五金冲压模具常见的工艺术语知识「」
- 格式:docx
- 大小:15.83 KB
- 文档页数:3

五金冲压模具常见的工艺术语知识为帮助大家了解更多五金冲压模具的相关知识,下面,为大家分享五金冲压模具常见的工艺术语,希望对大家有所帮助!冲中心孔是在工序件表面形成浅凹中心孔的一种冲压工序,背面材料并无相应凸起。
精冲是光洁冲裁的一种,他利用有带齿压料板的精冲模使冲件整个断面光洁。
连续模是具有两个或更多工位的冲模,材料随压力机行程逐次送进,从而使冲件逐步成形。
单工序模是在压力机一次行程中只完成一道工序的冲模。
组合冲模是按几何要素(直线、角度、圆弧、孔)逐步形成各种冲件的通用可调式成套冲模。
平面状冲件的外形轮廓一般需要几副组合冲模分次冲成。
压凸是用凸模挤入工序件一面,迫使材料流入对面凹坑以形成凸起的一种冲压工序。
压花是局部强行排挤材料,在工序件表面形成浅凹花纹、图案、文字或符号的一种冲压工序。
被压花表面的背面并无对应于浅凹的凸起。
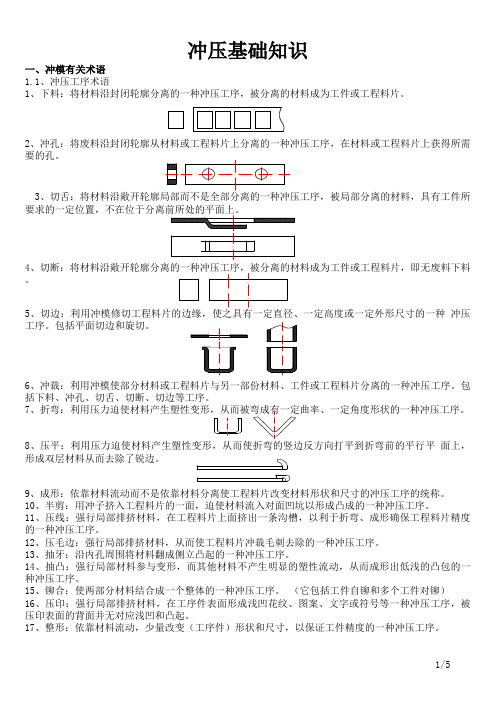
成形是依靠材料流动而不依靠材料分离使工序件改变形状和尺寸的冲压工序的统称。
光洁冲裁是不经整修直接获得整个断面全部或基本全部光洁的冲裁工序。
扭弯是将平直或局部平直工序件的一部分相对另一部分扭转一定角度的'冲压工序。
冲裁是利用冲模使部分材料或工件与另一部分材料、工件或废料分离的一种冲压工序。
冲裁是切断、落料、冲孔、冲缺、冲槽、剖切、凿切、切边、切舌、切开、整修等分离工序的总称。
切开是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。
被切开而分离的材料位于或基本位于分离前所处的平面。
切边是利用冲模修边成形工序件的边缘,使之具有一定直径、一定高度或一定形状的一种冲压工序。
切舌是将材料沿敞开轮廓局部分离而不是完全分离的一种冲压工序。
被局部分离的材料,具有工件所要求的一定位置,不再位于分离前所处的平面上。
切断是将材料沿敞开轮廓分离的一种冲压工序,被分离的材料成为工件或工序件。
扩口是将空心件或管状件敞开处向外扩张的一种冲压工序。
冲孔是将多余材料沿封闭轮廓从材料或工序件上分离的一种冲压工序,在材料或工序件上获得需要的孔。


冲压模具术语
1.冲压模具:由上下两块模板组成的工具,用于压制或冲切金属材料。
2. 上模板:一般由钢或铸铁制成,用于固定模具内的下模板,以便进行冲压或冲切操作。
3. 下模板:也称为压底板,一般由钢或铸铁制成,用于支撑工件,并且在压制或冲切操作中起到冲压或冲切的作用。
4. 模具孔:指下模板上开设的孔洞,用于冲压或冲切工件。
5. 模具缺口:指模具孔周围的边缘,用于将工件从原材料中分离出来。
6. 冲头:也称为模具针,一般由硬质合金制成,用于在模具孔中进行冲压或冲切操作。
7. 顶料板:安装在下模板上,用于支撑原材料并使其与冲头对齐。
8. 底料板:安装在上模板上,用于支撑工件并帮助固定下模板。
9. 模具间隙:指下模板与上模板之间的间隙,用于容纳工件和冲压或冲切操作。
10. 模具底座:用于支撑模具并将其安装在冲床上。
11. 模具钢材:用于制作冲压模具的高强度钢材。
12. 模具设计:根据工件形状、尺寸和要求,设计适合的冲压模具。
13. 模具制造:根据模具设计,制造出符合要求的冲压模具。
14. 模具维护:对冲压模具进行定期维护和保养,保证其正常使用并延长寿命。
五金冲压件加工厂,冲压加工工艺专业术语
隔行如隔山,没有接触到本行业的人是听不懂专业术语的,就拿冲压加工工艺来说,有几个简单的名词外行人是听不懂的,诚瑞丰五金冲压件加工厂带你了解一下。
以下就是五金冲压件加工厂的工程师常用说法:
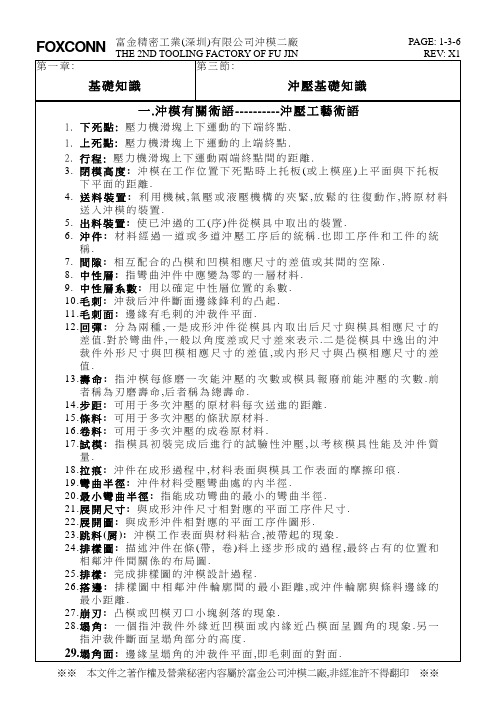
1.下料。
不管是生产哪一种产品,哪一种材料,在钢板材料进入模具进行冲压
成型,将半成品/成品与废料分离出来,这一整个过程称为下料,使用到的设备有冲床、模具、自动机械手。
2.冲孔。
借助打孔机的钻孔技能,在钢板或产品上使用冲针将图纸上设计好的
孔型冲出来,常见的有方孔和圆形孔。
3.翻边。
不同产品的翻边方式不同,即使是相同工艺应用在不同产品上的展现
的效果也不一样,举个日常生活中使用较广泛的例子,不锈钢盆的沿口处就属于翻边加工,将四周完美的折叠起来,具有实用性和美观性。
4.拉伸。
用途非常广泛,常见的汽车、家具、家电、机器人等部件都有使用,
它的原理是将平面材料加工成具有空心形状的产品,形状如外壳、容器等。
5.成型。
很明显的一种方式是折弯,将产品的某个部位或者整体弯曲,达到一
定的角度,达到图纸设计的曲率。
6.切边。
当冲裁出来的工件边缘没有达到要求,不够光滑或整齐的时候,就需
要对边缘进行切割,属于常见工艺。
冲压工艺专业术语是对一道工序的概括,方便操作员在工作中进行交流,一经描述即可明白是哪一个生产环节。
诚瑞丰五金冲压加工厂对以上进行简单的概括,希望对你有帮助,冲压加工业务,欢迎联系合作。
五金冲压件是一系列流程后的产品,在不同的过程具有不同的称呼,即我们常说的专业术语。
如今我们来看下金匠冲压常见的专业术语。
一、拉深:把平直毛料或工序件变为空心件,或者把空心件进一步改变形装和尺寸的一种冲压工序。
拉深时空心件主要依靠位于凸模底部以外的材料流入凹模而形成。
二、切边:利用五金冲压模具修整成形工序的边缘,使之具有一定的直径、一定的高度或一定形状的一种冲压工序。
三、冲孔:将废料沿封闭轮廓从材料或工序件上分离的一种冲压工序,在材料或工件上获得需要的孔。
四、翻边:沿外形曲线周围将翻成侧立短边的一种冲压工序。
五、翻孔:沿内孔周围将材料翻成侧立凸缘的一种冲压工序。
yyhkcn_cqjjmj_tml
六、落料:将材料沿封闭轮廓分离的一种冲压工序,被分离的材料成为工件或工序件,大多数是平面性的。
七、整形:依靠材料流动,少量改变工序件形状和尺寸,以保证工件精度的一种冲压工序。
五金冲压模具常见的工艺术语知识「」
五金冲压模具常见的工艺术语知识「推荐」
为帮助大家了解更多五金冲压模具的相关知识,下面,店铺为大家分享五金冲压模具常见的工艺术语,希望对大家有所帮助!
冲中心孔
是在工序件表面形成浅凹中心孔的一种冲压工序,背面材料并无相应凸起。
精冲
是光洁冲裁的一种,他利用有带齿压料板的精冲模使冲件整个断面光洁。
连续模
是具有两个或更多工位的冲模,材料随压力机行程逐次送进,从而使冲件逐步成形。
单工序模
是在压力机一次行程中只完成一道工序的冲模。
组合冲模
是按几何要素(直线、角度、圆弧、孔)逐步形成各种冲件的通用可调式成套冲模。
平面状冲件的外形轮廓一般需要几副组合冲模分次冲成。
压凸
是用凸模挤入工序件一面,迫使材料流入对面凹坑以形成凸起的一种冲压工序。
压花
是局部强行排挤材料,在工序件表面形成浅凹花纹、图案、文字或符号的一种冲压工序。
被压花表面的背面并无对应于浅凹的凸起。
成形
是依靠材料流动而不依靠材料分离使工序件改变形状和尺寸的冲压工序的统称。
光洁冲裁
是不经整修直接获得整个断面全部或基本全部光洁的冲裁工序。
扭弯是将平直或局部平直工序件的一部分相对另一部分扭转一定角度的'冲压工序。
冲裁
是利用冲模使部分材料或工件与另一部分材料、工件或废料分离的一种冲压工序。
冲裁是切断、落料、冲孔、冲缺、冲槽、剖切、凿切、切边、切舌、切开、整修等分离工序的总称。
切开
是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。
被切开而分离的材料位于或基本位于分离前所处的平面。
切边
是利用冲模修边成形工序件的边缘,使之具有一定直径、一定高度或一定形状的一种冲压工序。
切舌
是将材料沿敞开轮廓局部分离而不是完全分离的一种冲压工序。
被局部分离的材料,具有工件所要求的一定位置,不再位于分离前所处的平面上。
切断
是将材料沿敞开轮廓分离的一种冲压工序,被分离的材料成为工件或工序件。
扩口
是将空心件或管状件敞开处向外扩张的一种冲压工序。
冲孔
是将多余材料沿封闭轮廓从材料或工序件上分离的一种冲压工序,在材料或工序件上获得需要的孔。
冲缺
是将多余材料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓形成缺口,其深度不超过宽度。
冲槽
是将多余材料沿敞开轮廓从材料或工序件上分离的一种冲压工序,
敞开轮廓呈槽形,其深度超过宽度。
卷边
是将工序件边缘卷成接近封闭圆形的一种冲压工序。
卷边圆形的轴线呈直线形。