指数,是某个工程或制程水准的量化反应,也是工程评估是一类指标。
2.同Cpk息息相关换的两个指数:Ca和Cp。
Ca:制程准确度 Cp:制程精密度3.Cpk、Cp和Ca三者的关系:Cpk=Cp*(1-∣Ca∣),Cpk是Ca及Cp两者的中和反应,Ca反应的是位置关系(集中趋势),Cp反应的是散布关系(离散趋势)。
4.当选择制程站别Cpk来作管控时,应以成本做考量的首要因素,还有是其品质特性对后制程的影响度。
5.计算取样数据至少应有20-25组数据,方具有一定代表性。
6.计算Cpk除收集取样数据外,还应知晓该品质特性的规格上下限(USL和LSL),才可顺利计算其值。
7.首先可用Excel的“STDEVV”函数自动计算所取样数据的标准差(),再计算出规格公差(T),及规格中心值(U)。
规格公差T=规格上限-规格下限;规格中心值U=(规格上限+规格下限)/28.依据公式:Ca=(X-U)/(T/2),计算出制程准确度Ca值,其中,X为所有取样数据的平均值。
9.依据公式:Cp=T/6,计算出制程精密度Cp值。
10.依据公式:Cpk=Cp*(1-∣Ca∣),计算出制程能力指数Cpk值。
11.Cpk的评级标准:可据此标准对制程能力指数做相应对策。
A++级:Cpk≥2.0,特优,可考虑成本的降低;A+级:2.0>Cpk≥1.67,优,应对保持;A级:1.67>Cpk≥1.33,良,能力良好,状态稳定,但应尽力提升为A+级;B级:1.33>Cpk≥1.0,一般,状态一般,制程因素稍有变异既有产生不良的危险,应利用各种资源及方法将其提升为A级。
C级:1.0>Cpk≥0.67,差,制程不良较多,必须提升其能力。
D级:0.67>Cpk,不可接受,其能力太差,应考虑重新整改设计制程。
ca cp cpk计算公式CA(准确度)、CP(精密度)和 CPK(综合制程能力指数)是在生产制造和质量控制领域中常用的重要指标,对于确保产品质量和生产过程的稳定性起着关键作用。
咱先来说说 CA 吧,它其实就是测量值的平均值与规格中心值之间的差异。
比如说,咱有一批零件,规格中心值应该是 10 厘米,但是测量这堆零件的平均值是 9.8 厘米,那这中间差的 0.2 厘米就是 CA 啦。
CP 呢,反映的是制程的精密度。
还是拿刚才那批零件举例,如果零件的尺寸分布比较集中,那就说明精密度高,CP 值就大;要是尺寸分布很分散,那精密度就低,CP 值就小。
CPK 就更综合一些啦,它综合考虑了 CA 和 CP 。
CPK 值越大,说明制程能力越强,产品质量越稳定。
我记得有一次在一家工厂实习的时候,就碰到了关于 CPK 计算的事儿。
那是生产一种小型电子元件的车间,产品的规格要求非常严格。
当时有一批产品的质量不太稳定,大家都很着急。
工程师们就赶紧收集数据,计算 CA、CP 和 CPK 。
我跟着他们在车间里跑来跑去,一会儿测量零件尺寸,一会儿记录数据。
那场面,真是紧张又忙碌。
我们发现,有些零件的尺寸偏差比较大,CA 值明显偏离了规格中心,而 CP 值也不高,说明生产过程的精密度不够。
经过一番分析,原来是其中一台生产设备出了点小毛病,导致加工出来的零件尺寸不太稳定。
维修人员赶紧对设备进行了维修和调试,然后重新生产了一批零件。
再次测量和计算 CPK 后,发现数值有了明显的提升,产品质量也稳定了下来。
大家这才松了一口气。
通过这件事,我深刻地体会到了 CPK 计算公式的重要性。
它就像是一个诊断工具,能够帮助我们快速找出生产过程中的问题,从而采取有效的措施来改进。
在实际应用中,计算 CA、CP 和 CPK 并不复杂,但是要准确地收集数据和进行分析。
比如说,测量数据的时候一定要仔细,不能有误差。
而且要选择合适的样本数量,太少了不准确,太多了又浪费时间和成本。

CPK中的准确度Ca和精确度Cp的意思和区别,Ca: 制程准确度。
Cp: 制程精密度。
这个是个比较容易混淆的概念。
请参考下图
图中蓝色曲线的表示正常情况下期望的正态分布Normal distribution。
图中红色曲线为实际的分布情况。
M表示期望值,µ为实际的平均值。
在分布的过程中,准确度Ca,希望µ值与期望值M越接近越好。
精确度Cp值,也就是精密度值希望越大越好,因为这样代表更加的集中。
但实际上总会出现偏差。
上图中,左图的Cp值挺好,超出我们的期望。
运气好的是,上面的Ca值也挺好,实际上都会有所偏移的。
右图中,Ca值偏移严重,Cp值符合我们的期望。
CPK (Process Capability Index )的定义:制程能力指数;
CPK的意义:制程水平的量化反映;(用一个数值来表达制程的水平)制程能力指数:是一种表示制程水平高低的方便方法,其实质作用是反映制程合格率的高低。
与CPK相关的几个重要概念:
USL (Upper Specification Limit): 即规格上限;
LSL (Lower Specification Limit): 即规格下限;
C (Center Line):规格中心;
=(X1+X2+……+Xn)/n 平均值;(n为样本数)
T=USL-LSL:即规格公差;
δ(sigma)为数据的标准差。
标准差是一组数据平均值分散程度的一种度量。
一个较大的标准差,代表大部分数值和其平均值之间差异较大;一个较小的标准差,代表这些数值较接近平均值。
例如,A、B两组各有6位学生参加同一次语文测验,A组的分数为95、85、75、65、55、45,B 组的分数为73、72、71、69、68、67。
这两组的平均数都是70,但A组的标准差约为17.08分,B组的标准差约为2.16分,说明A组学生之间的差距要比B组学生之间的差距大得多。
(Excel中的“STDEV”函数自动计算所取样数据的标准差(σ) )
样本: 从总体中随机抽取的若干个个体的总和称为样本。
组成样本的每个个体称为样品。
样本标准偏差S: 因为标准偏差是用数据整体计算,所以当数据量大太时,就不便以操作,而且不符合现场需要。
所以一般情况下, 会用样本标准偏差S来代替σ。
S ≈σ
Ca (Capability of Accuracy):制程准确度,Ca 衡量的是“实际平均值“与“规格中心值”的一致性;
1.对于单边规格,不存在规格中心,因此也就不存在Ca;
2.对于双边规格:
Ca等级评定及处理原则:
A: 作业员依作业标准.继续维持.
B: 有必要时.尽可能改为A级.
C: 作业员可能看错规格或未照作业标准操作,应加强训练, 检讨规格及作业标准.
D: 应采取紧急措施.全面检讨可能影响因素.必要时停产.
准确度Ca Capability of Accuracy:
代表制程平均值偏离规格中心值之程度。
若其值越小,表示制程平均值越接近规格中心值,亦即质量越接近规格要求之水平(集中趋势,与有关),值越大,表示制程平均值愈偏离规格中心值,所造成的不良率将愈大)
Cp (Capability of Precision) :制程精密度,Cp衡量的是“规格公差宽度”与“制程变异宽度”之比例。
通常以规格范围T与工序能力6* σ的比值来表示。
即:
1. 对于只有规格上限和规格中心的规格:
2. 对于只有规格下限和规格中心的规格:
3. 对于双边规格:
Cp 精密度评价:
精密度CP (Capability of Precision):
是衡量工序能力對産品規格要求滿足程度的數量值,記爲Cp。
通常以規格範圍T與工序能力6* σ的比值來表示。
1. 制程精密度,其值越高表示制程实际值间的离散程度越小,亦即表示制程稳定而变异小(离中趋势,与σ有关)。
2. 当公差范围内能纳入愈多的σ个数,则此制程表现愈好,其本身是一种制程固有的(已决定的)特性值,代表一种潜在的能力。
制程能力指数CPK,
一种用以量度某一特性的变化趋势及概率的统计指标。
CPK的计算公式:
公式一CPK=Cp(1-|Ca|)
公式二
仅给出规格上限USL:
仅给出规格上限LSL:
Cpu Cpl
单边公差时:由于没有规格中心值,故Ca =N/A,故定义Cpk=Cp
CPK等级评定及处理原则:
PPM:Part Per Million是指制程中所产生之百万分之不良数。
6δ3.4 PPM CPK=2.0
Cp与Ca 的关系:。